
ВВЕДЕНИЕ
При высоком соотношении диаметр/высота все чаще используются контейнеры глубокой вытяжки, т.е. при малой высоте контейнера. Более того, при повсеместном использовании легко открывающейся крышки. Существует сильная традиция упаковки колбасных изделий, особенно в Северной Европе и США. для мясных и рыбных продуктов. На этих рынках для достижения более высокой высоты контейнеров используется алюминий, обладающий лучшими чертежными свойствами, чем жесть или TFS.
Здесь мы описываем опыт, накопленный некоторое время назад в скандинавских странах, по изготовлению алюминиевых контейнеров глубокой вытяжки определенной высоты в двух операциях, с использованием очень простых — и экономичных — инструментов и обычного оборудования. В технике использовалась первая операция тиснения в виде вазы, в перевернутом виде, то есть с литографией, обращенной внутрь. Из него выполняется вторая операция, в ходе которой достигается окончательная конфигурация. Во время этой второй операции, помимо начинки, происходит обрезка лишнего материала.
Поэтому во второй операции этот метод заставляет поток материала течь в обратном направлении. Результаты были положительными, и при тех же условиях — материал, толщина, скорость и т.д. …. — была достигнута большая глубина вытяжки, чем при использовании классической техники.
Короче говоря, преимущество этой практики в три раза:
1º.- Для получения большей высоты упаковки с начинкой, чем при использовании традиционной техники.
2º.- Использовать инструменты простой конструкции и, следовательно, экономичные.
3º.- Используйте обычное оборудование, т.е. простые чертежные прессы.
ОПИСАНИЕ ОСНАСТКИ И СПОСОБА
Мы приведем конкретный пример, чтобы лучше описать систему. Производимая емкость имеет вместимость 200 мл, диаметр 73 мм. и готовую высоту 58,5 мм. В соответствии с общим назначением, мы обозначим его как 73×58,5. Она сконструирована с «ступенькой во рту», что позволяет извлекать полутвердые продукты — мясо или паштеты — без проблем с фланцем, который оставляет крышку легко открывающейся после ее открытия. См. чертеж № 1
Первая операция, как мы уже говорили, имеет форму цилиндрического сосуда, с размерами, указанными на чертеже №. 2. В нем его диаметр больше, чем получаемый контейнер, а высота меньше. Для этого используется простая техника глубокой вытяжки, с очень традиционной конструкцией штампов. См. чертеж nº 3. Этот чертеж упрощен, на нем не показаны некоторые необходимые детали чертежа, такие как система низкого давления и кольцо обрезки, которые необходимо добавить.
При использовании алюминия, пригодного для глубокой вытяжки толщиной 0,26 мм, основные размеры этой матрицы показаны на чертеже № 4. Материал должен подаваться внутренним лаком, обращенным наружу, чтобы литография оставалась на внутренней стороне стекла.
Транспортная система для второй операции должна допускать опрокидывание этого сосуда, чтобы он подавался на вторую операцию ртом вверх. Конструкция этой операции также довольно проста. Рисунок №5 отражает то же самое. Во время глубокой вытяжки материал течет, меняя направление, таким образом, устанавливая литографию и внутренний лак в нужное положение. В конце хода каретки пресса излишки материала обрезаются в виде кольца. Основные размеры инструмента показаны на чертеже № 6.
Необходимо принять во внимание некоторые соображения:
— Следует использовать хорошие лакокрасочные и печатные системы, пригодные для глубокой вытяжки.
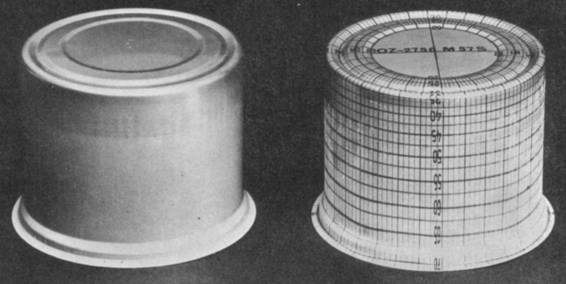
— Для проектирования литографии должна использоваться система деформации изображения. См. иллюстрацию № 7 (более подробную информацию см. в работе «РАЗРЕШЕНИЕ И УПРАВЛЕНИЕ ЛИТВОГРАФИЕЙ И ВАРНИШЕЙ»).
— Необходимо смазывать алюминий, лучше использовать жидкие смазки, чем воски. Последние, хотя вначале они могут дать лучшие результаты, при использовании они загрязняют инструмент.
— Качество инструментов, хотя и простых, должно быть высоким по дизайну, материалам, точности и чистоте поверхности.
— В обеих операциях лучше использовать системы низкого давления, основанные на пневматических подушках. Они обеспечивают более равномерное глажение и меньший риск поломки.
— Хорошо сохранить зазор между сальниками — при контакте с материалом — до минимума, чтобы уменьшить риск появления морщин.
— Снятие обрезного кольца во 2-й операции должно быть обеспечено надлежащим образом. Их отделение от упаковки иногда вызывает проблемы. Есть разные способы достижения этого, одним из них может быть: скатывание гравитационного падения стержней к контейнерам и обручам, эти вторые будут падать сквозь стержни.
— Пресс 2-ой операции должен быть оснащен системой подачи деталей, поступающих с первой операции. Приготовить его легко с помощью пневматических механизмов.
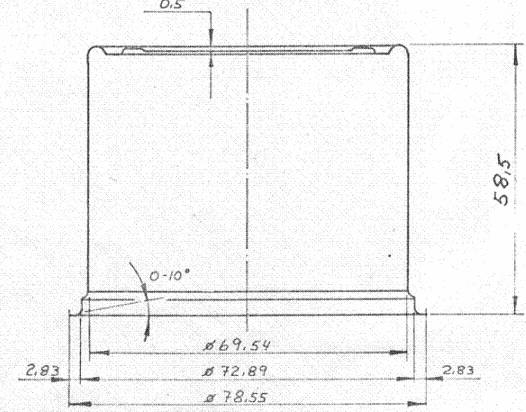
Рисунок №1
————————————-
Рисунок №2
——————————————
Рисунок № 3
——————————————-
Рисунок №4
————————————————
чертеж nº 5
——————————————-
чертеж 6
——————————————
чертеж № 7
 ВОЗВРАТ УПАКОВКИ
ВОЗВРАТ УПАКОВКИ
 РУЧНАЯ ДЕПАЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
РУЧНАЯ ДЕПАЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 УМИРАЕТ ДЛЯ УПАКОВКИ КОЛБАСНЫХ ИЗДЕЛИЙ
УМИРАЕТ ДЛЯ УПАКОВКИ КОЛБАСНЫХ ИЗДЕЛИЙ
 ЛИНИЯ ДЛЯ УПАКОВКИ «ФИЕСТЫ»
ЛИНИЯ ДЛЯ УПАКОВКИ «ФИЕСТЫ»
 УПАКОВКА НА ЛИНИЯХ ДЛЯ МАЛОЙ КОЛБАСНОЙ ТАРЫ
УПАКОВКА НА ЛИНИЯХ ДЛЯ МАЛОЙ КОЛБАСНОЙ ТАРЫ
 ВЕРТИКАЛЬНАЯ ПОДАЧА В МОНТАЖНЫХ ПРЕССАХ
ВЕРТИКАЛЬНАЯ ПОДАЧА В МОНТАЖНЫХ ПРЕССАХ
 УПАКОВОЧНАЯ ЛИНИЯ «ДВЕ ШТУКИ ДРД».
УПАКОВОЧНАЯ ЛИНИЯ «ДВЕ ШТУКИ ДРД».
 ЛЕЗВИЯ ДЛЯ УМИРАЮЩИХ
ЛЕЗВИЯ ДЛЯ УМИРАЮЩИХ
 УТИЛИЗАЦИЯ ДЛЯ ЛЮДЕЙ Контейнеры с краской
УТИЛИЗАЦИЯ ДЛЯ ЛЮДЕЙ Контейнеры с краской
 ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ОБЩЕЙ ПЕРВИЧНОЙ ПРОКРУТКИ ДЛЯ ДВОЙНОЙ ИЛИ ОДИНАРНОЙ ПОЛОСЫ
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ОБЩЕЙ ПЕРВИЧНОЙ ПРОКРУТКИ ДЛЯ ДВОЙНОЙ ИЛИ ОДИНАРНОЙ ПОЛОСЫ




0 Comments