
Она разрабатывает способ приготовления «листа продукта», который позволяет иметь у подножия линии соответствующую информацию для правильного изготовления крышки или днища.
ВВЕДЕНИЕ
Перед этой работой мы уже опубликовали еще одну работу с таким названием:
— Бюллетень данных о продукции: Упаковка из трех частей
Она касалась той же темы, что и эта, но была применена в случае трехкомпонентной упаковки. Удобно знать об этом перед тем, как продолжить, потому что мы не будем повторять рассуждения, которые показали удобство наличия листа продукции для каждого из элементов, которые будут производиться на заводе.
Резюмируя, скажем, что этот лист упрощает обращение с технической информацией, необходимой для подготовки оборудования и последующего изготовления деталей. Основная документация сжимается на одном листе бумаги.
ПАСПОРТ ПРОДУКТА: КРЫШКА
Как и в случае с трехкомпонентными контейнерами, мы используем реальный пример, чтобы следовать комментариям по подготовке файла к обычному стандартному закрытию. Для разработки этого примера мы взяли круглый колпачок номинальным диаметром 73 мм. То, что мы скажем здесь, действительно для любого типа крышек, круглых или других, если это классический тип, используемый в консервировании, особый случай — другие крышки, такие как легко открывающиеся, купола-распылители и т.д…
На рисунке 1 показана модель листа продукции для крышек. Давайте посмотрим на его общую конфигурацию, не вдаваясь в подробности каждого раздела, потому что вернемся к ним ниже.
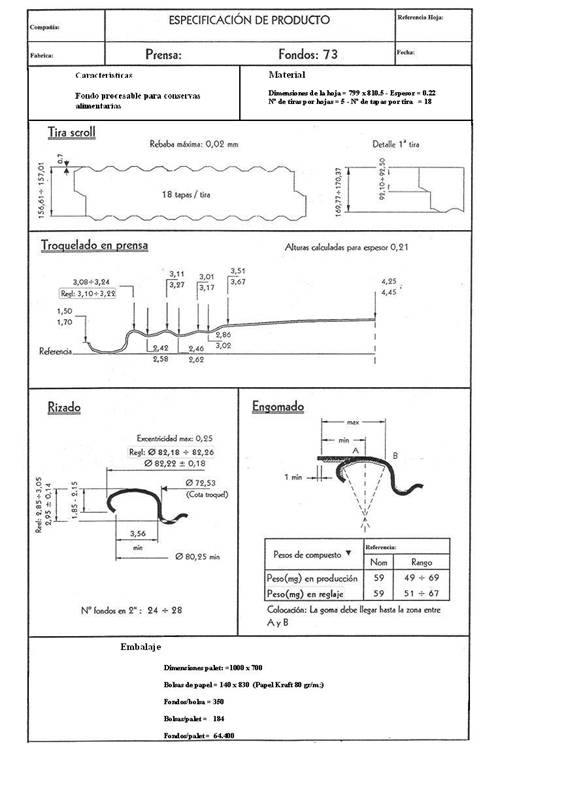
Рисунок № 1: Пример «Лист продукта» для крышек
Критические измерения повторяются дважды, но с разным диапазоном значений, в зависимости от того, являются ли они необходимыми значениями, которые должны соблюдаться при регулировке машин, которые будут изготавливать крышку, или на протяжении всего производственного процесса.
ХОДИНГ
В верхней части есть шесть ящиков для заполнения простыми информативными данными, например:
— Название компании или партнерства.
— Фабрика, на которой производится крышка, если их несколько.
— Ссылка на лист или внутренний идентификационный код.
— Дата
— Ссылка на пресс или производственное предприятие.
— Обозначение обложки. В нашем случае: 73 мм
Тогда включены две коробки:
— Характеристика обложки: Дается краткое описание ее исполнения. В данном примере: «Обрабатываемое дно для консервов».
— Материал: Указывает размеры листа, обычно получаемого из рулона, вырезанного первичным свитком, его толщину, количество полос, которые выходят из него, когда он вырезается вторичным свитком сдвига, и, наконец, количество крышек, которые должны быть вырезаны на полоску. Продолжая наш пример, для дна диаметром 73 значения были бы:
ВТОРИЧНАЯ СПИРАЛЬНАЯ РЕЗКА
В настоящее время завод по производству крышек и днищ обычно включает в себя спиральный ножницы для резки листа на полосы. Эта машина напрямую связана с ленточным магазином пресса. В процессе производства простая пара максимальных и минимальных датчиков, размещенная в этом журнале, регулирует спрос на полосы от ножниц до пресса.
Для правильной регулировки положения лезвия во время резки и последующей проверки необходимо знать серию мер с соответствующими допусками, например:
— Длина зубчатого основания на первой полоске, чтобы убедиться, что лист был правильно разрезан на первичном свитке. В нашем случае это было бы :(92.10 — 92.50).
— Общая ширина первой полосы, для регулирования подачи лезвия по отношению к режущей кромке в ножницах. (169.77 – 170.37)
— Чистая ширина остальных полос. Это позволяет проверить точность прогрессивных достижений в кормлении. Очевидно, что все эти проверки направлены на то, чтобы избежать проблем при высечке. Значение в нашем примере (156.61 — 157.01)
— Максимальный режущий заусенец. Необходимо не превышать определенный предел, чтобы предотвратить наличие полосок в лаке. (макс. 0,02 мм).
На рисунке 2 показаны эти измерения.
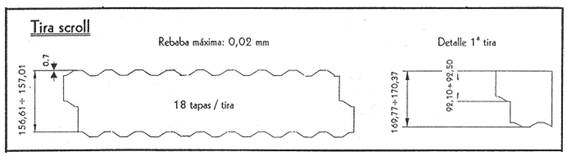
Рисунок № 2: Лист продукта, данные для операции резки.
ТРОКВИНГ
Основная операция по формовке крышек; правильная высечка зависит от двух факторов:
— A.- Дизайн, качество и состояние обслуживания пресс-формы. В этом аспекте мало что нужно сделать во время регулировки и работы пресса, это предыдущая работа.
— В.- Регулировка пресса. Важным моментом является настройка глубины чертежа, от нее зависит конформация деформационных колец и ступеней профиля крышки. Глубина чаши является ключевой, из-за ее падения на закрытие крышки.
Для проверки раздела «B» необходимо взять плоскость отсчета, которая определяется установкой заслонки в перевернутом положении на ее фланец. См. рисунок № 3. В ней приведены значения расстояния от вершин и долин растягивающих колец — или камышей — до этой плоскости, начиная с корыта. В последнем случае также включается установленное значение. Все эти значения относятся к крышке диаметром 73 мм, с типом эластичного или деформируемого профиля для консервирования, которая имеет множество применений для обработки пищевых продуктов. Эти расстояния варьируются в зависимости от толщины жести или TFS, используемой при изготовлении днища.
В дополнение к этим измерениям необходимо также проверить общую высоту заслонки и высоту закручивания фланца.
Нет необходимости проверять диаметры детали, потому что если матрица правильная и жесть адекватная, то они будут правильными.
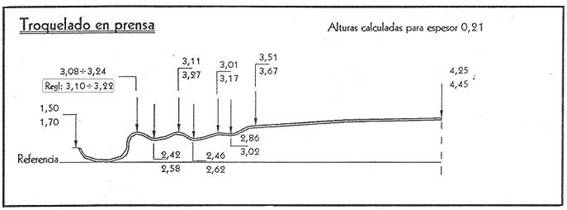
Рисунок № 3: Лист продукта, операция высечки
CURLY
Иногда операции скручивания придается мало значения, но это очень важно. Хорошо продуманный и хорошо сделанный завиток очень положительно влияет на закрытие. Меры, подлежащие мониторингу на данном этапе, являются следующими:
— Наружный диаметр: важен для хорошего поведения крышки в питателях (клеенках и уплотнительных машинах), не только по диаметру, но и по эксцентриситету по отношению к корыту. См. рис. 4.
— Диаметр обжимной кромки: Необходимо проверить ее минимальное значение, чтобы убедиться в отсутствии помех для внешнего диаметра фланца корпуса на шве.
— Ширина канала: Связано с предыдущими данными. Она должна иметь минимальный размер, чтобы вкладка тела не перепрыгивала через скручивание и не генерировала ложное замыкание.
— Высота скручивания: Правильный контроль обеспечивает хорошую укладку и расслаивание крышки.
— Глубина впадины: помимо прочего, это позволяет хорошо позиционировать оправку или запирающую пластину seamer.
— Количество дна в 2 дюйма: Это дополнительная проверка высоты сваи, поскольку количество дна, которое вписывается в эту длину, зависит от его высоты. На самом деле, одного из двух чеков будет достаточно.
На рисунке 4 показаны все эти данные, соответствующие нашему примеру. Хотя диаметр лотка также указан, на самом деле он может быть пропущен, так как он накладывается на матрицу, если она не деформируется в машине для скручивания из-за избыточного давления.
Как и в предыдущих шагах, мы также указываем меры по регулировке двух критических мер, которыми являются внешний диаметр крышки и глубина кюветы.
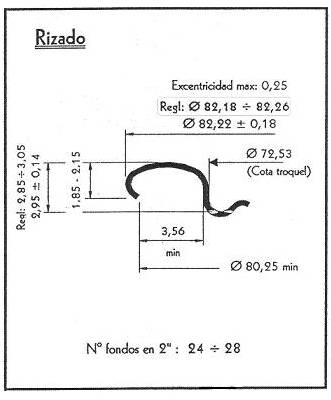
Рисунок № 4: Лист изделия, операция скручивания
ENGOMED
В зависимости от используемого соединения (на водной основе или на основе растворителя), его характеристик (высокое или низкое содержание твердых частиц), назначения колпачка (напитки, консервы и т.д.) и т.п., операция нанесения клея может различаться в разных случаях.
Мы не будем вдаваться в подробности по каждому из этих случаев, ограничимся продолжением примера консервной крышки диаметром 73.
Есть два фактора, на которые следует обратить внимание:
— Положение резины: Положение резины оценивается визуально. Она должна начинаться очень близко к краю фланца, без перелива — для предотвращения загрязнения других створок — и закрывать, по крайней мере, половину фланца. На рисунке 5 показано это положение.
— Вес резины: Вес применяемого сухого соединения зависит от его плотности. Значения, приведенные на рис. 5, относятся к соединению на водной основе с высоким содержанием твердых частиц. На самом деле, вес контролируется, потому что это самая простая операция для проверки, но что действительно важно, это отложить достаточное количество компаунда, чтобы заполнить закрытие контейнера скважины. Этот объем связан с размером затвора и, следовательно, с размерами крышки. Для днища 73 идеальный объем для применения составляет от 205 до 210 мм3 на линейный метр фланца. Достаточно рассчитать развитие крыла и пропорционально определить объем, который соответствовал бы ему сухого соединения. Затем, в зависимости от его плотности, рассчитывается его сухой вес, а затем мокрый вес с учетом % твердых частиц резины в жидком состоянии. Нормальный диапазон или допуск на количество компаунда, применяемого в производстве, обычно составляет + 20%.
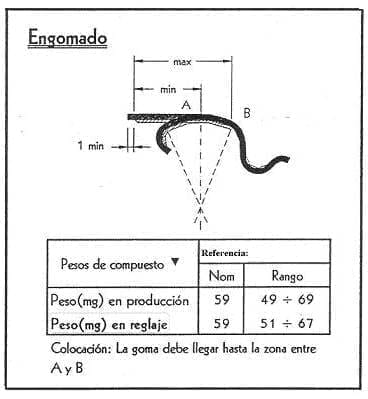
Рисунок № 5: Лист изделия, операции по нанесению клея
УПАКОВКА
Существует множество возможностей для упаковки дна или крышки:
— Бумажные мешки
— Пластиковые пакеты
— Рулоны бумаги
— Картонные коробки
— И т.д.
Счет и упаковка могут производиться автоматическими, полуавтоматическими или ручными машинами.
Для транспортировки могут также использоваться поддоны разных размеров, а подготовка поддонов различается в зависимости от расстояния и вида транспортировки. Поэтому мы не будем вдаваться в подробности. Вы можете посмотреть работу, опубликованную на этом сайте:
— «Упаковка крышек и днищ».
В качестве данных для управления и которые должны появиться в листе продукта будет установлено:
— Размер поддона для использования
— Габариты и характеристики ограждающего элемента. (Сумка, коробка…)
— Единицы, которые должны содержаться в каждом пакете.
— Упаковка на поддон
— Единицы крышек на поддон.
В следующей таблице представлен пример для нашей 73-ей крышки.
КОММЕНТЫ
В связи с его важностью мы повторяем то, что уже было указано в работе «Технические характеристики изделия: трехкомпонентная упаковка», а именно то, что операции, указанные в техническом паспорте изделия, не следует путать с параметрами, которые должны контролироваться отделом контроля качества. Продуктовый лист адресован производственному персоналу, и его цель — обобщить то, что уже было указано:
— 1º. — Для обеспечения механиков информацией об изделии, необходимо провести настройку оборудования.
— 2º.- Для того, чтобы всегда иметь под рукой операторов линии, значения, которые должны соответствовать продукту, находящемуся в производстве.
Частота, с которой эти значения пункта 2 должны быть проверены, будет зависеть от того, что ранее было зафиксировано, но в любом случае это будет функция времени, доступного операторам. Эта задача вписывается в то, что можно назвать «самоконтролем». Это не полностью устраняет функцию отдела контроля качества, а скорее дополняет друг друга. С помощью «самоконтроля» при изготовлении упаковки можно значительно облегчить задачи, выполняемые службой контроля качества, и, следовательно, уменьшить количество рабочей силы, посвящаемой ей.
Доказано, что «самоконтроль» стимулирует производственный персонал, так как позволяет ему брать на себя ответственность за качество производимой продукции, достигая тем самым более высокого уровня качества. Полностью отделить контроль качества от производства обычно означает, что производственный персонал оторван от качества того, что он производит, беспокоясь только о количестве, идет на крайние меры, пытаясь скрыть дефекты и сбои, чтобы отдел контроля качества не ставил их в известность. Нельзя забывать, что качество «изготавливается» одновременно с упаковкой, оно не является фактором, добавляемым впоследствии.
На упаковочных фабриках, где практикуется «самоконтроль», работа отдела контроля качества будет сосредоточена исключительно на проверке параметров, требующих определенного количества времени, например, определение веса компаунда, или использование сложного оборудования, которое, в связи с его обращением или стоимостью, не рекомендуется иметь по одному на каждой линии, например, дюрометр или оборудование для определения пористости лака.
В заключение следует отметить, что в идеале необходимо дать точное определение подлежащих осуществлению мер контроля и разбить их на две группы: 1º те, которые могут быть приняты, полностью или частично, путем «самоконтроля» со стороны производственного персонала и 2º те, которые должны осуществляться специализированным персоналом, т.е. путем контроля качества.
 крышки из нержавеющей стали
крышки из нержавеющей стали
 ПРИКЛАДНОЕ ИССЛЕДОВАНИЕ ЦЕН НА КАУЧУК
Банки нового продукта
ПРИКЛАДНОЕ ИССЛЕДОВАНИЕ ЦЕН НА КАУЧУК
Банки нового продукта
 ПАСПОРТ ПРОДУКТА: УПАКОВКА «ТРИ ШТУКИ».
ПАСПОРТ ПРОДУКТА: УПАКОВКА «ТРИ ШТУКИ».
 ПАСПОРТ ПРОДУКТА: КОЛБАСНЫЕ ПАКЕТЫ
ПАСПОРТ ПРОДУКТА: КОЛБАСНЫЕ ПАКЕТЫ
 ПЕРЕКРЫТИЯ И ЗАЩЕЛКИВАЮЩИЕСЯ КРЫШКИ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
ПЕРЕКРЫТИЯ И ЗАЩЕЛКИВАЮЩИЕСЯ КРЫШКИ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 ВЛИЯНИЕ НИЖНЕГО ФЛАНЦА ИЛИ КРЫШКИ НА ДВОЙНОЕ УПЛОТНЕНИЕ
ВЛИЯНИЕ НИЖНЕГО ФЛАНЦА ИЛИ КРЫШКИ НА ДВОЙНОЕ УПЛОТНЕНИЕ
 ОПРЕДЕЛЕНИЕ ОТСЕЧЕНИЯ НИЖНЕЙ КРЫШКИ
ОПРЕДЕЛЕНИЕ ОТСЕЧЕНИЯ НИЖНЕЙ КРЫШКИ
 КРЫШКИ ОКРАСОЧНЫХ КОНТЕЙНЕРОВ
КРЫШКИ ОКРАСОЧНЫХ КОНТЕЙНЕРОВ
 ЛЕГКО ОТКРЫВАЕМЫЕ КРЫШКИ ДЛЯ КОНСЕРВОВ
ЛЕГКО ОТКРЫВАЕМЫЕ КРЫШКИ ДЛЯ КОНСЕРВОВ



0 Комментариев