
抽象的
该设备是一种自动设备,用于在冲压机的出口传送带上将压模件以适当的位置对齐,然后进行堆叠。
介绍
电池的上端或盖-干电池-是围绕电池正极的元件。 它们体积小,重量轻,当它们落在压机的出口输送机上时,它们可以面朝上或面朝下。 因此,为了正确堆叠,很难将它们排序和对齐在同一位置。
本文介绍了一个团队,该团队可以自动有效地自动完成此任务,从而显着减少了劳动力。 我们将在此处将此设备称为“对齐器”
对准操作说明
参见图1。
图1
a.-对中设备安装在压榨出口输送机的后面。该输送机和对准器之间的连接是通过两排分离通道实现的。
b.-用于这种工作的压力机是一种简单动作的自动压力机,配备有多个工具-带有5个冲头-节奏为150冲程/英里。
c.-压实的桩盖从压机上掉落,没有在传送带上的命令。
d。-为确保其外部表面始终在该输送机上,通过喷嘴吹入压缩空气,如图1中央部分所示。在下图-图2中,可以看到此组件。
2号图
e.-一旦在传送带上按一定方向定向和对齐,就可以通过视觉控制系统进行检查。他可以拒绝有缺陷的人。
f.-使盖子穿过双分离通道,该通道将它们分成两排,然后将其放置在双磁性提升输送机上。
g.-元素到达位于双磁性传送带末端的一对堆垛机。永磁滑轮安装在每个堆叠器下方。它从堆垛机收集碎片,并将其转移到出口通道。
h.-为了确保每个堆叠器中存储预定数量的元素,电磁滑轮由电磁离合器制动器控制,该电磁离合器制动器在放置在堆叠器上的接近传感器(计数器)检测到预期数量时起作用。在表示对准器的总体视图的图3中,可以看到此处指示的元素。
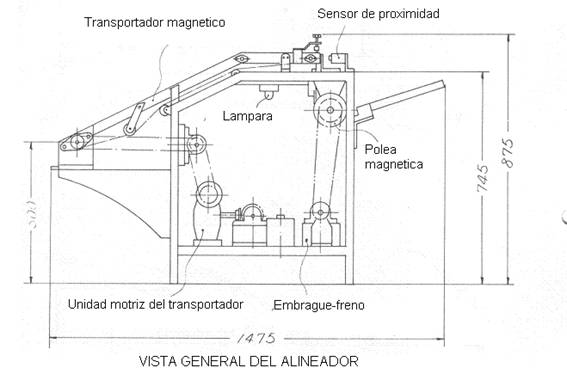
图3
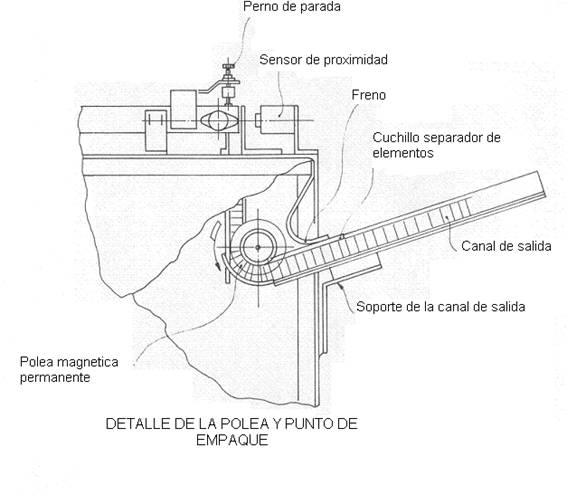
i.-在电磁皮带轮的出口处,制动器通过摩擦力保持零件,使它们保持成组。接下来,放置一个分离刀片,该刀片也与传感器一起工作,并分离计数的零件数。
j.-在到达出口通道时,已经计数的盖子部分在杆的帮助下“穿过”中心孔,并插入到纸板箱中。
查看要点你好ÿ Ĵ在图4中
阿里格纳建筑
对准器由两排相等的设备组成,这些设备并行工作,能够对电池盖进行分类,对齐,计数和准备包装。 每行的工作速度为375个/英里,即总速度为750个/英里。
从功能说明中可以看出,该设备由一系列组装的元件组成,以下列出:
-位于印刷机出口传送带上的鼓风喷嘴。 它的功能是排序盖的位置,翻转盖的位置。 这些喷嘴是对准器本身的独立元件。
-磁力提升输送机,用于输送和提升工件。
-卸载连接到传送带的末端。
-位于排放口上的可激活计数器的接近传感器。
-储存堆垛机
-磁性滑轮
-电磁皮带轮的出口通道,配有零件制动器和分离叶片。
-包装点
-电力柜。
以下照片,图5和图6显示了设备的两个视图
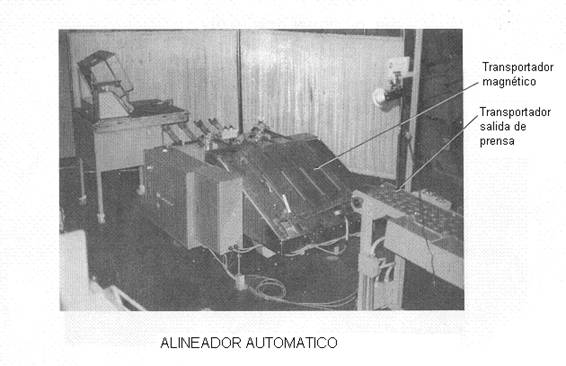
图6
此外,独立于该设备,视觉质量控制系统可以安装在传送带上。
规格
A.-封面尺寸:请参见图7
B.-容量:最大750件/英里
功率-0.75 Kw。
安装空间:宽度= 850 X长度= 1,475 X高度= 875 mm。
重量210公斤
节省人工:2人/班












0条评论