
SÍNTESE
Descrição de uma linha de fabricação de embalagens DRD e do equipamento de que é composta
INTRODUÇÃO
O fabrico de contentores pela técnica DRD é relativamente recente, tendo atingido o seu desenvolvimento no último quarto do século passado. A sua designação DRD tem a sua origem nas palavras inglesas “draw, re-draw”, que descreve perfeitamente em que consiste esta técnica.
A partir de um material plano, realiza-se uma primeira operação de corte e desenho, gerando um copo ou contorno com um diâmetro muito maior e menor altura do que o recipiente a ser obtido. Posteriormente, em outra operação de desenho complementar, são atingidos o diâmetro e a altura adequados. Para contentores muito altos, podem ser necessárias duas operações de reembalagem. O processo é completado pela formação do perfil inferior, o corte do material em excesso na borda superior, o cordonamento – se necessário – e a embalagem em conformidade.
Nós nos referimos ao trabalho:
onde esta técnica tem sido discutida em detalhe. Pretendemos agora descrever a linha de produção necessária para a sua implementação.
CARACTERÍSTICAS
Estas linhas permitem trabalhar, a partir de materiais – folha-de-flandres ou TFS – de qualidades especiais, com uma boa economia de matéria-prima e uma taxa de produção bastante elevada. As linhas estão disponíveis desde pouco mais de 10 recipientes/minuto até 800 recipientes/minuto ou mais. Estas linhas são muito compactas, ocupam pouco espaço e produzem recipientes de alta qualidade.
As suas características básicas são:
– Uso muito econômico de materiais
– Sincronização total no fornecimento de chapas de metal para a prensa de cabeça ou esboços e destes para as operações seguintes, por meio de um circuito muito compacto que poupa área de superfície na oficina de fabricação.
– Nível de ruído aceitável, desde que seja bem insonorizado.
– Sistema de controle centralizado, com mesas centrais e individuais por máquina, sempre incorporando indicadores de detecção de anormalidades.
Logicamente, cada linha pode apresentar características particulares, dependendo das necessidades do fabricante e do tipo de embalagem a ser fabricada. A foto nº 1 apresenta uma vista panorâmica de uma linha DRD de alta velocidade.
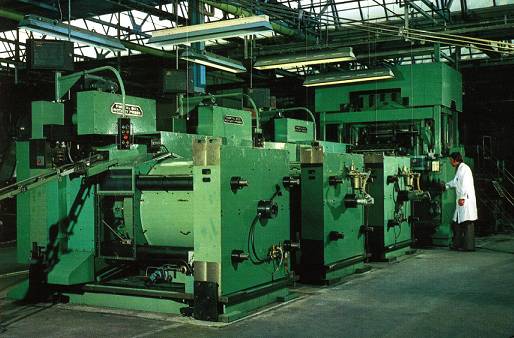
Figura 1: Vista de uma linha DRD
COMPOSIÇÃO
Uma visão em perspectiva da linha de embalagem deste tipo mostrada na foto acima é mostrada no desenho No. 2. Normalmente é composto pelas seguintes equipas:
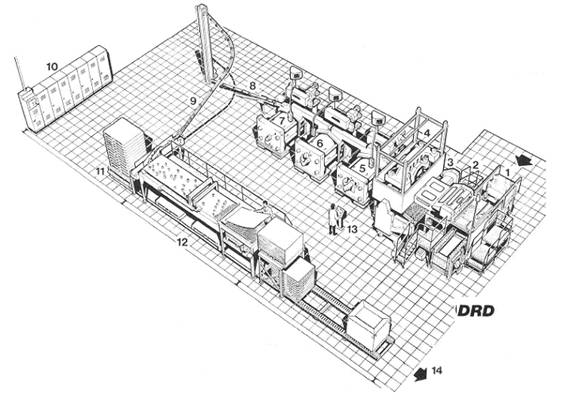
Figura 2: Linha DRD
1.- Transportador para os feixes de folhas de material recebidos, cortados em pergaminho primário. Este material pode vir já envernizado com os sistemas apropriados, capazes de resistir a desenhos profundos. Também pode ser alimentado diretamente em bobinas
2.- Lubrificador, no qual uma camada de parafina e outro lubrificante é aplicada em ambos os lados para facilitar a montagem.
3.- Alimentador para a imprensa. Normalmente tem um movimento duplo, frontal e lateral, de acordo com um sistema de coordenadas. Desta forma, consegue-se uma boa utilização da superfície do metal.
4.- Prensa de esboço ou copo. É uma prensa multi-furador, que corta e realiza a primeira operação de desenho simultaneamente. O conjunto funciona como um desenho simples, formando um contorno ou copo com paredes retas e fundo plano. Ver figura nº 3, mostra o esboço necessário para um recipiente redondo RO 65 x 70
Figura nº 3: Copo para um recipiente DRD
5º – Re-forming press. Pode ser uma prensa de configuração horizontal, como é o caso que aparece neste desenho nº 2, embora existam algumas que funcionam verticalmente. O desenho é recheado até as dimensões finais de diâmetro e altura, dobrando a borda superior para formar o flange de fechamento. A Figura nº 4 mostra um exemplo de uma operação de redesenho para o referido contentor.
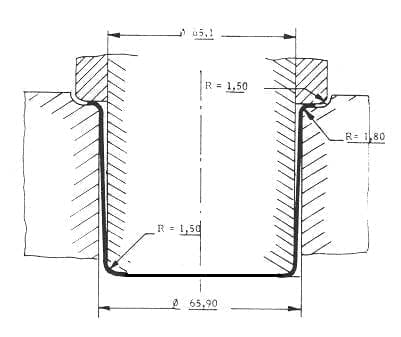
Figura nº 4: Operação de reembalagem em um recipiente DRD
6º – Segunda prensa remodeladora. Ele recalibra o corpo do recipiente até as suas dimensões finais e, acima de tudo, molda o perfil do fundo do recipiente. Ver desenho nº 5
Figura 5: Formação do perfil inferior em um recipiente DRD
7º – Máquina de corte de cabelo. Remove o material em excesso da borda superior dobrada do recipiente, que tem uma borda irregular como resultado do estiramento e do sentido de laminação do aço. Ver figura nº 6.
Figura nº 6: Corte do material em excesso na flange de um recipiente DRD
8.- Descarga de contentores acabados
9º.- Sistemas de transporte de contentores: Elevadores magnéticos, quedas por gravidade, etc.
10º.- Armários de controle da linha geral.
11º.- Alimentador de paletes de madeira vazia.
12º.- Paletizador de contentores.
13º.- Mesa de comando de linha.
14º.- Saída de paletes cheias de contentores para os armazéns.
Depois do aparador – ponto 7º – são adicionadas as máquinas complementares necessárias para o acabamento da lata, tais como: cordonette, testador de fugas… Estas são máquinas convencionais, mas transformadas para trabalhar apenas de um lado da lata, uma vez que o fundo da lata é incorporado, impedindo o acesso a partir de ambas as extremidades da lata.
Para linhas de baixa velocidade, a 1ª prensa de operação pode ser uma prensa de fundo convencional ou de baixa altura, equipada com um molde simples ou duplo. A 2ª prensa de operação, pode ser uma prensa de transferência vertical de 3 estações – redesenho, formação de fundo, corte – seguida de equipamento auxiliar apropriado.
 linha automática de embalagem de latas
linha automática de embalagem de latas
 TAREFAS DE CONTROLE DE QUALIDADE EM UMA LINHA DE 3 PEÇAS
TAREFAS DE CONTROLE DE QUALIDADE EM UMA LINHA DE 3 PEÇAS
 IMPACTO DO DESENHO DA LINHA NA PRODUTIVIDADE
IMPACTO DO DESENHO DA LINHA NA PRODUTIVIDADE
 LINHA PARA RECIPIENTES DE BEBIDAS “TRÊS PEÇAS”.
LINHA PARA RECIPIENTES DE BEBIDAS “TRÊS PEÇAS”.
 LINHA PARA EMBALAGEM “FIESTA”.
LINHA PARA EMBALAGEM “FIESTA”.
 EMBALAGEM EM PEQUENAS LINHAS DE EMBALAGEM DE SALSICHAS
EMBALAGEM EM PEQUENAS LINHAS DE EMBALAGEM DE SALSICHAS
 LINHA EM FORMA DE U PARA CENÁRIOS RECTANGULARES
LINHA EM FORMA DE U PARA CENÁRIOS RECTANGULARES
 Manutenção e Reparação Preventiva numa fábrica de embalagens de duas peças (DWI)
Manutenção e Reparação Preventiva numa fábrica de embalagens de duas peças (DWI)
 DWI RECIPIENTES DE DUAS PEÇAS
DWI RECIPIENTES DE DUAS PEÇAS
 DRD EMBALAGEM DE DUAS PEÇAS
DRD EMBALAGEM DE DUAS PEÇAS



0 Comments