
SÍNTESE
Descrição das operações que acrescentam valor à superfície final da folha-de-flandres e como contribuem para as suas propriedades.
INTRODUÇÃO
O tratamento superficial que a folha-de-flandres recebe é muito importante, pois suas características dependem não só de seu aço base e da quantidade de estanho depositado em suas faces, mas também de seu tratamento superficial. Este tratamento tem um impacto directo:
– A aparência final da folha-de-flandres. Pode ser usado para conseguir aparências brilhantes, foscas, de pedra, etc.
– Aderência de sistemas litográficos, vernizes e tintas. Também das tonalidades das mesmas com mais ou menos brilho ou metalizadas.
– Resistência à presença de arranhões no manuseio do material.
– A maior ou menor soldabilidade do metal.
Na figura nº 1 é desenhado em grande escala um detalhe mínimo da superfície da folha-de-flandres. Mostra os elementos envolvidos no acabamento superficial da mesma. Estes são:
– Rugosidade: Depende do tipo de superfície dos rolos durante a laminação a frio.
– Passivação: Provisão de uma camada protectora.
– Lubrificação: Ligeira lubrificação final das superfícies.
ACABAMENTO DA SUPERFÍCIE
Há duas maneiras de agir sobre a rugosidade do acabamento superficial da folha-de-flandres. Uma é conseguir diferentes acabamentos superficiais dos rolos de trabalho da segunda caixa do laminador a frio, no momento da moagem, e outra depende da refundição aplicada sobre a lata superficial do material. O tamanho do revestimento de estanho também influencia o acabamento.
Esclareçamos que a refundição de estanho é uma operação que se realiza na linha de estanhagem, imediatamente após a linha de estanhagem e antes da linha de passivação. Permite dar um acabamento brilhante à folha-de-flandres, pois a simples electrodeposição da lata produz uma superfície de micro-bacia com um aspecto mate. Nesta operação é produzida uma camada de liga ferro-estanho, intermediária entre o aço de base e o estanho superficial em cada face, o que aumenta a resistência da folha-de-flandres aos elementos corrosivos.
Atuando sobre estas variáveis, são obtidos os seguintes tipos de acabamento superficial.
Acabamento brilhante: Para conseguir este acabamento, é essencial obter um polimento espelhado nos cilindros. Isto é mantido durante o processo de laminação por meio de um sistema de polimento “in situ”, reforçado por um dispositivo de sucção. É realmente imperativo remover todos os corpos estranhos, já que a sua presença é prejudicial à aparência desejada. Também é necessário aplicar a refundição do estanho. Dá à folha um aspecto brilhante, ao mesmo tempo que assegura, como já foi mencionado, a formação de uma zona intermédia de liga de estanho-ferro.
Este tipo de acabamento é, juntamente com a pedra, o mais solicitado. Um folheado com tal acabamento requer cuidado por parte do utilizador de modo a não danificar a sua aparência.
Acabamento em pedra: Os cilindros são submetidos a duas passagens de moagem com uma mó de grão especial que confere ao produto uma aparência estriada. A utilização de cilindros preparados desta forma permite ao fornecedor assegurar um achatamento mais constante, ao mesmo tempo que obtém uma chapa menos sensível a riscos finos que possam ocorrer antes do estanhamento. Como no caso anterior, o revestimento de estanho é refundido, o que garante, além do brilho, a liga de estanho necessária para um bom comportamento da chapa em trabalhos de soldadura.
É um acabamento amplamente utilizado, a folha-de-flandres duplamente reduzida utiliza-a como padrão. Na sua utilização, tem encontrado melhores resultados no envernizamento e impressão, assim como uma menor sensibilidade da folha aos riscos finos que são sempre frequentes nas linhas de fabrico.
Acabamento mate: Tem uma superfície pouco reflectora. Para isso, os cilindros são jateados e a operação de refundição após o estanhamento é omitida. A folha-de-flandres em acabamento mate não é adequada para aplicações de soldagem, uma vez que não existe liga de estanho-ferro. Por outro lado, é adequado para cápsulas de coroa, cápsulas ou recipientes de fundo, pois pode permitir eliminar a aplicação da camada de base ou verniz.
Existem outros acabamentos menos usados, como por exemplo:
Acabamento jateado: Se os rolos forem jateados menos intensamente do que antes, pode-se obter um aspecto brilhante especial, estanhando a tira com um revestimento baixo e aplicando um refluxo.
Acabamento prateado: Este tipo de acabamento é feito utilizando cilindros fortemente ranhurados. O passe de refusão dá ao metal um aspecto brilhante nas muitas rugosidades superficiais, o que permite obter uma grande luminosidade.
TRATAMENTO QUÍMICO – PASSIVAÇÃO
A penúltima operação de tratamento de superfície da folha-de-flandres é a passivação. Está na formação de uma camada de óxido sobre ela. Esta camada protectora ajuda a prevenir a oxidação, não só durante a fabricação, mas também em operações subsequentes, como o envernizamento. Tem uma importância decisiva na correcta aderência dos vernizes à folha-de-flandres. Os métodos utilizados são diversos, químicos ou eletro-químicos, cada um concebido para obter características especiais. São geralmente conhecidos pela sigla USS e um número de três dígitos, o primeiro dígito indica o tipo de solução (1 = ácido crómico, 2 = fosfato de cromo, 3 = dicromato de sódio, 4 = carbonato de sódio), o segundo dígito indica a polaridade da folha-de-flandres na solução (0 = não-eletrolítico, 1 = catódico, 2 = catódico/anódico) e o terceiro dígito refere-se aproximadamente ao nível de corrente utilizado.
Dentro destes métodos, os mais utilizados para a sua realização são três, cada um concebido para obter características especiais.
Estes três tipos básicos de passivação são:
– Passivação 300: É obtida por procedimento químico, por imersão em solução de dicromato de sódio, gerando uma camada de óxido de crómio. Dá bons resultados do ponto de vista da aderência do verniz, por isso é utilizado para o fabrico de embalagens de enchidos envernizados ou impressos. Oferece uma fraca protecção contra a sulfidação. Esta passivação é, no entanto, instável. A sua eficácia diminui com o tempo e é influenciada pelas condições de armazenamento e temperatura. É por isso que é necessário utilizar a chapa metálica rapidamente. É amplamente utilizado em folha-de-flandres para recipientes de bebidas D.W.I. (salsichas e prensadas).
– Passivação 311: Obtida por processo electroquímico por deposição electrolítica num banho de dicromato de sódio de uma camada de crómio e óxido de crómio. Esta é a passivação mais comumente usada. Tem rendimentos convenientes do ponto de vista da aderência de tintas e vernizes, embora inferiores à passivação 300. É muito mais estável ao longo do tempo do que 300 e por esta razão também é cada vez mais utilizada para embalagens de salsichas. Portanto, pode ser considerado um compromisso entre a estabilidade ao longo do tempo e a qualidade da aderência dos sistemas litográficos.
– Passivação 312: É obtida pelo mesmo sistema que o 311. Na verdade, é uma passivação 311 reforçada. É utilizado principalmente para folhas-de-flandres que devem resistir aos produtos sulfurados, como carnes, sopas, produtos para cães e gatos… Sua adesão a tintas e vernizes é inferior a 311. Por este motivo, a passivação 312 é usada principalmente em folha-de-flandres que deve ser usada nua.
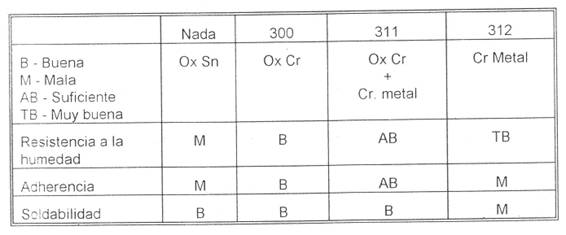
Os diferentes tratamentos de passivação não só afectam a aderência de vernizes, soldaduras, etc., mas também produzem diferentes formas de ataque ou manchas quando a folha-de-flandres é submetida ao contacto com produtos corrosivos ou compostos de enxofre. Mesmo de um ponto de vista estático ou de apresentação, este detalhe é importante, por exemplo, com leite condensado.
A tabela seguinte resume as características destas três passivações.
PETRÓLEO
É a contribuição final para a superfície da folha-de-flandres. Esta operação consiste em aplicar uma película muito fina de óleo em ambos os lados da folha.
Este lubrificante tem várias finalidades:
– Por um lado, para proteger a passivação e não contrariar as propriedades desta, é aplicada uma camada muito leve.
– Por outro lado, aumenta a proteção da superfície da folha-de-flandres contra a oxidação, evita arranhões durante o manuseio e facilita as operações subseqüentes de envernizamento, impressão, conformação e manuseio.
O método de aplicação mais utilizado é por eletrodeposição, embora possa ser feito por pulverização ou imersão. O lubrificante mais utilizado é o sebacato de dioctilo (D.O.S.), embora outros lubrificantes como o óleo de algodão, citrato de acetil tributilo (A.T.B.C.) e estearato de butilo (B.S.O.) também possam ser utilizados. Estes óleos ou são naturais ou sintéticos.
Uma carga de óleo entre 4 a 10 mgr/m2 é aplicada.