
РЕЗЮМЕ
Описание операций, которые добавляют ценность конечной поверхности жести и как они влияют на ее свойства.
ВВЕДЕНИЕ
Обработка поверхности, которую получает жесть, очень важна, так как ее характеристики зависят не только от базовой стали и количества олова, осажденного на ее поверхности, но и от обработки поверхности. Это лечение оказывает прямое воздействие:
— Окончательный внешний вид жести. Его можно использовать для достижения глянцевого, матового, каменного и т.д. внешнего вида.
— Присоединение литографических систем, лаков и красок. А также тональности одних и тех же с более или менее яркостью или металлизированными.
— Устойчивость к появлению царапин при обращении с материалом.
— Большая или меньшая свариваемость металла.
На рисунке nº 1 в крупном масштабе нарисована минимальная деталь поверхности жести. На ней показаны элементы, участвующие в обработке поверхности. Это:
— Шероховатость: зависит от типа поверхности валков при холодной прокатке.
— Пассивация: обеспечение защитного слоя.
— Смазка: Небольшая окончательная смазка поверхностей.
ЮРФЕЙСКАЯ ФИНИШКА
Существует два способа воздействия на шероховатость поверхности жести. Одно из них заключается в достижении различной поверхностной обработки рабочих валков второй коробки стана холодной прокатки, в момент их измельчения, а другое в зависимости от переплавки, нанесенной на поверхность олова материала. Размер оловянного покрытия также влияет на отделку.
Уточним, что переплавка олова — это операция, которая выполняется на линии лужения, непосредственно после линии лужения и перед линией пассивации. Это позволяет придать блеск жести, так как простое электроосаждение жести создает микрошероховатую поверхность с матовым внешним видом. При этой операции изготавливается слой железо-оловянного сплава, промежуточный между базовой сталью и поверхностным оловом на каждой поверхности, что повышает стойкость жести к коррозионным элементам.
Действуя на эти переменные, можно получить следующие типы обработки поверхности.
Глянцевая отделка: Для достижения такой отделки необходимо получить зеркальную полировку на цилиндрах. Это поддерживается во время процесса прокатки с помощью системы полировки «на месте», усиленной всасывающим устройством. Действительно, настоятельно необходимо удалять все инородные тела, поскольку их присутствие наносит ущерб желаемому внешнему виду. Также необходимо нанести переплавку жести. Это придает листу блестящий внешний вид и в то же время обеспечивает, как уже упоминалось, формирование промежуточной зоны из сплава олова и железа.
Этот вид отделки вместе с камнем является наиболее востребованным. Шпон с такой отделкой требует тщательного ухода со стороны пользователя, чтобы не повредить его внешний вид.
Финишная обработка камня: цилиндры проходят два прохода шлифования со специальным зерношлифовальным кругом, придающим изделию полосатый вид. Использование подготовленных таким образом цилиндров позволяет поставщику обеспечить более равномерное сплющивание, в то же время получая лист, менее чувствительный к мелким царапинам, которые могут появиться перед лужением. Как и в предыдущем случае, оловянное покрытие переплавляется, что обеспечивает, помимо яркости, сплав олова-железа, необходимый для хорошего поведения листа при пайке.
Это широко используемая отделка, двойное снижение жесть использует его в качестве стандарта. В его использовании были обнаружены лучшие результаты в лакировании и печати, а также более низкая чувствительность листа к мелким царапинам, которые всегда часто появляются на производственных линиях.
Матовая отделка: имеет низкую отражающую поверхность. Для этого цилиндры подвергаются дробеструйной обработке, а операция переплавки после лужения опускается. Жесть в матовой отделке не пригодна для пайки, так как в ней нет сплава олова и железа. С другой стороны, он подходит для корончатых колпачков, капсул или контейнеров глубокой вытяжки, так как может позволить отказаться от нанесения базового слоя или лака.
Есть и другие, менее используемые отделочные материалы, например:
Дробеструйное финишное покрытие: Если рулоны обрабатываются менее интенсивно, чем раньше, то особый яркий внешний вид можно получить путем лужения полосы с низким покрытием и нанесения поверхностного слоя.
Серебряная отделка: Этот тип отделки выполнен с использованием цилиндров с сильными канавками. Проход для переплавки придает металлу блеск на многих шероховатостях поверхности, что позволяет получить большую светоотдачу.
ХИМИЧЕСКАЯ ОБРАБОТКА — ПАССИВАЦИЯ
Предпоследняя операция поверхностной обработки жести — пассивация. Он заключается в формировании на нем оксидного слоя. Этот защитный слой помогает предотвратить окисление не только во время производства, но и при последующих операциях, таких как лакирование. Это имеет решающее значение для правильной адгезии лаков к жести. Используются различные, химические или электрохимические методы, каждый из которых предназначен для получения особых характеристик. Они обычно известны по аббревиатуре USS и трехзначному номеру, первая цифра указывает на тип раствора (1 = хромовая кислота, 2 = фосфат хрома, 3 = дихромат натрия, 4 = карбонат натрия), вторая цифра указывает на полярность жести в растворе (0 = неэлектролитическая, 1 = катодная, 2 = катодная/анодная), а третья цифра приблизительно указывает на уровень используемого тока.
В рамках этих методов наиболее часто используются три, каждый из которых предназначен для получения особых характеристик.
Эти три основных типа пассивации:
— Пассивация 300: Получается химической процедурой, погружением в раствор дихромата натрия, в результате чего образуется слой оксида хрома. Он дает хорошие результаты с точки зрения адгезии лака, поэтому используется для изготовления лакированной или печатной колбасной тары. Она обеспечивает слабую защиту от сульфидации. Однако эта пассивация нестабильна. Его эффективность со временем снижается и зависит от условий хранения и температуры. Поэтому необходимо быстро использовать листовой металл. Широко используется в жестяной тарелке для емкостей для напитков D.W.I. (колбасных и прессованных).
— Пассивация 311: Получена электрохимическим способом путем электролитического осаждения в ванне с дихроматом натрия слоя хрома и оксида хрома. Это наиболее часто используемая пассивация. Имеет удобные урожаи с точки зрения адгезии красок и лаков, хотя и ниже пассивации 300. С течением времени она намного стабильнее, чем 300, и поэтому все чаще используется для упаковки колбасных изделий. Поэтому его можно рассматривать как компромисс между стабильностью во времени и качеством адгезии литографических систем.
— Пассивация 312: Получается по той же системе, что и 311. На самом деле это усиленная пассивация 311. В основном используется для жести, которая должна быть устойчива к продуктам, содержащим серу, таким как мясо, супы, продукты для собак и кошек… Ее адгезия к краскам и лакам уступает 311. По этой причине пассивация 312 в основном используется на жести, которая должна использоваться голая.
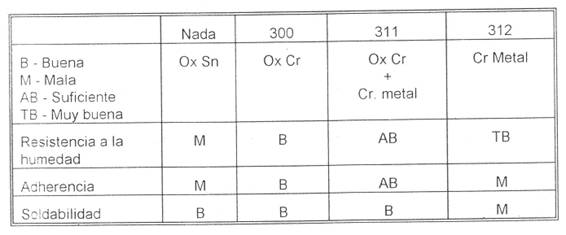
Различные методы пассивации не только влияют на адгезию лаков, сварку и т.д., но и приводят к различным формам воздействия или окрашивания при контакте жести с агрессивными продуктами или соединениями серы. Даже со статической или презентационной точки зрения, эта деталь важна, например, для сгущенного молока.
В следующей таблице приведены характеристики этих трех пассиваций.
OIL
Это конечный вклад в поверхность жести. Эта операция состоит в нанесении очень тонкой пленки масла с обеих сторон листа.
Эта смазка имеет несколько целей:
— С одной стороны, чтобы защитить пассивацию и не противодействовать ее свойствам, наносится очень легкий слой.
— С другой стороны, он повышает защиту поверхности жести от окисления, предотвращает появление царапин во время обработки и облегчает последующие операции лакирования, печати, формовки и обработки.
Наиболее часто используемым методом применения является электроосаждение, хотя это может быть сделано распылением или погружением. Наиболее часто используемой смазкой является диоктилсебакат (D.O.S.), хотя могут использоваться и другие смазочные материалы, такие как хлопковое масло, ацетилтрибутиловый цитрат (A.T.B.C.) и бутилстеарат (B.S.O.). Эти масла либо натуральные, либо синтетические.
Нагрузка на масло составляет от 4 до 10 мкг/м2.