
在上市之前容器主体上的电焊缝,它是正常的执行系统,是基于执行 压接或压接车身的两个侧面,然后再涂锡铅合金。 由于铅可能会导致食物中毒,因此该方法从市场上消失了。
但是,没有完全消除通过接缝缝制的方法。 即使在今天,它仍然存在于一些设施中特殊包装的制造,他们利用了旧的训练师(健美) 在其中由于在接缝内部添加了特殊的水泥,密封了接缝。 见图1。
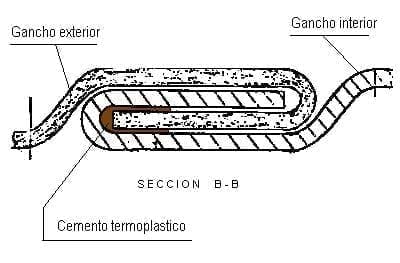
图nº1:压接缝中的水泥放置
该系统有其优点和缺点,这将在后面讨论,但是对于某些应用程序来说,它仍然是完全有效的过程。
介绍
尽管这些侧缝水泥是有机密封胶材料家族的一部分,但它们特性与化合物的特性有些不同或一起盖子和底部的封闭。 它们的应用和使用也有所不同,但是在某些条件下它们可以令人满意地产生密封接头。
这些水泥也被命名为热塑性胶。
定义
侧缝水泥或胶水是有机材料 粘合剂,用于密封容器的侧缝。他们基本上在结构上聚酰胺或有机溶胶由热塑性树脂获得。 当包装打算容纳未经热加工的产品时,它们通常代替这些接缝中使用的电焊。
功能 侧面密封胶
用作密封元件 和坚持不仅可以用锡制成的容器体,而且效果很好当材料是TFS时或铝。 这是一个显着的优势,因为电焊技术仅适用于马口铁。 假设没有氧化风险,使用该产品甚至可以使用黑色金属板。
特征
期限 ”侧缝热塑性水泥”是指固体材料,加热后会变软- 因此它是热塑性塑料的名称。 最初,他们开始使用甘油胶类型的材料进行生产,但结果并不十分令人满意, 为此,它们被新一代基于树脂和塑料溶胶的产品所取代,并取得了很好的成功。目前,它们是由热塑性树脂制成的。 其主要特点是:
– 它们具有良好的内聚力和良好的物理抵抗力,并且在室温下不会改变。
– 室温状态:固体
– 颜色:琥珀色。
– 密度:约1
– 干提取物:100%
– 熔点:在110至130之间,取决于其配方。
– 起飞阻力:5至7公斤。
– 耐冲击性:在1.20至1.70 kg / cm之间,具体取决于其配方
– 附着力:很好
– 使用温度:140至170ºC之间
– 熔池中的熔池温度:比应用温度低30ºC
– 分解温度:180至200ºC
– 施用后需要再灌注。
– 适用负荷:每厘米接缝4至5 mgr
棒状固态水泥在装有电阻的罐中加热,使其在使用前的一个步骤中熔化。 然后将其通过同样具有电阻的管道泵送,通过管道时,液体水泥的温度将升高约30ºC,这些管道经过绝热以保持温度,直到将其施加到吊钩内部为止缝制前的那一刻。 借助于喷嘴进行涂覆,该喷嘴在适当的区域内喷射这种熔融化合物的细小射流。 车体成型并缝制后,将其从成型鼓中排出,通过链条或皮带传送通过燃烧器,该燃烧器会瞬间加热侧缝,使已冷却并可能固化的水泥软化再次通过重铸,从而顺应侧缝的形状流动。
当水泥冷却时,它变得更硬,更脆。 为了降低其脆性,可以在其配方中添加增塑剂。
用于这种类型容器的主体的扁平模板,在施加水泥和形成接缝之前,将四个角钝化,并具有不同的倾斜角度,以消除区域中存在四种厚度的材料。极端。 这有利于在盖子和底部的闭合中形成主体钩。 见图2
图#2:主体模板四个角的顶部
评论
热塑性水泥的使用具有一系列优点,也必须考虑一些缺点。
作为优势可以列出:
– 正如我们已经提出的,除了马口铁以外,还可以用其他材料(例如TFS或铝)制成的容器中使用。
– 车体的平版印刷设计可以毫无保留地使用,也就是说,可以将其整体印刷在外部,并在内部完全上光,因为无需使用水泥 保留相同的应用范围。
– 这种技术的能耗远低于焊缝所需的能耗。
– 原材料成本-水泥- 它便宜。
– 经济的安装价格。
作为缺点我们将指出:
-接缝时必须消耗更多的锡。 这个放大倍数是矩形的一个区域 大约是容器主体高度的6毫米。
-使用限制。 它仅适用于不接受热灭菌过程的包装。 具有胶合接缝的容器不应暴露于高于80ºC的温度下。
热塑性水泥的应用
热塑性水泥可用于以下容器中:
– 食用植物油(橄榄油,大豆,向日葵…)
– 工业用油脂
– 油漆涂料
– 防冻液
– 化学产品
– 糖浆
– 糕点和饼干
它不应用于包含纯溶剂和稀释剂。











0 Comments