
概要
马口铁的不同制造阶段,其结构和性能的简要说明。
介绍
通过这项工作,我们打算对锡提出一些非常笼统的概念。 作为金属行业的基本原材料,有必要甚至非常简短地介绍其特性,以使未开始学习的人可以掌握最少的知识,从而帮助他们更好地进入该网站,或更好地解释与该网站有关的任何文字。工业。
马口铁实质上是两面都涂锡的钢板。 它的起源可以追溯到700年前。 因此,它的历史非常悠久,尽管其生产技术已在20世纪深入发展。
基础钢
锡的主体和决定其特性的是锡。马口铁制造所用的钢种的选择取决于其最终用途,制造时使用了几种基本钢种,例如MR,MC或L。碳的含量介于0.05至0.12%之间,锰的含量介于0.30至0.6%之间。硫含量不得超过0.05%。它们还可以包含少量的磷,硅…稍后我们将在表格中总结该钢的硬度,具体取决于其用途
获得它时,分为以下几个阶段:
-制版
-热轧
-冷轧
-退火
-皮肤通行证
A)制版。 请遵循在钢铁行业中获取钢铁的通用程序。 有两种选择:通过连续铸造或在铸模中进行加工。 图1显示了直到完成印版为止的整个过程的示意图。
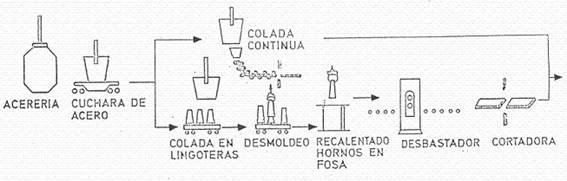
图nº1:钢板的制造
在制造锭的情况下,一旦钢熔化并形成锭,然后将它们轧制成称为“板”的板。 该操作在可逆轧机中进行。 某些类型的轧机还具有侧向辊,这些侧向辊可同时在铸锭的四个面上工作,从而避免了在此阶段沿铸锭的轴旋转的操作。
该操作的最终产品,即板或“平板”,具有125至230mm的厚度,最终需要的锡板的近似宽度,以及取决于铸锭尺寸的长度。
连续铸造过程消除了这些不同的阶段,从而使整个过程得以不断发展。
B)热轧。 这是下一步。 通常存在一个中间阶段,该阶段包括冷却和存储板,进行分选过程,表面准备(分步)并将板重新加热到便于层压的温度。 方案2指出了该过程的不同阶段。
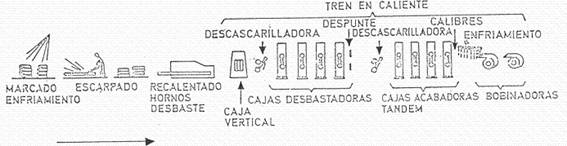
图nº2:热轧过程
热轧机将板还原成约2毫米厚的连续带。 该列车通常由两部分组成,一个用于粗加工,另一个用于精加工。 根据设备的容量等不同,它可以是连续或可逆的类型。
在该过程结束时,将材料制成线圈形式。
C)冷轧。 产生的这些卷材必须进行酸洗和润滑后才能进行冷轧,通常在一系列装有热稀硫酸的储罐中进行。 然后将它们清洗,干燥并用棕榈油或其他适合冷轧的润滑剂润滑。 酸洗线通常配备有切割边缘的圆形切割器,从而确保它们适合于冷轧或层压,因此还设置了将要获得的马口铁的最大宽度。 图3显示了此阶段的示意图。
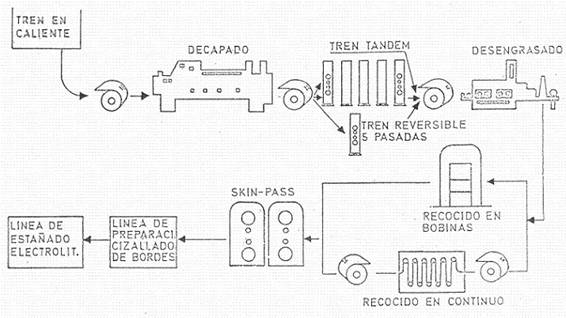
图nº3:基体钢的冷轧,退火和光整
冷轧可以连续(串联)或可逆的方式进行。 在这种还原过程中使用润滑剂和冷却剂,在减少普通马口铁的情况下,所得厚度非常接近所需的端部。
D)退火。 所获得的线圈是由非常坚硬的材料制成,承受高应力,需要进行适当的处理才能使其具有所需的可机加工性,这种处理称为退火,可以连续进行,也可以在钟罩式炉中进行。 参见图3。 在这两种情况下,必须消除以前使用的润滑剂和冷却剂的残留物,该方法所用的方法与所进行的退火类型一致,通常使用电解方法。
E)皮肤通过。 接下来是回火表面的处理或精加工操作,称为“蒙皮”或“回火轧制”。 它是通过还原或层压制成的,没有润滑剂且非常轻,厚度通常不超过2%。 参见图3。
该阶段产生光滑的表面,改善形状并在材料中引起必要的延展性。 在减少双马口铁的情况下,回火操作被第二次减少规格或第二层板的厚度所减少,这一次使用表面润滑剂。
通常的做法是在镀锡操作之前准备线圈。 它主要包括切割边缘和删除低质量或超规部分。
斜线
当前,用于沉积锡薄层的系统是电解的。 以前,通过浸入熔融锡浴中使用另一种方法-焦炭马口铁-由于其大量消耗锡而变得过时了。
有几种方法可以进行电解马口铁的制造。 基本上,它涉及使已经准备好的黑钢板卷通过一种掺有各种添加剂的锡盐基(电解质)。 锡取自浸入浴中的电极。
通过大大简化过程,可以区分以下几个阶段:参见图4
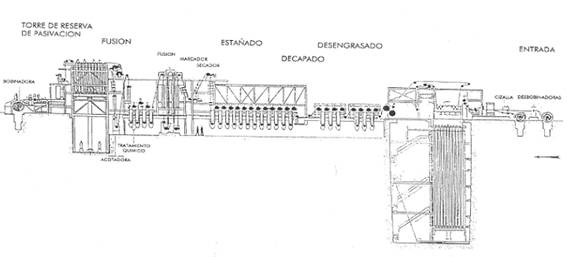
图nº4:电解镀锡线
—放卷和准备黑色卷材的线圈:连续馈线,切割每个线圈的起点和终点并进行焊接。 它具有一个带存储系统,可以存储一定量的带,该系统在更换和拼接线圈时为线路供电。
—脱脂:消除皮带表面上的残留元素:微量的润滑剂,冷却剂等。 这是通过化学浴来实现的。
-洗:通过喷射水和/或蒸汽来清洁除油操作的残留物。
-酸洗:消除附着在线圈两侧的氧化铁,并使表面准备好接收锡。
-镀锡:在锡的两面进行涂覆,有几种涂覆程序,酸法和碱法或碱性法,后者又提供了两种选择,水平卤素线和垂直碱性线。 最常见的是使用酸法的那些。 电解质是其最脆弱的部分。
-废锡:旨在使马口铁有光泽的表面,因为简单的锡电沉积会产生具有粗糙外观的微粗糙表面。 在该操作中,在基础钢和每个面上的表面锡之间产生了一个铁锡合金层,这增加了马口铁对腐蚀性元素的抵抗力。
-钝化:它基本上包括形成一层铬和氧化锡层。 所使用的方法有多种,化学的或电化学的,每种方法旨在获得特殊的特性。 该保护层不仅在制造过程中而且在随后的操作(例如上光)中都有助于防止氧化。 这对于清漆与马口铁的正确粘合至关重要。 当马口铁与腐蚀性产品或含硫化合物接触时,不同的钝化处理会产生不同形式的腐蚀或污渍。
-涂油:在其中将润滑剂涂在锡的表面上。 这种润滑剂的目的不是保护马口铁本身,而是钝化并且为了不损害其性能,它非常轻,因此尽管可以做到,但最常用的涂覆方法是电沉积通过喷涂或浸泡。 最常用的润滑剂是癸二酸二辛酯,负载量为0.005 gms / m2。
-切割和包装:如果以这种方式供应或切割成片,则生产线以制作线圈结束。 在第二种情况下,由于涉及缺陷材料的选择和分离过程,因此安装更加复杂。
锡的结构
用于保护基础钢的锡具有极高的纯度,其中锡的含量超过99.80%,锑,砷,铋,铜和其他金属的含量低于0.04%。
马口铁不仅由基础钢和两侧的两层锡薄层组成。 我们已经讨论了铁锡合金区的形成,钝化和上油。 因此其最终状态如图5所示:
图5:锡的截面
电解马口铁可以制成各种表面,尽管最常见的是三种。 A)明亮,这是最常见的。 B)哑光或石材,由表面粗糙的镀锡基础钢组成,然后不重铸锡和 C) 相同的选项 B,但重新熔化锡,这会产生闪亮但不反光的表面。
硬度
为每种应用选择正确的马口铁的基本信息是其硬度。 这实际上归结于用于制造它的基础钢的硬度。 “双减少”型马口铁的硬度大于“单减少”型马口铁的硬度。
硬度以HR 30T标尺评估。 通常,较白的马口铁用于包装香肠或需要深拉的部件。 最坚硬的材料主要用于圆柱形容器的成型。 下表提供了按其硬度分类的不同类型的马口铁的一般摘要。
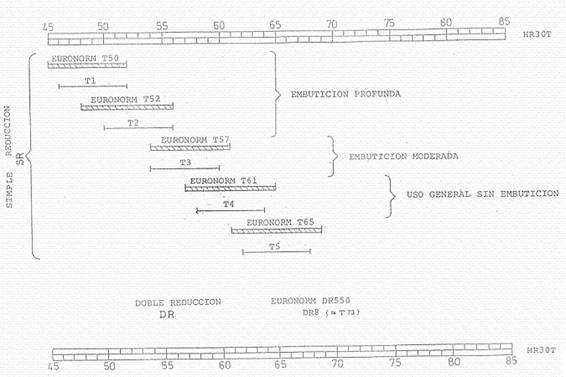
图nº6:硬度和马口铁的用途
差异锡
如果两侧的锡涂层不同,则将锡板称为差分板。 锡载量以克/平方米为单位。 表7的第一列显示了差分马口铁中最不同的锡镀层组合。 以前,使用了其他类型的名称,例如第二栏中指出的名称。
为了轻松识别不同类型的涂层,在其一个面(通常是涂层最大的面)上标出了以不同方式分开的平行线。 为此,在镀锡之前,将这些标记制作在黑色板上,锡层的薄度允许在其下方看到。
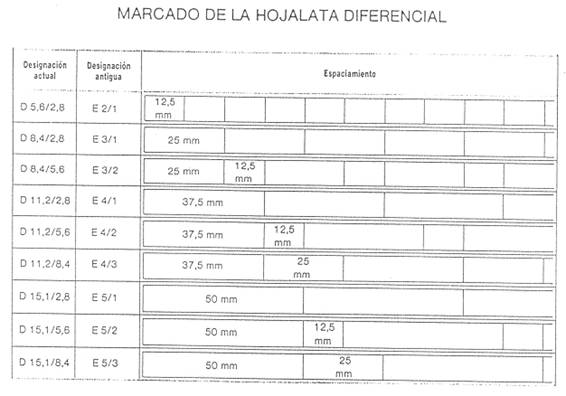
图nº7:差分马口铁标记
锡的优势
其中可以列出:
—演讲质量:由于其金属光泽的外观,使包装具有令人愉悦的外观。
—适用于罐头制造:其硬度,弹性,导热性等特性使其成为此目的地最合适的材料。
—耐腐蚀性能:锡的保护使其成为市场上最便宜的,具有高防腐性能的金属材料。
—亮度:其壁可以呈现出的极薄度,可以使容器变得非常轻。 这在消除搬运和运输中的自重方面具有明显的优势。
—关闭:其机械特性有助于工业接缝过程,并允许任何用户使用的技术实现完美的封闭。
—消毒:其对外部或内部压力的出色抵抗力以及良好的导热性可促进任何类型的灭菌过程。
—抗渗性:它是一种完全不可渗透的材料,对任何类型的外部污染构成了巨大的屏障。




0条评论