
ВВЕДЕНИЕ
В качестве дополнения к уже опубликованным работам:
y
здесь мы разрабатываем способ реализации конструкции оснастки керлинговых станков. Как объяснялось в предыдущих статьях, эти машины поворачивают края днища, чтобы иметь возможность манипулировать ими, не подгоняя их друг к другу, и облегчая их закрытие.
Были также указаны различные типы машин для скручивания, используемые для различных целей. Теперь, следуя этой классификации, мы посмотрим, как подготовить инструмент для каждого из них.
ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ — КРУГЛОШЛИФОВАЛЬНЫЕ
В этом случае поворот выполняется с помощью оснастки, состоящей из двух частей:
— Вращающийся центральный диск
— Сектор — или сегмент — снаружи фиксированный.
Дно проходит между ними, закладывая его край в каналы, которые обе части имеют на своей стороне. Центральный диск передает вращательное движение снизу за счет трения, последнее вращается на себя с той же тангенциальной скоростью, что и центральный приводной диск. Так как дно имеет гораздо меньший диаметр, чем диск, то число оборотов первого значительно больше. На протяжении всего курса дно катится по неподвижному внешнему сектору.
Диск и сегмент, как мы уже говорили, имеют боковые каналы, со специальным профилем, который копирует край дна при прохождении между ними. См. рисунок № 1
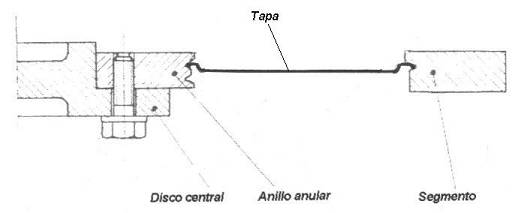
Рисунок № 1: Раздел оснастки керлингового станка.
Внешняя часть диска представляет собой стальное кольцо большого диаметра, близкого к полуметру. Он должен быть полностью ровным и рабочий канал должен быть точно параллелен своему основанию по всему периметру. Этот диск должен вращаться в одной плоскости, т.е. его ось должна быть идеально перпендикулярна его основанию. Он крепится к центральному стержню с помощью винтов и не допускает регулирования или регулировки, за исключением числа оборотов в минуту, если машина оборудована вариатором скорости.
Для продления срока службы он сделан реверсивным, что обеспечивает ему двойной рабочий профиль в реверсивном положении. Таким образом, когда канал изношен, вы можете повернуть кольцо и удвоить его срок службы. Когда оба не имеют размера, можно переделать их профиль путем повторной обработки и шлифовки кольца. Количество раз, когда эта операция может быть выполнена, ограничено максимально возможным смещением сегмента в его корпусе, как мы увидим позже. На чертеже nº 2 показан сечение диска с его общими размерами.
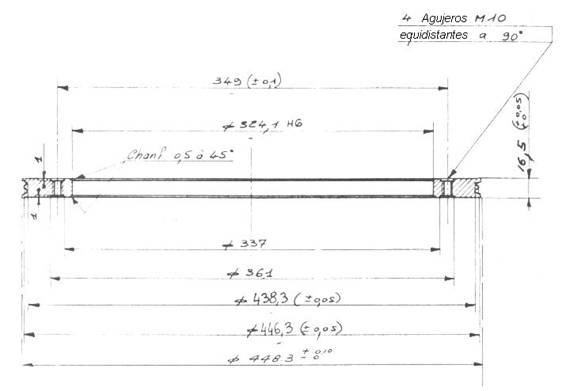
Рисунок № 2: Разрез кольцевого кольца бигуди-дисков
Эти кольца изготовлены из инструментальной стали, обработаны, с приблизительной твердостью 60 HRc, профили их канавок выпрямлены с зеркальной отделкой, чтобы не повредить наружные лаки, нанесенные на дно.
На чертеже № 3 показано расположение и важнейшие размеры каналов в перевернутом положении диска (рис. 2). При описании характеристик обжимных профилей различных типов обжимки крыльев ниже мы приведем более детальное описание этих профилей.
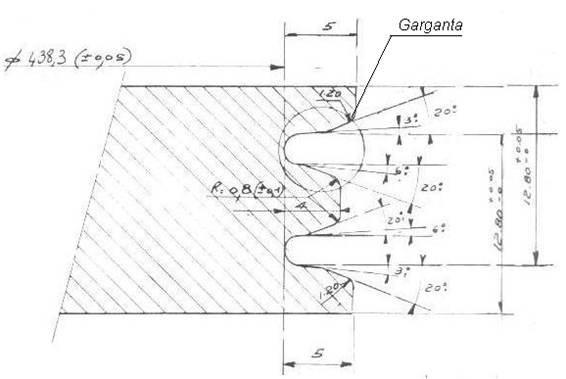
Рисунок № 3: Детали профилей пульсаций на диске
Как упоминалось выше, фон циркулирует между диском и сектором. Функция диска заключается в перетаскивании и вращении дна. По правде говоря, изделие, очерчивающее его форму, представляет собой фиксированный внешний сектор, на котором валится фон. Сектор образуется серией из 6 частей, обычно равных друг другу, за исключением первой и последней. В общей сложности он занимает площадь примерно 270ª, и каждый из этих кусочков можно слегка отрегулировать в своем расстоянии до центра завинчивающегося утюга с помощью винтов, см. фотографию заголовка этой статьи. Таким образом, это расстояние можно немного уменьшить от начала до конца, чтобы заставить дно повернуть его край. Эта настройка также должна быть переделана каждый раз, когда профили каналов диска и самого сегмента перерабатываются и исправляются.
Начальная и конечная части диска имеют фаски, облегчающие вход и выход дна в его канал. Этот канал может быть таким же, как и диск, хотя есть некоторые производители, которые делают его с небольшими отличиями, потому что, как мы видели, диск только перетаскивает и, следовательно, его профиль не тот, который определяет форму закрутки, в то время как внешний сектор является.
Пример промежуточной секции сектора, а именно той, которая соответствует диску на рисунке 2, показан ниже на чертеже 4.
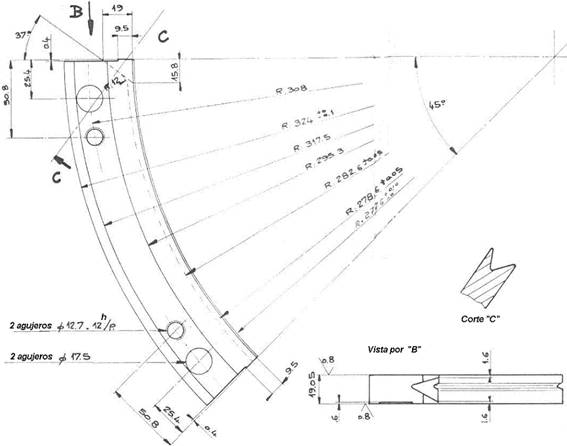
Рисунок № 4: Промежуточный график внешнего сектора
Сечения секторов не являются обратимыми. Материал, обработка и твердость схожи с материалом диска, с которым они образуют рабочую пару. Детали профиля сектора рисунка nº 4 показаны на рисунке nº 5, где можно оценить его форму, средние значения, углы, допуски и степень обработки поверхности канала или рабочей канавки.
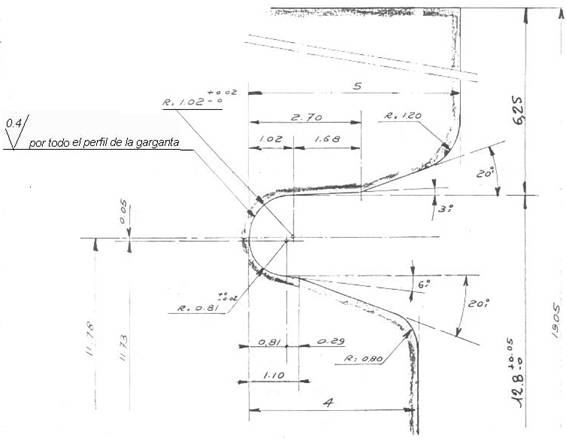
Рисунок № 5: Подробная информация о горле сектора рисунка № 4
Теперь рассмотрим различные типы канавок, которые могут быть использованы в зависимости от конструкции крыла. Мы уже указывали на различные типы махровых и крыльевых наконечников, которые обычно используются на заднем плане. Видишь?
В соответствии с этой классификацией, формы ущелий можно классифицировать следующим образом:
a.- Горло для плоского нижнего крыла.
Это самая простая конструкция. Канал состоит из одного радиуса с углами входа и выхода. Входное отверстие, для облегчения введения крышки, маленькое, а выходное отверстие — большее — дает наклон к закручиванию. Радиус обычно находится в диапазоне прибл. 1 мм. См. рис. 6.
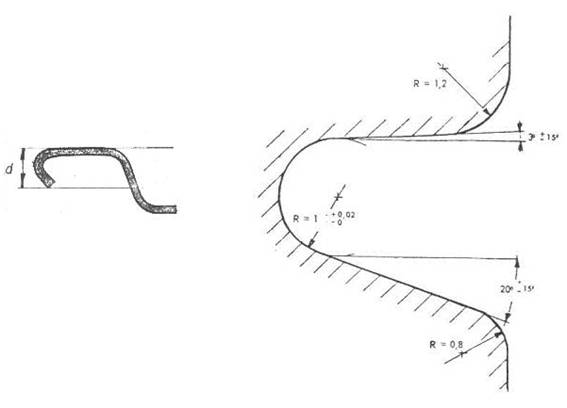
Рисунок 6: Скрученный и обжимной профиль оснастки для плоских верхних фланцев
Используется для круглого дна с низкой производительностью, изготовленного с низкой толщиной материала и пониженной закалкой. Т.е., например, для «простых уменьшенных» жесть. Конкретные случаи использования: купола и днища аэрозольных контейнеров, промышленные продукты… При таком использовании диск и сектор имеют одинаковый профиль горла.
б.- Горло для двойного радиуса верхнего крыла внизу
В этом варианте наиболее часто используются различные профили канавок на диске и секторе. В секторе может быть двойной радиус, и даже двойной угол входа и выхода, см. рисунок nº 7. Диск не требует этого контура. Представленные здесь профили такие же, как и на примере чертежей 2, 3, 4 и 5.
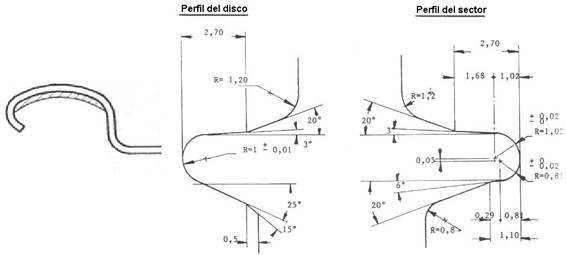
Рисунок № 7: Скручивание и обжимной профиль инструмента с двойным радиусом пика крыла
Они наиболее часто используются. Они используются для изготовления полного ассортимента дна для пищевых продуктов, а также при высоких рабочих скоростях и больших объемах производства.
c.- Горло для дна крыла крыла тройного радиуса на вершине
Этот тип крыльев был разработан для дна, изготовленного из материалов малой толщины и высокой температуры. Это подразумевает определенное сокращение длины крыла. Для того, чтобы сделать скручивание, без морщин, и его форма облегчает закрытие, был настроен новый дизайн профиля горловины скручивания.
Пример такого профиля горла показан на рисунке № 8.
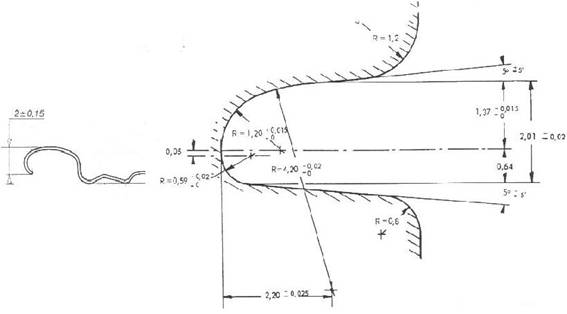
Рисунок № 8: Скручивание и обжимной профиль инструмента крыла с тремя пиками радиуса
Мы настаиваем на том, чтобы эта конструкция использовалась при работе с материалами высокой твердости и уменьшенной толщины.
ИНСТРУМЕНТ ДЛЯ СКРУЧИВАНИЯ С ПАРАМИ ДИСКОВ — КРУГЛОЕ ДНО
Этот тип машины — который уже обсуждался в газете.
— используется очень экономно и только для средств нетребовательного качества. Поэтому конструкция крыла выполнена в виде плоской вершины. Оба диска имеют одинаковое профильное горло, и наиболее часто используется тот, который показан на рисунке nº 9.
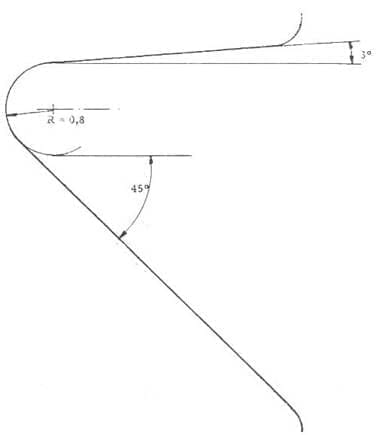
Рисунок № 9: Скручивающийся профиль для крыла с плоским верхом
ОСНАСТКА ДЛЯ ДИСКОВЫХ ПРОГИБОЧНЫХ СТАНКОВ — ПРЯМОУГОЛЬНОЕ ДНИЩЕ
При использовании для некруглого днища — прямоугольного или овального — диски скручивающих машин с двойной парой дисков могут быть изготовлены из нескольких перекрывающихся частей. Это значительно облегчает строительство. Например, каждый диск может быть изготовлен из 3 штук, один из которых имеет немного больший диаметр, который будет составлять верхнюю часть диска, промежуточный из наклонного профиля и меньшего диаметра, который придаст форму закрутке, и третий, который будет ее основой. На рисунке № 10 изображен участок детали диска из трех частей.
Рисунок №: Круглый профиль для крыла с плоским верхом
Толщина промежуточного диска определяет высоту ворса на дне и зависит от длины фланца промежуточного диска. Значения этой толщины в зависимости от длины фланца показаны на чертеже nº 10.
Для неокругленных дна, скручивание которых происходит на машине для скручивания — есть и другие способы — обычно используется вышеприведенная конструкция.
 УМЕРЕТЬ ЗА BACKGROUNDS
УМЕРЕТЬ ЗА BACKGROUNDS
 CURLERS
CURLERS
 КОММЕНТАРИИ ПО ШТАМПАМ ДЛЯ АЭРОЗОЛЬНОГО ДНА
КОММЕНТАРИИ ПО ШТАМПАМ ДЛЯ АЭРОЗОЛЬНОГО ДНА
 УТИЛИЗАЦИЯ ДЛЯ ЛЮДЕЙ Контейнеры с краской
УТИЛИЗАЦИЯ ДЛЯ ЛЮДЕЙ Контейнеры с краской
 ОСНАСТКА ДЛЯ ОБРУЧЕЙ — КОНТЕЙНЕРЫ ДЛЯ КРАСКИ
ОСНАСТКА ДЛЯ ОБРУЧЕЙ — КОНТЕЙНЕРЫ ДЛЯ КРАСКИ
 U-ОБРАЗНАЯ ЛИНИЯ ДЛЯ ПРЯМОУГОЛЬНЫХ ЗАДНИКОВ
U-ОБРАЗНАЯ ЛИНИЯ ДЛЯ ПРЯМОУГОЛЬНЫХ ЗАДНИКОВ
 СКРУЧИВАНИЕ ДНА НА СКЛЕИВАЮЩЕЙ МАШИНЕ
СКРУЧИВАНИЕ ДНА НА СКЛЕИВАЮЩЕЙ МАШИНЕ
 ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЛЁГКОЙ ОТКРЫТОЙ КРЫШКИ
ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЛЁГКОЙ ОТКРЫТОЙ КРЫШКИ
 СПЕЦИАЛЬНЫЙ ШТАМП ДЛЯ ФОНА С ВСТРОЕННЫМ ЗАВИХРЕНИЕМ
СПЕЦИАЛЬНЫЙ ШТАМП ДЛЯ ФОНА С ВСТРОЕННЫМ ЗАВИХРЕНИЕМ
 ИСПОЛЬЗОВАНИЕ КОЛПАЧКОВОЙ ШТАМПОВКИ
ИСПОЛЬЗОВАНИЕ КОЛПАЧКОВОЙ ШТАМПОВКИ



0 Комментариев