
важность следующих спецификаций: верхняя стенка кузова VS может процесс формирования шеи
Мы начали эту статью, чтобы вкратце показать, что может произойти в процессе консервирования, когда мы разрешаем вариации или не следуем спецификациям установленного процесса.
Каждый процесс состоит из сырья, оборудования и контроля качества. Контроль над всем этим гарантирует превосходный конечный продукт.
В стремлении к конкурентоспособности сегодня нормально вносить коррективы в спецификации сырья, процессов и технологических процессов с целью повышения операционной эффективности. Мы можем сделать это, не влияя на конечный продукт.
Очень важно отметить, что любые изменения, вносимые в эту цепочку, должны быть соответствующим образом скорректированы в соответствии с требованиями заказчика.
После того, как параметры процесса будут определены, мы должны будем эффективно их отслеживать и контролировать.
Мы объясним, как переменная Topwall может непосредственно влиять на процесс формирования шейки банок.
Перед тем, как мы получим Topwall, у нас есть некоторые процессы до него и некоторые другие процессы с переменными для управления. Некоторые примеры мы рассмотрим в последовательности, приведенной ниже:
- Металлический рулон (условия, толщина, смазка после слива).
- Чугунный пресс (смазка змеевика, давление воздуха и вакуума, выравнивание общего оборудования, условия оснастки).
- Декораторы (Гарантия 100% покрытия внешнего лака, лакокрасочного слоя в пределах спецификации, контролируемая вязкость лака, общая чистота оборудования).
- Внутреннее распыление (Гарантия 100% внутреннего лакокрасочного покрытия, слой лака внутри указанного, общая очистка оборудования).
- Горловина (Обеспечьте 100 % нанесение воска на горловину, давление воздуха и вакуума в пределах заданных, условий оснастки).
Мы считаем, что у нас есть полный контроль над этими переменными, поэтому мы можем говорить конкретно о Topwall и его влиянии.
Topwall является одной из переменных, которую мы контролируем в процессе формирования банок и проходит через оборудование BodyMaker.
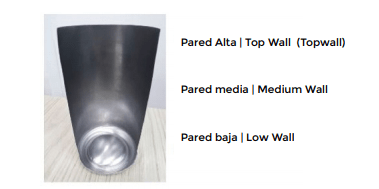
Это последний этап глажения металла, где мы имеем высокий участок стены, область, где шея может быть сформирована.
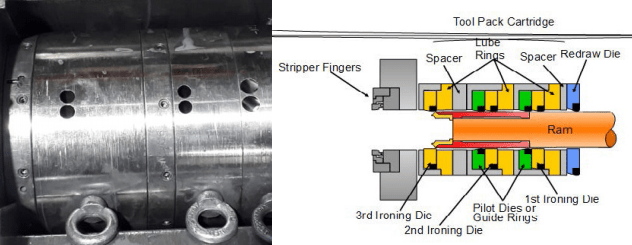
Ниже мы приводим изображение пакета инструментов, их соответствующие держатели и разделители.
Последовательность инструментов — Redraw (рисование), First, Second и Thirddie.
Во многих компаниях они называют Вторую Умрицу из Срединной Умри, а Третью Умри, они называют Энд Умри. Важно то, что каждый из них имеет свой процент уменьшения во время глажения.
Теоретический % снижения % Теоретическое снижение::: 3 Die 38 до 40% — 2 Die и 1 Die 27% — Redraw Die 3%.
Пунш продвигается и достигает чешуйки, которая формируется в банку и уменьшает ее диаметр в операции Redraw без изменения ее толщины.
Он проходит через последовательность глажения металла на 3 фильерах, где толщина постепенно распределяется до тех пор, пока не будет достигнута высота банки.
Наконец, удар касается купола, который в сочетании с носовым конусом делает нижнюю часть банки. Здесь у нас гладкая банка без триммера.
После работы триммера мы имеем гладкую банку в стандартной высоте.
Принимая во внимание размерные проверки стены мы делаем на гладкой может иметь:
Чтобы предоставить значения толщины стенок, возьмите в качестве теоретического примера эту прогрессирующую таблицу ниже со спецификациями металла, шагом пробивки и прогрессирующим инструментом BodyMaker. Помня, что каждый завод имеет свою собственную таблицу прогрессии инструментов.
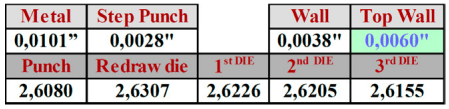
В зависимости от инструментов Necking необходимо настроить верхний брандмауэр.
Если мы будем следовать этой спецификации Metal, Punch Pitch и Tool Progression, то получим Topwall 0.0060″. (Пример)
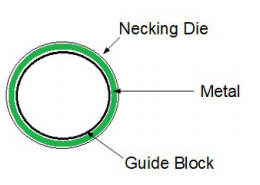
Теоретически это означает, что мы должны установить в наших шейных инструментах зазор между инструментами, которые принимают эту толщину верхней стенки.
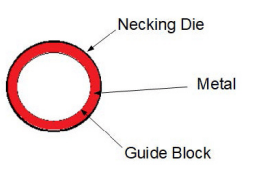
Производители оснастки для шеек, как правило, являются поставщиками оснастки и предоставляют наборы оснастки (Necking Die и Guide Block) в соответствии с информацией компании в области инжиниринга, подчиняясь этим Зазерокам и с соответствующей прогрессией, установленной для формирования шейки банки.
Учитывая среднее значение 0,0060 дюйма, инструмент для сшивания может без особых проблем выдержать вариацию 0,0004 дюйма верхней стенки, так как эта вариация происходит в процессе формовки.
В этом случае у нас будет спецификация 0.0058″ мин. 0.0060 «Мед. 0.0062» Макс.
Убедившись, что банки работают в таком диапазоне, мы получим контролируемый процесс шеи.
Однако это не всегда так. Представьте, что у нас есть вариации, выходящие за рамки этих спецификаций.
ПРИМЕР 01
Возьмем банку с верхней стенкой, изменяя размер 0.0058 «Мин и 0.0065 «Макс.
В этом случае мы имеем высокий диапазон вариации 0.0007″, который превышает верхний предел 0.0062″, и среднее значение 0.0061″, которое также является высоким.
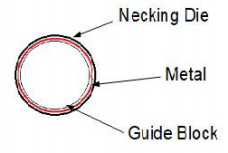
Обратите внимание на рисунок выше, что металл попадает в инструменты с большим вмешательством, так как он находится за пределами зазора между инструментами. Более толстые точки подвергаются деформации во время формования. Этот тип отклонения может вызвать:
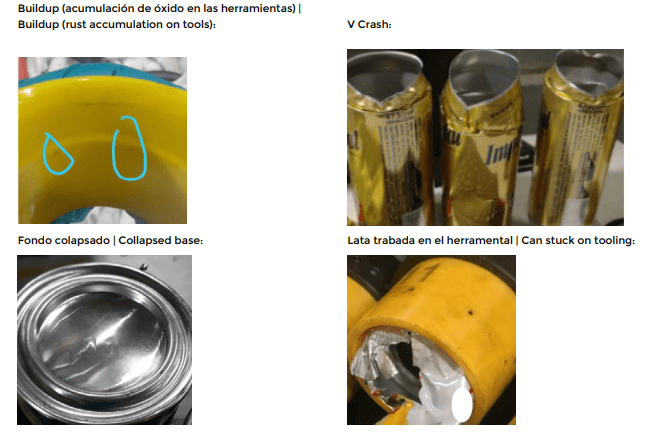
Это типы дефектов, которые позволяют машине работать, но с низкой эксплуатационной готовностью.
Увеличивает брак станка из-за консервирования, увеличивает время простоя из-за сборки и смены инструмента, деконфигурирует рабочую зону из-за проблем с порядком и чистотой.
Выявление этих отклонений и немедленное реагирование делают процесс непрерывным.
ОБРАЗЕЦ 2
Возьмем банку с размером Topwall 0.0053 «Min» и 0.0059 «Max».
В этом случае у нас также есть высокий диапазон вариации 0.0006″, который сейчас превышает нижний предел, который составляет 0.0058″, и среднее значение 0.0056″, очень низкое.
Обратите внимание на рисунок выше, что металл попадает в инструменты с большим разбросом и зазором, вне диапазона зазоров между инструментами. Точки меньшей толщины подвергаются деформации в момент формирования. Этот тип отклонения может вызвать:
Морщины | Морщины:

Это типы дефектов, которые также позволяют машине функционировать должным образом, но отбраковка проверяющей машины ужасно возрастает, влияя на доступность оборудования. В большинстве случаев инспекционное оборудование может иметь блокировки, которые во время высокого отбраковки замедляют и иногда останавливают оборудование.
Оборудование для формирования шейки в целом работает на высоких скоростях от старых до новых, рабочая скорость варьируется от 2000 до 3400 банок в минуту, по этим причинам управление технологической цепочкой должно осуществляться дисциплинированным и рутинным образом, так как любое отклонение может привести к вредным воздействиям на оборудование.
Necking — это оборудование, контролирующее все процессы и способное обеспечить работоспособность выше 95%.
 Современное техническое обслуживание
Современное техническое обслуживание
 внутреннее покрытие на алюминиевых банках для напитков
внутреннее покрытие на алюминиевых банках для напитков
 ПРОЦЕССЫ ФОРМОВАНИЯ В ЛИНИИ ПО ПРОИЗВОДСТВУ АЛЮМИНИЕВЫХ БАНОК ДЛЯ НАПИТКОВ
ПРОЦЕССЫ ФОРМОВАНИЯ В ЛИНИИ ПО ПРОИЗВОДСТВУ АЛЮМИНИЕВЫХ БАНОК ДЛЯ НАПИТКОВ
 учебная служба по теории формирования жесть-контейнеров
учебная служба по теории формирования жесть-контейнеров
 Важность алюминиевого материала в производстве банок для напитков
Важность алюминиевого материала в производстве банок для напитков
 Рекомендации по улучшению питания декоратора
Рекомендации по улучшению питания декоратора
 АВТОМАТИЧЕСКИЙ ВЫРАВНИВАТЕЛЬ КРЫШКИ АККУМУЛЯТОРА
АВТОМАТИЧЕСКИЙ ВЫРАВНИВАТЕЛЬ КРЫШКИ АККУМУЛЯТОРА
 КОНУСООБРАЗНЫЙ ПИТАТЕЛЬ КОЛПАЧКОВ
КОНУСООБРАЗНЫЙ ПИТАТЕЛЬ КОЛПАЧКОВ
 ИЗГОТОВЛЕНИЕ ФАСОННЫХ КОРПУСОВ КОНТЕЙНЕРОВ
ИЗГОТОВЛЕНИЕ ФАСОННЫХ КОРПУСОВ КОНТЕЙНЕРОВ
 СКРУЧИВАНИЕ ДНА НА СКЛЕИВАЮЩЕЙ МАШИНЕ
СКРУЧИВАНИЕ ДНА НА СКЛЕИВАЮЩЕЙ МАШИНЕ




0 Comments