
РЕЗЮМЕ
Первая в серии работ, направленных на повышение производительности. Это касается небольшой линии для упаковки колбасных изделий.
ВВЕДЕНИЕ
Стремление к постоянному повышению производительности является императивом в каждой отрасли промышленности. Мы начинаем с этой работы серию, в которой будем разрабатывать различные идеи для повышения производительности на небольших предприятиях по производству упаковки.
Обычно крупные производственные линии проектируются специализированными фирмами, и их дизайн, как правило, нелегко модернизировать фирме, которая их приобрела. С другой стороны, небольшие установки для небольших производств, которые иногда являются самыми прибыльными, обычно выполняются металлографами с использованием восстановительного оборудования. Именно в этой области изобретательность наиболее развита.
Этими работами мы хотим помочь в этом смысле, разоблачая реалии, которые поддерживаются практикой.
УПАКОВКА НА ЛИНИЯХ ДЛЯ МАЛОЙ КОЛБАСНОЙ ТАРЫ
Небольшие прессовые линии иногда используются для производства энергосберегающих колбасных пакетов. Обычно они используют систему упаковки в коробки или мешки, и это делается путем снятия тары с конвейера на выходе из второго обрезного пресса. Возьмем конкретный пример:
Линия, образованная
— 1-ый ручной пресс, подготовленный для глубокой вытяжки, в горизонтальном положении с вертикальной подачей полос. Эта система подачи очень удобна, так как вы просто вручную опускаете полоску жести в вертикальную направляющую подачи. В работе «Вертикальная подача в монтажных прессах» мы покажем Вам, как это сделать.
— Магнитный подъёмник
— 2-ой ручной пресс для обрезки лишнего материала и выравнивания фланца контейнера.
— Упаковочный конвейер с 2 вспомогательными столами для одновременного наполнения двух коробок или мешков.
— Гвозди для производства контейнеров для колбасных изделий, например, 99 x 46
— Средняя фактическая скорость: от 40 до 50 контейнеров/мин. Теоретическая мгновенная скорость: от 50 до 60 дюймов/мин.
Прямая рабочая сила, необходимая для его эксплуатации:
— Один человек для поставки металлических полос в 1-ой операции. Он забирает их со вспомогательного стола и кладет на вертикальную направляющую кормления.
— Два человека в зоне упаковки, чтобы подготовить коробки или пакеты, заполнить и закрыть их.
См. рисунок № 1:
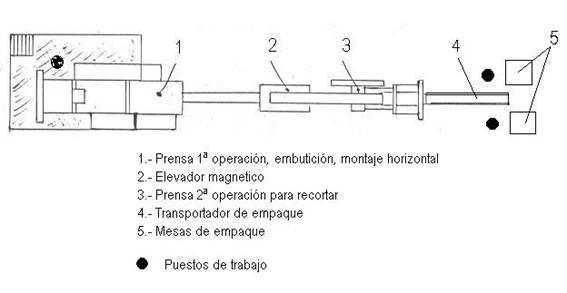
Рисунок № 1: Маленькая строчка для колбасных пакетов
Производительность установки может быть оптимизирована несколькими способами:
- А) Улучшение упаковочной станции
Уменьшение одного человека в операции по упаковке. Достаточно значительно увеличить вместимость подающего конвейера 2-го пресса, чтобы он служил резервом, пока человек готовит пустую коробку или мешок и меняет и закрывает всю коробку. Таким образом, для упаковки достаточно одного человека. Для этого необходимо подготовить достаточно длинный и широкий конвейер. Его ширина должна совпадать с шириной коробки или мешка, так что ступенчатое расположение тары, если она круглая, которая формируется на конвейере, должно совпадать с шириной коробки или мешка. На рисунке 2 показана модифицированная линия.
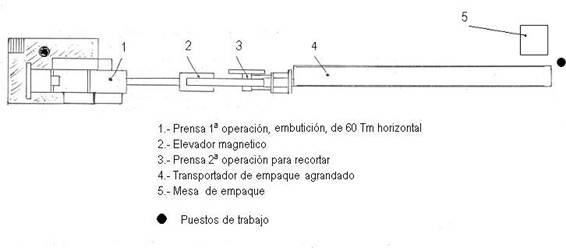
Рисунок № 2: Модифицированная линия с удлинителем упаковочного конвейера
Этот конвейер может хорошо работать при ширине от 60 до 70 см. и длиной от 7 до 8 метров.
Задача оператора может быть еще более улучшена за счет оснащения его специальным захватом. Это используется для подбора рядов банок на конце конвейера и вставки их в мешки. Пример этого захвата показан на рисунке 3.
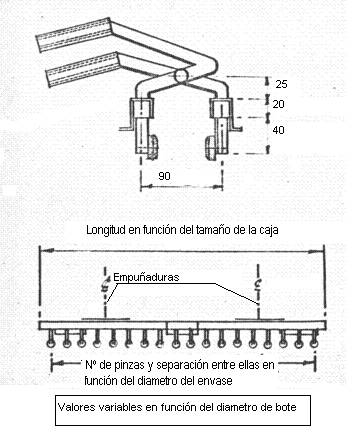
Рисунок № 3: Пример захвата контейнеров на упаковочном конвейере
Используется то же самое в соответствии с рисунком nº 4.
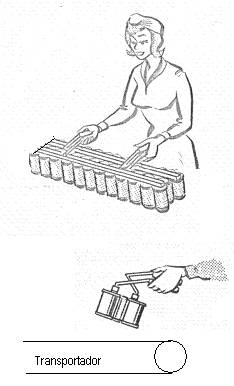
Рисунок № 4: Обращение с захватом для набивки сальника
В этих условиях стоимость конвейера и захвата будет амортизироваться при производстве от 2 до 3 миллионов тары.
- Б) Расположение в форме буквы «У»
Сокращение двух человек, выполняющих установку «U». Для этого нам понадобится автоматический пресс для выполнения первой операции. Можно найти секонд-хенд по хорошей цене с небольшими инвестициями. Он должен иметь коленчатый вал с ходом, подходящим для глубокой вытяжки контейнеров, пневматическую подушку или более низкую систему достаточного давления для этой цели и ленточный магазин определенной мощности. Может быть, у нас есть некоторые на складе машин, вышедших из употребления. При хорошем техническом обслуживании мы его подготовим. Главная проблема может быть связана с чрезмерной скоростью. В этом случае мы были бы вынуждены изменить передаточное отношение приводных шкивов мотор-коленчатого привода. Это приведет к потере мощности, но может быть частично компенсировано за счет увеличения веса маховика.
При распределении оборудования, как показано на рисунке 5, одного человека будет достаточно, чтобы накормить пресс-магазин полосками и выполнить упаковочные работы при тех же условиях, что и в случае А).
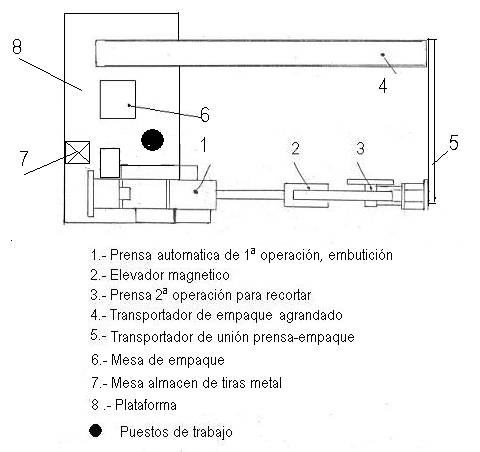
Рисунок № 5: U-образное расположение монтажной линии
Другим вариантом этой опции является увеличение скорости установки, поддерживая скорость 1-й операции автоматического пресса, но увеличивая скорость второго пресса. В этом случае будут поддерживаться две рабочие станции, одна в упаковке и другая для поддержки предыдущей и подачи на пресс 1 Op. Повышение производительности будет происходить за счет увеличения скорости.
- C) Автоматическая упаковка
Оптимальным решением будет замена в решении B) ручной упаковки на автоматический паллетайзер и переход на максимальную скорость, которую допускают различные машины. Один человек будет управлять всей линией. В этом случае инвестиции значительно возрастают, а их амортизация ухудшается, пока мы движемся в области малых рынков.
 УМЕРЕТЬ ЗА BACKGROUNDS
УМЕРЕТЬ ЗА BACKGROUNDS
 КАЧЕСТВЕННЫЕ ТОЧКИ НА ЛИНИЯХ ПРОДОЛЬНОЙ РЕЗКИ РУЛОНОВ
КОНТРОЛЬ КАЧЕСТВА НА ЛИНИЯХ ПРОДОЛЬНОЙ РЕЗКИ РУЛОНОВ
КАЧЕСТВЕННЫЕ ТОЧКИ НА ЛИНИЯХ ПРОДОЛЬНОЙ РЕЗКИ РУЛОНОВ
КОНТРОЛЬ КАЧЕСТВА НА ЛИНИЯХ ПРОДОЛЬНОЙ РЕЗКИ РУЛОНОВ
 АВТОМАТИЧЕСКИЙ ВЫРАВНИВАТЕЛЬ КРЫШКИ АККУМУЛЯТОРА
АВТОМАТИЧЕСКИЙ ВЫРАВНИВАТЕЛЬ КРЫШКИ АККУМУЛЯТОРА
 ЛИНИЯ ДЛЯ УПАКОВКИ «ФИЕСТЫ»
ЛИНИЯ ДЛЯ УПАКОВКИ «ФИЕСТЫ»
 ГЛУБОКАЯ ВЫТЯЖКА С ПОМОЩЬЮ ПЕРЕВЁРНУТОЙ СИСТЕМЫ
ГЛУБОКАЯ ВЫТЯЖКА С ПОМОЩЬЮ ПЕРЕВЁРНУТОЙ СИСТЕМЫ
 ВЕРТИКАЛЬНАЯ ПОДАЧА В МОНТАЖНЫХ ПРЕССАХ
ВЕРТИКАЛЬНАЯ ПОДАЧА В МОНТАЖНЫХ ПРЕССАХ
 УПАКОВОЧНАЯ ЛИНИЯ «ДВЕ ШТУКИ ДРД».
УПАКОВОЧНАЯ ЛИНИЯ «ДВЕ ШТУКИ ДРД».
 УПАКОВКА КРЫШЕК И ДНИЩ
УПАКОВКА КРЫШЕК И ДНИЩ
 ПАСПОРТ ПРОДУКТА: УПАКОВКА «ТРИ ШТУКИ».
ПАСПОРТ ПРОДУКТА: УПАКОВКА «ТРИ ШТУКИ».




0 Comments