
Para la impresión de latas de 2 piezas, hoy en día contamos con decoradoras llenas de accesorios y tecnología suficiente para producir por encima de 2000 latas por minuto.
En este articulo comentamos sobre la importancia de mantener un proceso bien controlado para dar las condiciones para que este equipo tenga una excelente alimentación y pueda alcanzar el máximo rendimiento.
Hay varios factores que pueden influir negativamente en el rendimiento de la decoradora, pero a continuación comentaremos 4 que consideramos fundamentales.
La progresión de las herramientas respecto al Diámetro de Mandril de la decoradora.
Consideramos que es un factor primordial y extremadamente importante tener un control exhaustivo sobre el rectificado de los Punzones de los BodyMakers ya que los mandriles de la decoradora y sus respectivos diámetros se establecen en función de la progresión del herramental de las Bodymakers y el valor medio del diámetro del punzón.
En el ejemplo abajo, tenemos en azul el punzón con el diámetro mayor y posteriormente su progresión de rectificado para la lata de aluminio de 12Oz. Esta tabla es a modo de ejemplo, cada fabricante de latas tendrá su propia progresión.
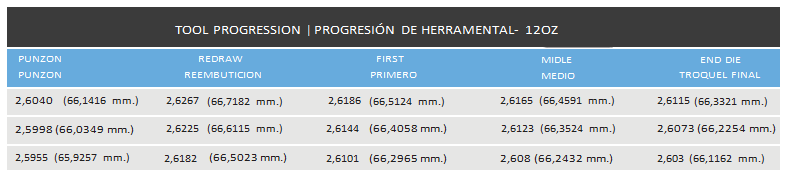
A medida que rectificamos los punzones para reutilizarlos, se pierde diámetro, Así que hay que tener mucho cuidado y respectar ese límite mínimo recomendado por el fabricante, concretamente tendría un gap de 0,022” (0,5588 mm) entre el diámetro del mandril con el punzón menor, por debajo de estas medidas disminuye considerablemente el diámetro de la lata y tendrá dificultades para introducir la lata en el mandril de la decoradora.
Fallo de corte / Recortadora.
Siguiendo con el Bodymaker, todavía tenemos que considerar el recorte de la lata.
La recortadora es el equipo responsable por cortar la lata y ponerla en una altura estándar existen varios modelos de equipo recortador que básicamente funcionan de esta manera: Sistema de alimentación, transferencia, mandriles de sujeción de la lata, cabezal de corte con sistema de fallos, sistema de vacío para sujetar la lata al recortar, tolva de captura de chatarra y tolva de salida.
El corte se realiza mediante discos planos reutilizables o por cuchillas alojados en el conjunto de la cabeza y están disponibles en metal duro o acero.
Una lata defectuosa puede causar algunos inconvenientes en el funcionamiento de la decoradora y otros equipos posteriores.
Los principales problemas pueden ser bloqueo de latas en la fila única mientras son transportados, alimentación de la decoradora, Desplazamiento o retención de la lata en la alimentación respecto al mandril de la máquina y bloqueo de lata en la salida de los dedos del horno, bloqueando la pista del túnel del horno.
Estos inconvenientes afectan en gran medida el rendimiento de los equipos generando alto deterioro y 5S del sector.

Latas con poca movilidad
n cuanto a la lavadora, en general debemos considerar que la lata se encuentra en su mejor aspecto de lavado y con buena movilidad. Para ello tenemos que seguir los principios básicos del proceso de lavado que sería lavado químico, lavado mecánico, Tiempo de exposición (Velocidad) y temperatura.
Su finalidad es eliminar la suciedad orgánica e inorgánicas, realizando tratamiento en la superficie de la lata, aplicar intensificador de movilidad y secar lata. Hay una serie de parámetros a seguir y debemos estar muy atentos a todos los controles y verificaciones que se realicen en este equipo, cualquier desviación de estas variables puede afectar directamente a los procesos siguientes, principalmente a la decoradora.
La última etapa que sería la aplicación del producto que da movilidad de la lata es de suma importancia ya que este producto ayuda al secado de la lata y la acondiciona para que entre bien en el mandril de la decoradora. Un patrón que sigue es de 16 a 20 grados de inclinación en el equipo Til Table. Este equipo mide el ángulo en el que se desliza una lata en fricción con otras dos latas y te da de un ángulo de movilidad, las latas con movilidad superior a 20 grados ya son una alerta y se consideran un problema para alimentar su decorador.
Modulación de transportes
Otro aspecto muy importante sería la modulación de los transportes. Este ajuste tiene que realizarse muy bien, de forma excepcional, ya que garantizará que la lata recorra todo el recorrido de los transportadores, siguiendo la lógica de modulación sin presión ni vuelco y que, como consecuencia, roce entre las propias latas dañándose entre ellas.
Una modulación mal realizada puede generar mucho desperdicio en la planta, como pérdida de tiempo, desperdicios, paradas breves de equipos y un mal aspecto en cuanto al orden y limpieza de sectores. Estas son algunas de las variables que pueden afectar el proceso de fabricación de latas de aluminio respecto a la alimentación de la decoradora. Ajustes de presiones de aire y vacío en todo el equipo deben ser revisados y monitoreados a través del check list y deben ser ejecutados por los técnicos del equipo.
Cualquier desvío debe ser regularizado y en el caso de no lograr los ajustes, el equipo de mantenimiento debe de intervenir.
ANDRE MALTA
Asesor de Mundolatas
Mundolatas Advisor
 Estrategia para la solución de problemas en una línea de producción de latas aluminio para bebidas
Estrategia para la solución de problemas en una línea de producción de latas aluminio para bebidas
 SMASHED APPLE LA MEJOR SIDRA EN LATA DEL MUNDO
SMASHED APPLE LA MEJOR SIDRA EN LATA DEL MUNDO
 LOS ENVASES METÁLICOS LA MEJOR OPCIÓN PARA CONSERVAR EL ACEITE DE OLIVA
LOS ENVASES METÁLICOS LA MEJOR OPCIÓN PARA CONSERVAR EL ACEITE DE OLIVA
 PROCESOS DE FORMADO EN UNA LÍNEA DE PRODUCCIÓN DE LATAS DE ALUMINIO PARA BEBIDAS
PROCESOS DE FORMADO EN UNA LÍNEA DE PRODUCCIÓN DE LATAS DE ALUMINIO PARA BEBIDAS
 Hacer una lata de aluminio reciclado ahorra más del 90% de la energía necesaria para hacer una lata nueva
Hacer una lata de aluminio reciclado ahorra más del 90% de la energía necesaria para hacer una lata nueva
 Recomendaciones para la utilización de latas abrefácil
Recomendaciones para la utilización de latas abrefácil



0 Comments