
РЕЗЮМЕ
Описание конструкции и габаритов головки для выемки — надрезного станка по подпрограммам.
ВВЕДЕНИЕ
Самый старый способ уменьшения концов круглого корпуса контейнера — тампон. Мы уже освещали эту процедуру в общей статье о надсечках:
Это не единственный способ, можно сделать эту надсечку другой процедурой. Она состоит в нанесении снаружи, на конец корпуса, ролика со специальным профилем, который деформирует металл внутрь, складывая его на голову. При этой процедуре уменьшение диаметра горлышка контейнера осуществляется одновременно с откидыванием обода для его последующего закрытия. См. рисунок № 1. В упомянутой выше работе «Зубчатые контейнеры» мы уже кратко коснулись этого способа насечки, теперь сделаем это с точки зрения конструкции ее оснастки.
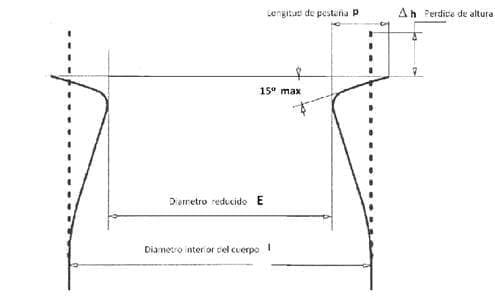
Рисунок 1: Упаковка с зазубринами и роликовыми фланцами
Толкач установлен на качающемся рычаге, который в каждом цикле приближается к корпусу контейнера с надрезом и вращается вокруг своей оси.
Головка состоит из следующих частей:
— Наружное кольцо с шагом на внутренней стороне, которое ограничивает длину фланца, сделав такой же упор на этом шаге.
— Центрирующая оправка, на которую в начале цикла помещается конец контейнера.
— Внутренняя опора в виде усеченного конуса, боковая поверхность которого ограничивает уменьшенный диаметр (R) контейнера и на который опирается материал, толкаемый роликом.
См. рис. 2
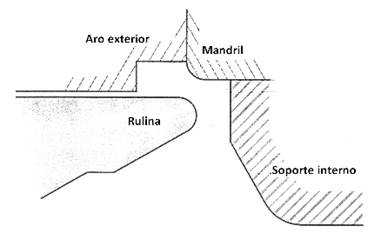
Рисунок № 2: Схема зазубривания и отбортовки головки роликом
ЗАЯВЛЕНИЯ
Наиболее широкое применение находит в производстве тары для напитков, популярной «двухкомпонентной» тары. Только один конец должен быть зазубрен и фланцевым. Независимо от того, изготовлены ли они из жести или алюминия, эту технику можно применить. Оборудование, выполняющее операцию, работает с контейнером в вертикальном положении.
Он также используется в конструкции аэрозольных контейнеров «три куска», в данном случае на обоих концах, что облегчает возможность того, что каждый из них имеет разный диаметр. Здесь нормально, что эти машины работают с контейнерами в горизонтальном положении.
КАЛЛЮКУЛЯЦИЯ
Основные размеры, определяющие головку для отбортовки, показаны на чертеже № 3. Значения, которые позволяют их определять:
Рулина формации:
Рабочий радиус R этого катка может быть следующим:
— Для контейнеров с фланцем 2,45 и номинальным диаметром < из 83 . R = 1 мм
— Для контейнеров с фланцем 2,70 и номинальным диаметром > из 83. R = 1,4 мм
Заголовок:
— Внешнее кольцо:
o Диаметр предельного шага D2:
- D2 = Номинальный диаметр выреза контейнера (E)+ 2-кратный диаметр фланца (p). (см. рисунок 1)
o Высота ступени H2:
- H2 = 0,25 мм для контейнера с номинальным диаметром < от 83 мм.
- H2 = 0,40 мм для номинального диаметра контейнера
>
83 мм
— Центрирующая оправка:
o Наружный диаметр оправки D3:
- D3 = внутренний диаметр корпуса контейнера (I) + 0,08 мм.
o Разница в высоте между дорном и наружным кольцом H1:
- H1 = 0,10 мм для номинального диаметра контейнера < от 83 мм.
- H1 = 0,20 мм для номинального диаметра контейнера
>
83 мм
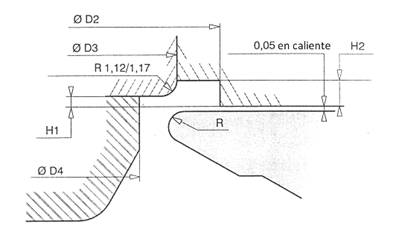
Рисунок № 3: Основные размеры зажимной головки ролика
— Внутренняя поддержка:
o Наружный диаметр D4:
- D4 = Номинальный диаметр надреза контейнера — 0,10 мм.
Остальные меры обусловлены габаритами станка и хорошим вкусом конструктора.
 РОТАЦИОННАЯ МАШИНА ДЛЯ ВСТАВКИ КОНТЕЙНЕРОВ
РОТАЦИОННАЯ МАШИНА ДЛЯ ВСТАВКИ КОНТЕЙНЕРОВ
 РУЧНАЯ ДЕПАЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
РУЧНАЯ ДЕПАЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 КОМПРЕССИОННЫЕ ПЛАСТИНЫ ДЛЯ КОНСЕРВНЫХ СТАНКОВ / МЕТАЛЛОКОНСЕРВНЫХ СТАНКОВ
КОМПРЕССИОННЫЕ ПЛАСТИНЫ ДЛЯ КОНСЕРВНЫХ СТАНКОВ / МЕТАЛЛОКОНСЕРВНЫХ СТАНКОВ
 ШПАКЛЁВОЧНЫЕ МАШИНЫ ДЛЯ БАНОК ИЛИ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
ШПАКЛЁВОЧНЫЕ МАШИНЫ ДЛЯ БАНОК ИЛИ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 ШНУРКИ ДЛЯ СТРАХОВОЧНЫХ РЕМЕШКОВ
ШНУРКИ ДЛЯ СТРАХОВОЧНЫХ РЕМЕШКОВ
 РАСЧЁТ МИГАЮЩЕГО КУБИКА
РАСЧЁТ МИГАЮЩЕГО КУБИКА
 ИЗМЕРЕНИЯ «ЗАКРУТКИ» ФЛАНЦЕВОЙ ОСНАСТКИ
ИЗМЕРЕНИЯ «ЗАКРУТКИ» ФЛАНЦЕВОЙ ОСНАСТКИ
 ИЗГОТОВЛЕНИЕ ФАСОННЫХ КОРПУСОВ КОНТЕЙНЕРОВ
ИЗГОТОВЛЕНИЕ ФАСОННЫХ КОРПУСОВ КОНТЕЙНЕРОВ
 ЛИНИЯ ДЛЯ КОНТЕЙНЕРОВ ДЛЯ НАПИТКОВ «ТРИ КУСКА».
ЛИНИЯ ДЛЯ КОНТЕЙНЕРОВ ДЛЯ НАПИТКОВ «ТРИ КУСКА».
 УПАКОВОЧНАЯ ЛИНИЯ «ДВЕ ШТУКИ ДРД».
УПАКОВОЧНАЯ ЛИНИЯ «ДВЕ ШТУКИ ДРД».



0 Comments