
抽象的
其中一系列旨在提高生产率的新工作。 这涉及如何在生产香肠容器的生产线中以手动方式和简单的方式将第一台操作压力机喂入,从而显着节省金属。
介绍
制造低矮香肠容器的常规方法是分两次进行。 在第一个中,切割圆盘,压花并形成底部轮廓的形状,也就是说,实际上制成整个容器。 但是由于锡或TFS的拉伸不均匀,锡的凸缘或边缘的外观不均匀。 因此,为了修整该边缘,需要进行第二次操作,使其保持适当的大小并在所有部分均等。
对于低生产率,第一次操作是在手动或自动压力机中进行的,该压力机配有曲轴冲程和适用于拉拔作业的低压系统。 该压机装有马口铁条,为了便于搬运,需要相对于适当的切口进行切割或加大尺寸以填充容器。 无论是在皮带的宽度上还是沿皮带的宽度,即在切割之间,都必须进行这种切割。 除其他功能外,它还允许从传送带中提取残留物,而不会产生堵塞。 所述盈余在金属语中有不同的名称,例如:切口,骨架,串等。 当香肠容器是圆形的时,由于这种概念造成的材料损失非常重要。 见图1:
图n 1带状切口的示例
减少这种剪裁的一种方法是使用锯齿形切割。 这是理想但昂贵的解决方案,因为它需要配备足够的设备和工具。 还有另一种便宜得多的替代方案,就是我们现在详细介绍的方案。 它是为活动很少的小型安装设计的。 其中必须实现四个要素:
-手动按水平位置。
-采取特殊措施切条。
-靠重力喂食。
-修改工具并停止。
为了更正确地遵循该主题,我们将通过一个示例进行说明。 假设我们要进行安装以根据图2制造小系列的RO 71.5 x 27尺寸的香肠容器。
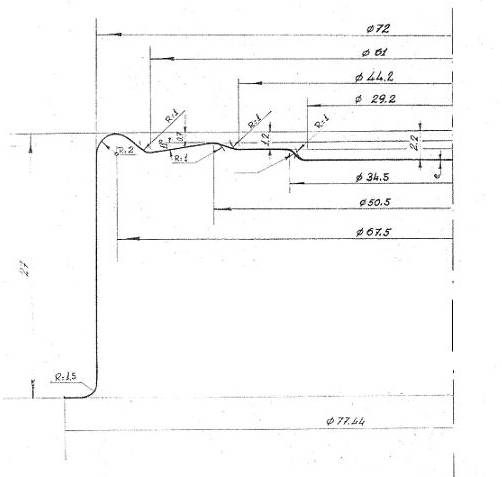
图编号2:RO 71.5 x 27香肠容器
按
对于第一次操作,我们将需要约40 Tm的手动压力机,其行程至少为75 mm,并配备水平安装的气动垫。 对于我们的情况,后者是根本。 水平位置是必要的,以允许在垂直平面内输送带材,我们将在后面解释。
并非所有的压力机都可以倾斜到水平位置,但是可以进行一些修改。 例如,添加一些背部支撑件或支腿,压力机本体的背部靠在支腿或支腿上。
我们不会在生产线上输入其余机器,因为它们没有任何特殊性。 在图3中可以看到此类安装的示例。
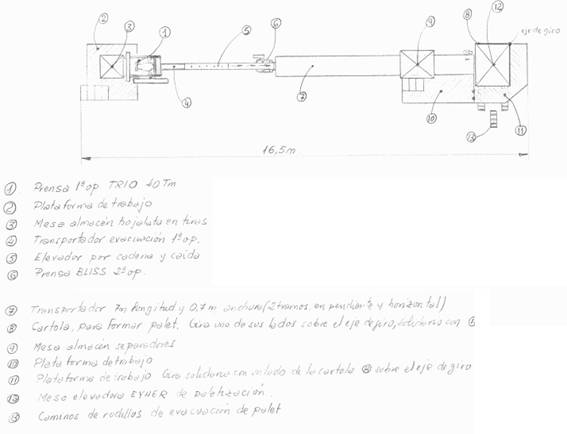
图nº3:香肠容器的细线
锡条的设计
为了定义金属板的尺寸,我们将考虑以下因素:
-条带宽度将小于压花工具的切割直径。 支持的规则比切口小1毫米。 在我们的示例中,切口为119.5毫米,条带应为118.5毫米。 这代表了重要的节省,因为在正常情况下,它是切口加3毫米。 这意味着节省了3.4%的宽度。
-打击与打击之间的距离或步长将恰好是割口。 因此,我们节省了切割之间的常规修整。 这表示长度减少了1.25%。
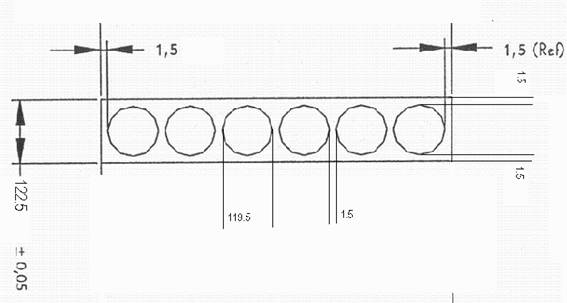
-在这些前提下,我们将确定切割图和合适的纸张尺寸。 在图4中,我们代表与我们的示例相对应的那个。
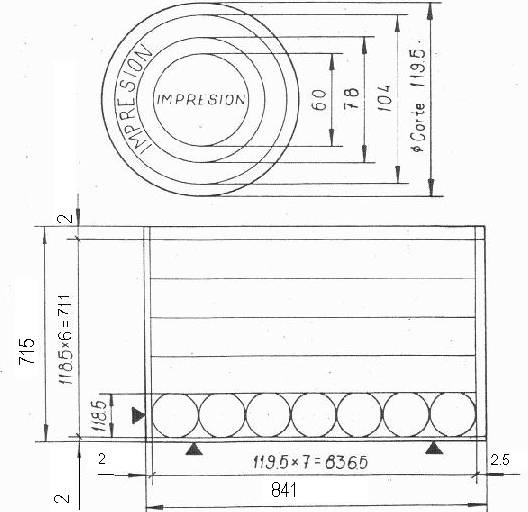
图nº4:RO 71.5 x 27的马口铁的切割和尺寸图
在这种情况下,如果将板材的这一尺寸与传统切屑所获得的尺寸进行比较,则可节省超过4.5%的成本,这在我们谈论基本原材料的成本时相当可观。
感受新闻
为了将条带送入压机,在我们的尺寸为118.5 x 836.5 mm的示例中,我们必须采取以下措施:
-为操作员准备一个足够高的平台,以使压力机处于较低水平。 该工具的膝盖高度应大致相同。 这样,当操作员从托盘上取下马口铁条以将其放置在进料通道中时,他将不需要举起手臂,因为这会产生额外的疲劳感。
-带材进料斜槽或料斗将垂直安装。 垂直进给平面由拉拔模具刀片的刀刃确定。 该通道由简单的导向装置组成,这些导向装置可控制钢带在除下降钢带之外的所有方向上。 其上口的形状像漏斗或漏斗,以方便条带的引入。 操作员将带子放在尸体中,随后松开。它会下降直到到达停靠点,稍后我们将返回停靠点。 如果乐队很重,您可能需要轻踩刹车,以防摔倒。 它们将由不会刮擦或标记条带清漆的材料制成,例如毛毡,皮革等。所有这些组件均在图5中进行了示意性表示。
-将在平台上放置一张桌子,以接收切条的托盘。 操作员将一张一张地取下这些条带,并将其放入料斗中。 不必同步铸件的下落,因为如果铸件跌落很快,它将越过冲头,冲头此时正在塞满前一个带钢的最后一个容器,并等待其上升以将其自身定位在顶部的死。 如果到达时打孔器上升。 停止将停止它,将其保持在正确的位置。
-将在压力机下方放置一个容器,以收集掉落的切块。
-当容器离开模具时,卸料导板将接收容器并将其放置在疏散输送机上。
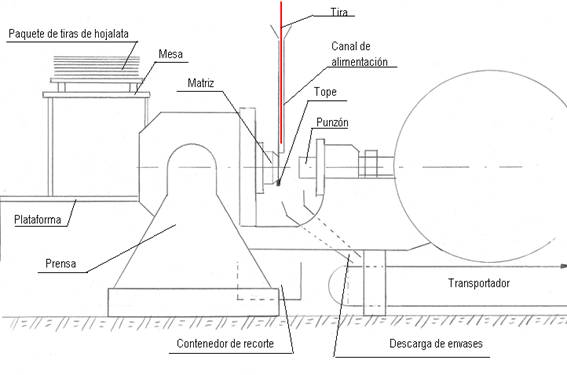
图nº5:第一次操作压力机安装图
压榨机必须配备适当的保护措施以确保其安全性,以及对容器出口或容器的控制。
工具和停止修改
在工具的下部,必须与刀片的切削刃成一直线安装挡块。 见图5。 下降时,打孔机将轻轻刷打而不损坏其切削刃。 这样,带钢将在每个冲头行程的三个点处断裂。 点将与顶部重合,即在其下部重合,因为发生切割时,由于没有切割,因此会产生断点。 其他两个点将位于带材的两侧,因为它们的宽度小于切割直径。
所有这些的结果是,两块马口铁切口以曲线三角形的形式出现,这些三角形将落入容器出料口的下方,到达收集容器。
当冲头升起时,锡带将以等于切割直径的路径向后下落,直到挡块将其停止,然后重复该循环。
结果
通过这种简单的方法,可以实现双重目标:
-实现可接受的材料节省
-确保操作员舒适地踩下踏板,从而连续工作,因为他的工作仅限于通过导料斗掉落条带。 因此,可以在压力机允许的最大速度下工作。












0 Comments