
ВВЕДЕНИЕ
Небольшое серийное производство по-прежнему существует в компаниях, специализирующихся на краткосрочных сегментах рынка. В этих отраслях, где преобладают банки с высокой добавленной стоимостью и тщательной презентацией, продолжают использоваться старые ручные шовные машины, так как высокая цена автоматического шовщика не оправдана при таком низком промышленном производстве. Однако растет необходимость в сокращении расходов, а прямая рабочая сила является второй статьей, которая должна учитываться при расчете стоимости упаковки.
Поэтому часто хорошим решением является оснащение этих старых шпаклевочных машин, которые, как правило, очень прочны и обеспечивают отличное качество шва, автоматическим питателем, который выполняет следующие задачи:
а) Подача корзины банки, которая поступает с конвейера.
б) Подключите крышку через зарядное устройство.
в) Поставьте оба в закрытое положение.
г) После проведения эвакуации выбросьте баллончик на эвакуационный конвейер.
Этот тип кормушки доступен на рынке. Существуют мастерские, специализирующиеся на автоматизации, которые могут поставлять их как стандартные, так и специально «подогнанные» под потребности заказчика. Но, возможно, это в собственных интересах производителя упаковки, например, потому, что у него есть хорошие механики, которые могут выполнять эту работу и у которых есть время, чтобы сделать это в межсезонье.
Для ситуаций такого типа мы приводим следующее описание кормушки в качестве подспорья в ее конструкции.
СТРОИТЕЛЬСТВО
Питатель полностью работает на пневматическом приводе, а его конструкция основана на шестипозиционном пневматическом приводе поворотного стола. На рынке существует множество моделей такого типа таблиц, например, у Festo они есть. На той же вертикальной оси этого пневматического стола ось подающего стола соединена напрямую, то есть является его продолжением.
Эта таблица состоит из..:
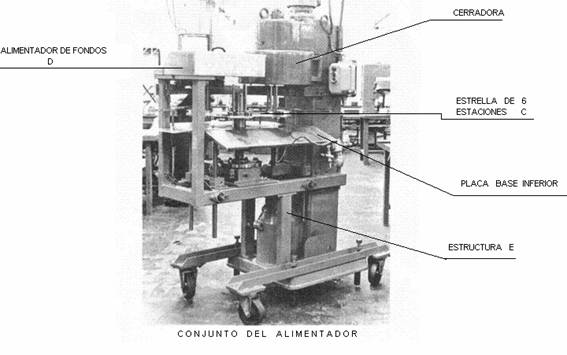
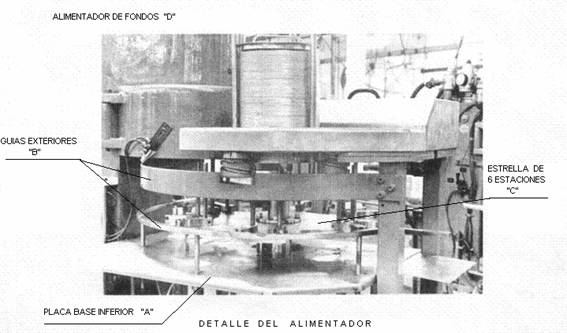
Нижняя опорная плита A, гладкая и фиксированная, через которую скользит основание корпуса контейнера по кругу. Он регулируется по высоте, чтобы подогнать его под высоту контейнера. В области, где производится закрытие, он имеет корпус, позволяющий пропускать через него компрессионную пластину.
2º.- Пара внешних направляющих B, зафиксированных в виде окружности, которые направляют тело банки снаружи во время ее перемещения.
3º.- Звезда из 6 станций C, установленная на половине высоты на главной оси, которая поворачивает транспортирующий контейнер, шаг за шагом на каждой станции.
4º.- Нижний питатель D, установленный на неподвижной верхней плите. Этот питатель состоит из трех синхронизированных шнеков, которые вращаются с перерывами, приводимыми в движение пневматическим цилиндром. Куча дна опирается на эти три шнека, которые разделяют их один за другим. Сигнал привода цилиндра подается датчиком, который обнаруживает присутствие тела в нижнем положении подачи. Другими словами, фидер работает по принципу «нет тела — нет дна».
5º.- Весь блок смонтирован на конструкции Е, с опорами, которые могут быть оснащены колесами с системой блокировки.
6º — В станции, следующей за закрывающей, контейнер высыпается с помощью пневматического цилиндра.
7º.- Возможно изменение формата контейнера, обновление звезды С и регулировка нижнего подающего устройства D.
См. больше фотографий ниже в этой кормушке.
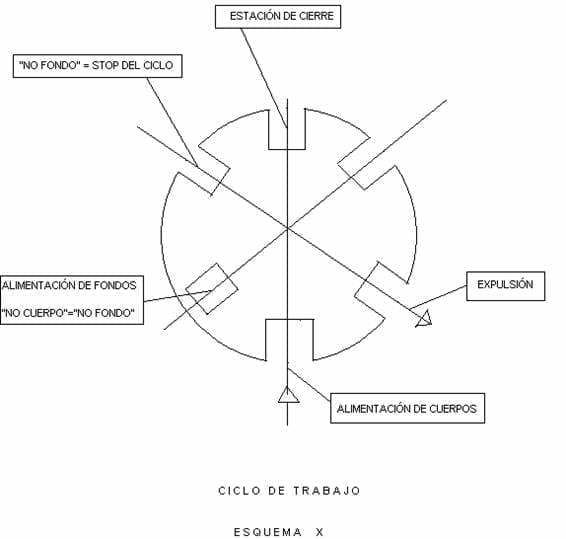
Рабочий цикл, — по схеме Х — следующий:
1º.- Станция кормления тела, 180º от положения закрытия. Тела прибывают с помощью конвейера. Датчик обнаруживает присутствие подающего корпуса в маховике с почвозацепами и подает на стол порядок 60º.
2º.- Нижняя станция кормления, которая активируется, когда датчик обнаруживает наличие хорошо расположенного тела. Как только дно падает, звезда поворачивается на 60 градусов.
3º.- Нижняя станция проверки присутствия. Датчик обнаруживает наличие дна на корпусе. При правильном расположении дна выполняется новый поворот стола на 60º, чтобы расположить нижний узел корпуса в закрытом положении.
4º.- После закрытия контейнер поворачивается на 60º в направлении выталкивающего конвейера. Если из-за распределения оборудования интересно отложить выброс на следующую станцию, то это можно сделать, так как она пуста.
Так как последовательность управления может быть самой сложной частью работы, поставщик пневматического оборудования — у которого часто есть специалисты — может быть привлечен для определения последовательности и соответствующей ведомости материалов.


 ЯПОНСКИЕ ФЕСТИВАЛИ ПО УКРАШЕНИЮ БАНОК
ЯПОНСКИЕ ФЕСТИВАЛИ ПО УКРАШЕНИЮ БАНОК
 приобретение банок для ремёсел
приобретение банок для ремёсел
 Потеря герметичности и деформация металлических санитарных контейнеров в процессе эксплуатации
Потеря герметичности и деформация металлических санитарных контейнеров в процессе эксплуатации
 РОТАЦИОННАЯ МАШИНА ДЛЯ ВСТАВКИ КОНТЕЙНЕРОВ
РОТАЦИОННАЯ МАШИНА ДЛЯ ВСТАВКИ КОНТЕЙНЕРОВ
 РУЧНАЯ ДЕПАЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
РУЧНАЯ ДЕПАЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 ПАЛЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
ПАЛЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 ШПАКЛЁВОЧНЫЕ МАШИНЫ ДЛЯ БАНОК ИЛИ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
ШПАКЛЁВОЧНЫЕ МАШИНЫ ДЛЯ БАНОК ИЛИ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 РАСЧЁТ МИГАЮЩЕГО КУБИКА
РАСЧЁТ МИГАЮЩЕГО КУБИКА
 ИЗГОТОВЛЕНИЕ ФАСОННЫХ КОРПУСОВ КОНТЕЙНЕРОВ
ИЗГОТОВЛЕНИЕ ФАСОННЫХ КОРПУСОВ КОНТЕЙНЕРОВ
 ЛИНИЯ ДЛЯ КОНТЕЙНЕРОВ ДЛЯ НАПИТКОВ «ТРИ КУСКА».
ЛИНИЯ ДЛЯ КОНТЕЙНЕРОВ ДЛЯ НАПИТКОВ «ТРИ КУСКА».




0 Комментариев