
РЕЗЮМЕ
Описана машина, способная ориентироваться и подавать в автоматическую закрывающую машину, конусообразные витые крышки, со скоростью 9000 единиц/час. Это хороший пример механизации. Эта опция не отменяет возможность подачи колпачков моряку вручную.
ВВЕДЕНИЕ
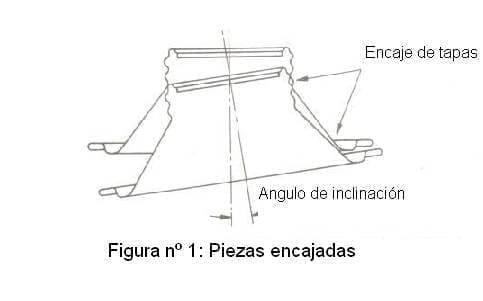
Конусная форма колпачков с резьбовым сальником затрудняет их подачу к моряку. Они не группируются и не штабелируются естественным образом, а при штабелировании соседние вершины, как правило, сцепляются друг с другом, когда они наклонены друг на друга. См. рисунок № 1. В прошлом были опробованы различные методы кормления в попытке устранить эту проблему.
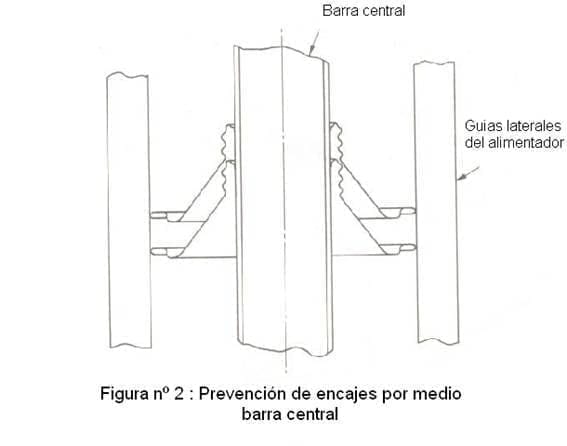
Одно из решений заключалось в том, чтобы операторы устанавливали колпачки на центральную штангу, которая затем загружалась в штабелеукладчик колпачков укупорочной машины. Бар выступал в качестве центрального ориентира, который предотвращал нежелательные щелчки крышек. См. рис. 2.
Другой метод, используемый в настоящее время, заключается в том, чтобы оператор помещал колпачки, правильно ориентированные, в наклонный желоб, который соединяется с укладчиком колпачков ближе. Этот канал оснащен вибратором, который помогает нисходящему движению дна по каналу, не вызывая шнуровки.
Недостатком обоих методов является трудоемкость, которая ограничивает скорость производства. Кроме того, наклон одного компонента по отношению к другому может привести к блокировке, особенно на выходе из штабелера машины, что снизит эффективность производственной линии.
Работа, подробно описанная здесь, позволила разработать устройство, которое принимает конусообразные колпачки без заказа и поставляет их правильно сориентированными на подводящую машину.
ОПИСАНИЕ ОБОРУДОВАНИЯ
На рисунке 3 представлен общий вид оборудования.
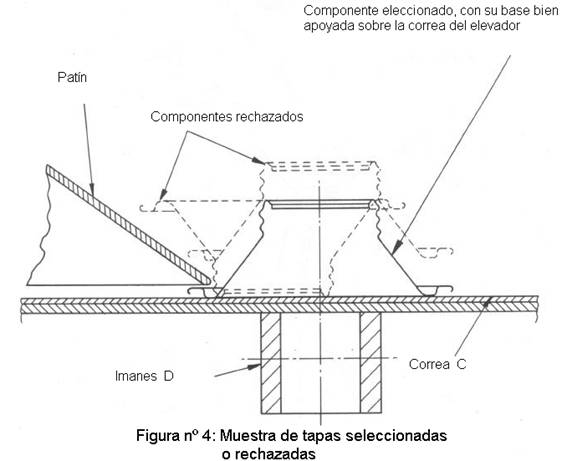
Он состоит из бака (A), его производительность составляет около 1600 пробок, (10 минут производства, работая на 9000 контейнеров в час). Часть фонда (В) чаши, расположенной перед ленточной лебедкой. (С) наклоняется вертикально примерно на 40 мм и качает крышки, не давая им закрепиться. Магниты (D) установленный за ремнем лифта, потяните крышки к нему. Привлеченные крышки переносятся на ремне из чана. Группа движется со скоростью 33 м/мин и движется непрерывно. На ленте элеватора расположена последовательность бегунов и заслонок (или заслонок), которые гарантируют, что только крышки с основанием ковша, идеально поддерживаемым на ленте, следуют по их пути. Остальные неправильно установленные крышки возвращаются в чан. См. рисунок № 4
Последняя часть направляющей отклоняет крышки на одну сторону ленты, обеспечивая размещение крышек отдельно, вдоль горизонтальной части конвейера. Магнитный шкив (F) переносит крышки с конвейера лифта на штабелеукладчик. (G), которая согнута на манер пастушьего жулика. направляющие стержни (H) вытянуть из магнитного шкива и удостовериться в том, что закручивание крышки притягивается к магнитному шкиву и правильно сориентировано для передачи в штабелеукладчик. См. рис. 5.
Форма штабелера позволяет крышкам свободно поддерживать и позиционировать внутренний рельс (J), т.е. она остается плавающей, опираясь на крышки Эта направляющая облегчает прохождение крышек через штабелеукладчик с требуемой скоростью, для чего ей помогает вибратор. установленный на укладчике.
Так как эта внутренняя направляющая (J) поддерживается и позиционируется с помощью крышек на штабелере, верхний и нижний уровень крышек должен контролироваться двумя головками датчиков (L) и (M). Датчик (L) контролирует верхний уровень, который срабатывает, когда подача с ленточной подъемной лебедки превышает скорость моряка. В этом случае накопление колпачков на штабелере закрывает чувствительную головку. (L). Он действует электрически на воздушный отражатель. (N) и колпачки выбрасываются из пояса лифта в обратный канал. (О), что возвращает их в чан. (Обратите внимание, что во время этой операции ленточный лифт все еще движется и транспортирует крышки из чана).
Чувствительная головка (M) контролирует нижний уровень штабелера. Когда скорость подачи из лифта меньше скорости закрытия, высота крышки штабелера уменьшается, открывая чувствительную головку. Этот сигнал означает, что подача корпусов контейнеров к моряку прерывается. Это приводит в действие механизм «без тела, без колпачка», мгновенно останавливая подачу колпачка от подающего устройства к более близкому. Вышеуказанное действие позволяет штабелеру пополняться колпачками и перезапускать процесс заново.
КОММЕНТЫ
Это простое оборудование является типичным примером механизации. Это не только уменьшает количество выполняемых задач, но и увеличивает скорость и эффективность работы seamer, обеспечивая стабильный поток компонентов, под прямым контролем колпачков в подающем устройстве, без риска заклинивания между ними. Другое преимущество заключается в том, что не требуется модификация seamer, и поэтому при необходимости можно подавать колпачки вручную, пользуясь положительными характеристиками наличия внутренней направляющей шины (J) в штабелеукладчике.
Этот механизм может использоваться с другими компонентами, кроме навинчивающихся конусообразных крышек. Например, его можно использовать для питания куполов аэрозолей или любого круглого, нестабилизированного элемента с центральным отверстием.
 ПРИКЛАДНОЕ ИССЛЕДОВАНИЕ ЦЕН НА КАУЧУК
ПРИКЛАДНОЕ ИССЛЕДОВАНИЕ ЦЕН НА КАУЧУК
 Выкрутите колпачки и алюминиевые заглушки
Линия по производству колпачков Twist Off Cap
линия по производству колпачков
Вход алюминиевых колпачков
Выкрутите колпачки и алюминиевые заглушки
Линия по производству колпачков Twist Off Cap
линия по производству колпачков
Вход алюминиевых колпачков
 АВТОМАТИЧЕСКИЙ ВЫРАВНИВАТЕЛЬ КРЫШКИ АККУМУЛЯТОРА
АВТОМАТИЧЕСКИЙ ВЫРАВНИВАТЕЛЬ КРЫШКИ АККУМУЛЯТОРА
 ПОВОРОТНЫЙ МЕХАНИЗМ ПОДАЧИ КОЛПАЧКОВ
ПОВОРОТНЫЙ МЕХАНИЗМ ПОДАЧИ КОЛПАЧКОВ
 КОМПРЕССИОННЫЕ ПЛАСТИНЫ ДЛЯ КОНСЕРВНЫХ СТАНКОВ / МЕТАЛЛОКОНСЕРВНЫХ СТАНКОВ
КОМПРЕССИОННЫЕ ПЛАСТИНЫ ДЛЯ КОНСЕРВНЫХ СТАНКОВ / МЕТАЛЛОКОНСЕРВНЫХ СТАНКОВ
 CURLERS
CURLERS
 U-ОБРАЗНАЯ ЛИНИЯ ДЛЯ ПРЯМОУГОЛЬНЫХ ЗАДНИКОВ
U-ОБРАЗНАЯ ЛИНИЯ ДЛЯ ПРЯМОУГОЛЬНЫХ ЗАДНИКОВ



0 Comments