
РЕЗЮМЕ
Описание необходимых операций, а также их оснастка, для изготовления колпачка двойного трения — или двойного уплотнения — используемого в контейнерах для размещения красок или аналогичных материалов.
ПРИМЕЧАНИЕ
Обычно краски и другую продукцию, потребляемую в домашних условиях, упаковывают в банки с крышками, которые позволяют использовать их несколько раз. Типичными примерами являются контейнеры с фрикционным уплотнением, которых на рынке существует множество различных типов.
Мы уже рассматривали этот вопрос в других работах, опубликованных на этом сайте. Конкретно о различных типах фрикционных уплотнений можно прочитать в статье:
— Закрытие контейнеров для хранения красок
Теперь мы сосредоточимся на способе и способе изготовления заглушки характеристик, используемых в этих заглушках. В частности, двустенная уплотнительная заглушка, известная как двойное трение (DF). Детали, приведенные здесь, продолжают и дополняют работу:
— Инструмент для обручей — Контейнеры для краски
в котором он разработал, в тех же условиях, что мы будем делать здесь для пробки, операций и высечки, необходимых для изготовления колец для этих типов затворов. Другими словами, оба рабочих места могут быть интегрированы в одно.
ИНСТРУМЕНТЫ
Для изготовления стопора с двойным трением необходимо разбить его на две фазы или операции, назначение которых заключается в следующем:
— Первая операция: вырежьте и наложите эскиз пробки.
— Вторая операция: Завершает конформацию и определяет окончательные измерения.
Как и в случае с обручами, эти две операции можно было бы выполнить на раздаточном прессе или также на прессе двойного действия, но самым простым и экономичным является их выполнение на двух простых прессах с гусеничным зажимом. Первый оснащен магазином материальных лент, а второй — подающим устройством для одной штуки.
ПЕРВАЯ ОПЕРАЦИЯ
Стойка должна идеально прилегать к ободу, поэтому она имеет форму «U», которая адаптируется к внутренней стороне обода. Поэтому в этой области размеры обоих взаимосвязаны. В вышеупомянутой работе:
— Закрытие контейнеров для хранения красок
показаны измеренные соотношения соответствующих размеров.
На рисунке 1 показан раздел профиля первой операции плагина, который мы взяли в качестве примера. На ней изображены два типа размеров, одни в форме букв, которые соответствуют диаметрам, которые меняются в зависимости от размера контейнера, а другие в миллиметрах, исходя из высоты изделия. Последние подходят для контейнеров емкостью от ½ до 1 литра. Для больших или малых диаметров банок эти высоты будут варьироваться пропорционально, как в случае обручей.
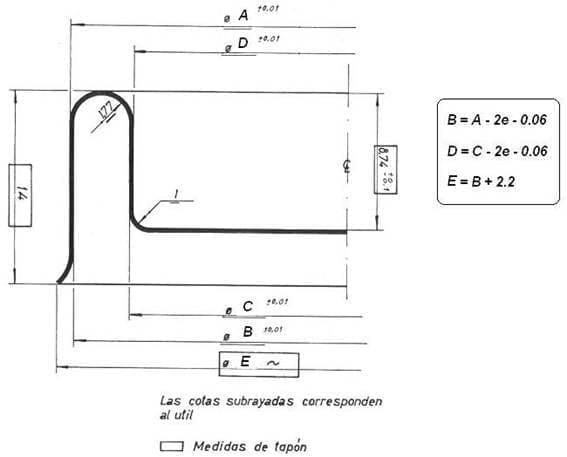
Рисунок № 1: Раздел 1-й операции штекера DF
На чертеже различные размеры, одни отмечаются внутри прямоугольника, другие относятся к готовому изделию, третьи только подчеркнуты и с допусками, это измерения инструмента и их соотношение между ними отражено в таблице формул, прилагаемой к чертежу nº 1. В качестве рекомендуемых значений для контейнера диаметром около 100 мм следует принимать среднюю высоту, указанную для штуки.
Диаметр разреза, необходимого для формирования колпачка, примерно на 28-32 мм больше, чем диаметр A чертежа, варьирующийся в зависимости от формата контейнера, все это для емкостей от ½ до 1 литра. Ширина «U» двойного замка определяется размером кольца, как указано выше, и обычно составляет около 6 мм. Радиус кривизны металла в «U» определяется значениями диаметров трения, см. рисунок nº 1.
На рисунке 2 показан пример штамповки для этой крышки. Мы кратко прокомментируем его характеристики, так как это очень обычный инструмент.
Этот кубик выполняет следующие последовательные действия:
— Вырезает металлический диск из ленты, подаваемой на пресс, из магазина лент.
— Фрикционные стенки заглушки заполнены.
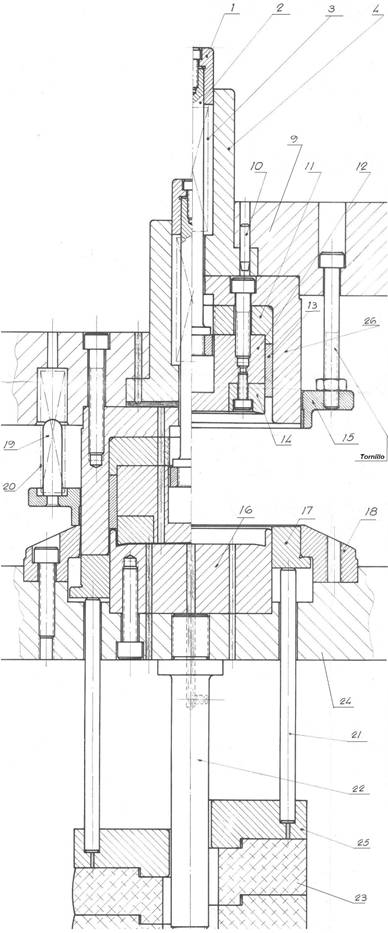
Рисунок № 2: Умирает при первой операции затвора DF
Так как это штамп, выполняющий операцию резки, желательно, чтобы он направлялся, это обеспечит качество резки и срок службы пуансона, лезвия и других деталей, которые образуют то же самое. Он довольно похож на нижний производственный инструмент, в котором центр генерирует глубокую вытяжку, а внешняя стенка — завиток крыла — намного больше. Для облегчения второй операции, внешнюю режущую кромку следует оставить слегка изогнутой, см. рисунок nº 1, чтобы в этой операции внешнее скручивание началось хорошо.
Размеры стенок «U» будут иметь одинаковое значение как в первой, так и во второй операции. Чтобы увидеть закон формирования диаметров, которые образуют эти стены, мы возвращаемся к работе:
— Закрытие контейнеров для хранения красок
Как уже упоминалось в случае кольца, при определении размеров деталей инструмента необходимо учитывать, что всегда имеется небольшая деформация из-за упругости заглушки по отношению к размерам инструмента. Особенно это касается диаметров фрикционных стенок. Так как посадка между кольцом и колпачком должна быть очень точной для того, чтобы поддерживать эффективное уплотнение, это восстановление материала должно быть принято во внимание, так что измерения в матрице не будут совпадать с теми, которые вы хотите получить на детали.
ВТОРАЯ ОПЕРАЦИЯ
Полученные в первой операции эскизы попадают в разряд, который откладывает их на магнитном лифте, который, в свою очередь, помещает их в гравитационное падение, что приближает их ко второму рабочему прессу. Он должен быть оснащен автоматической системой подачи деталей, управляемой механически или пневматически, синхронизированной с ходом пресс-формы.
Вторая операция завершает работу с вилкой, трансформируя первоначальный чертеж. На рисунке № 3 показана деталь, полученная в результате этой второй операции. Задачи этой операции следующие:
— Перекалибруйте стены «U», чтобы подтвердить правильность измерений.
— Поверните внешний край стопора, образуя тороидальное завихрение, которое облегчит его обращение, особенно при открытии контейнера, так как он может быть использован как рычаг для извлечения стопора из его корпуса в кольце.
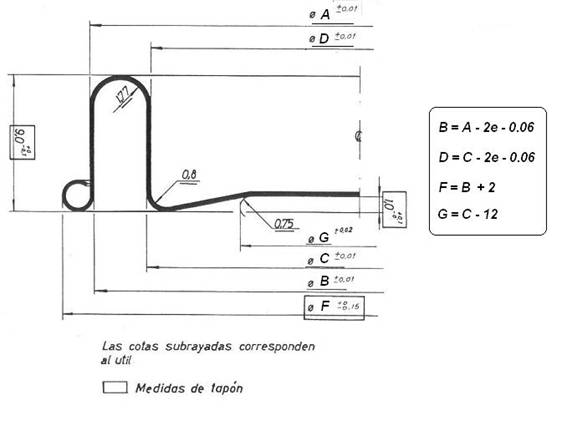
Рисунок № 3: Поперечное сечение 2-й операции штекера DF
На чертеже № 3 различные диаметры были определены теми же самыми буквами, что и на чертеже № 1, за исключением внешнего диаметра и центральной панели, которые отличаются.
Справа от чертежа находятся формулы для определения каждого диаметра, которые частично совпадают с формулами первой операции. Также указаны соответствующие этому примеру высоты, которые относятся к первым операциям.
После того, как профиль вилки будет определен, мы приступим к проектированию соответствующего инструмента. Он должен выполнять вышеперечисленные задачи. На рисунке № 4 изображено его вертикальное сечение.
Это формовочная штамповка, без функции резки. Это несколько упрощает его конструкцию. 1-я рабочая деталь, которая с помощью подающего устройства нажимается на нижнюю часть инструмента, правильно позиционируется на ней с помощью пары упоров, которые останавливают инерцию движения эскиза. См. отрезки от 17 до 21 чертежа. Эти две остановки расположены на противоположной стороне заготовки и на расстоянии 90º друг от друга. При опускании верхней части инструмента они втягиваются под действием наклонной плоскости, расположенной на внешней поверхности детали № 6 верхней части инструмента. В конце цикла они возвращаются в исходное положение под действием пружины nº 11.

Рисунок № 2: Умирает при второй операции затвора DF
Изделие № 16, образующее внешнее скручивание, может быть изготовлено с тушью с двух сторон, чтобы перевернуть ее, когда туша изнашивается вместе с работой, тем самым удвоив срок службы туши. Часть nº 5 — это прокладка, которая позволяет, воздействуя на свою высоту, точно регулировать действие части nº 7, которая является гладильным эжектором тампона.
Эксплуатация пресс-формы относительно проста и может быть продолжена изучением чертежа № 4.
МЕТАЛЛ
Повторяя то, что уже было сказано в случае колец, жесть или TFS, используемая при изготовлении заглушек, должна быть низкой твердости и толщины, чтобы исключить риск трещин, поломки и преувеличенных деформаций, вызванных внутренними напряжениями этого материала. Для крышек контейнеров, которые будут содержать от ½ до 1 литра продукта, подходящими значениями будут: закалка T2, калибр от 0,24 до 0,27 мм, т.е. на две-три сотые доли меньше, чем материал, из которого изготовлены кольца, так как в этом случае требуемые напряжения металла несколько ниже. Его покрытие будет зависеть от агрессивности содержащегося в нем продукта.
 банки с краской для кочегаров
пустые банки с краской с крышками
банки с краской для кочегаров
пустые банки с краской с крышками
 УМЕРЕТЬ ЗА BACKGROUNDS
УМЕРЕТЬ ЗА BACKGROUNDS
 КЁРЛИНГОВЫЕ СТАНКИ
КЁРЛИНГОВЫЕ СТАНКИ
 КОММЕНТАРИИ ПО ШТАМПАМ ДЛЯ АЭРОЗОЛЬНОГО ДНА
КОММЕНТАРИИ ПО ШТАМПАМ ДЛЯ АЭРОЗОЛЬНОГО ДНА
 ОСНАСТКА ДЛЯ ОБРУЧЕЙ — КОНТЕЙНЕРЫ ДЛЯ КРАСКИ
ОСНАСТКА ДЛЯ ОБРУЧЕЙ — КОНТЕЙНЕРЫ ДЛЯ КРАСКИ
 U-ОБРАЗНАЯ ЛИНИЯ ДЛЯ ПРЯМОУГОЛЬНЫХ ЗАДНИКОВ
U-ОБРАЗНАЯ ЛИНИЯ ДЛЯ ПРЯМОУГОЛЬНЫХ ЗАДНИКОВ
 СКРУЧИВАНИЕ ДНА НА СКЛЕИВАЮЩЕЙ МАШИНЕ
СКРУЧИВАНИЕ ДНА НА СКЛЕИВАЮЩЕЙ МАШИНЕ
 СПЕЦИАЛЬНЫЙ ШТАМП ДЛЯ ФОНА С ВСТРОЕННЫМ ЗАВИХРЕНИЕМ
СПЕЦИАЛЬНЫЙ ШТАМП ДЛЯ ФОНА С ВСТРОЕННЫМ ЗАВИХРЕНИЕМ
 ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ОБЩЕЙ ПЕРВИЧНОЙ ПРОКРУТКИ ДЛЯ ДВОЙНОЙ ИЛИ ОДИНАРНОЙ ПОЛОСЫ
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ОБЩЕЙ ПЕРВИЧНОЙ ПРОКРУТКИ ДЛЯ ДВОЙНОЙ ИЛИ ОДИНАРНОЙ ПОЛОСЫ



0 Комментариев