
É desenvolvida a forma de preparar uma “ficha de produto”, que permite ter a informação adequada para a correcta fabricação de um recipiente tipo salsicha de baixa altura.
INTRODUÇÃO
Já discutimos os motivos pelos quais é muito interessante ter uma “ficha de produto”, por isso não vamos repeti-los novamente, sobre eles você pode consultar o trabalho:
– Boletim de Dados do Produto: Embalagem em três peças
Do ponto de vista da produção, é necessário um material simples na máquina, mas com a informação mais completa possível sobre o produto que está sendo fabricado naquele momento. Para cobrir esta necessidade, o Gabinete Técnico prepara a “Ficha de Produto”, na qual são fornecidos os dados necessários para que em cada fase ou operação esteja disponível a informação necessária para a sua correcta execução.
Por exemplo, no caso da fabricação de um recipiente do tipo salsicha de baixa altura, ele refletirá os dados da matéria-prima de onde ele parte, e as medidas para obter o recipiente. Em alguns casos, estas médias terão uma tolerância mais apertada a ser respeitada ao ajustar a máquina. Durante a produção em série, é permitido um maior intervalo de tolerância na mesma dimensão.
Um critério importante a respeitar na preparação da “Ficha de Produto” é que as dimensões ou valores que nela aparecem, e que têm de ser monitorizados durante a produção pelos operadores da linha, ou previamente pelos preparadores mecânicos, são fáceis de determinar, sem necessidade de utilizar equipamentos complexos que exijam uma certa dedicação ou muito tempo, uma vez que os operadores não costumam ter isto à sua disposição.
Vamos entrar em detalhes sobre a definição de uma “Ficha de Produto”. Para isso, vamos usar um caso concreto.
FOLHA DE PRODUTO DE UMA EMBALAGEM DE SALSICHA
O exemplo que vamos desenvolver será o de um recipiente muito típico para conservas de peixe: RO 170, ou seja, tem uma capacidade de 170 c.c. com um diâmetro de corpo de 83 mm e uma altura de 37,5 mm. O valor 83 do diâmetro é nominal, já que na verdade está próximo de 83,7 mm.
A foto nº 1 mostra uma visão geral da “Ficha de Produto” desta embalagem. Mais tarde entraremos nos detalhes de cada uma das seções das quais é composto. Por enquanto, vamos ficar com a sua configuração geral. Um único documento reflete os dados básicos, a serem levados em conta em cada uma das etapas que são realizadas ao longo do processo, tais como: corte da folha da bobina, corte em tiras, desenho e embalagem. Em todos os casos são valores a serem alcançados sobre os elementos obtidos e, portanto, embora estejam diretamente ligados às dimensões das ferramentas, não necessariamente correspondem exatamente a eles. Dados mais complexos a serem determinados, tais como carga de verniz, lubrificação, etc., não são contemplados. Estas tarefas são mais apropriadas para o Departamento de Controle de Qualidade.
Há certas medidas ou valores que são refletidos duplamente, alguns para serem usados durante a configuração da máquina, e outros que devem ser cumpridos no curso da fabricação. As medidas que são consideradas críticas em cada etapa são marcadas com um triângulo.
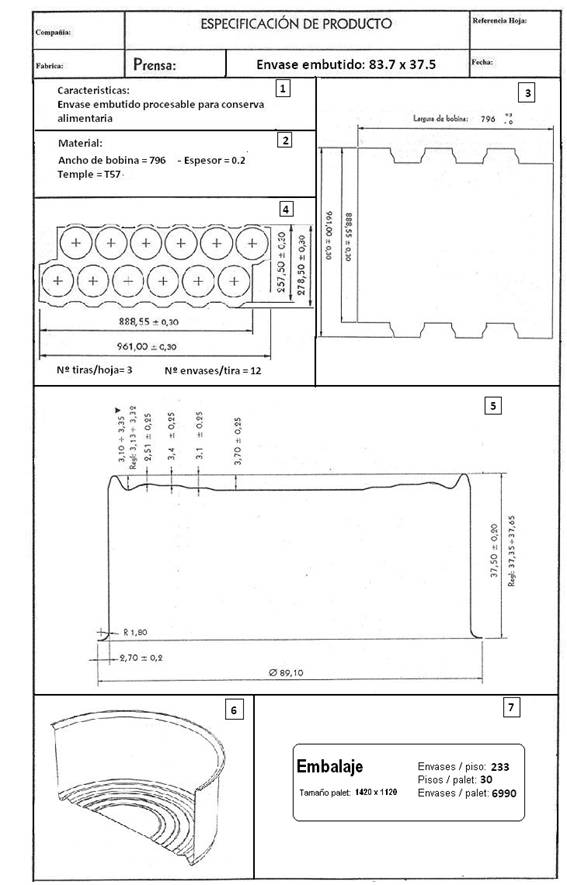
Figura nº: Folha de produto do recipiente RO 170
Vamos entrar nos detalhes de cada uma das operações.
As primeiras caixas permitem introduzir dados de identificação tais como: Empresa, fábrica, número de referência da folha, data…
A caixa marcada com 1 define o produto a ser fabricado e 2 define as características da matéria-prima, ou seja, a bobina metálica laminada.
CORTE DE BOBINAS METÁLICAS
A primeira operação é cortar a bobina em folhas com as dimensões certas. No cartão de exemplo, a caixa correspondente é marcada com o número 3. Para ajustar a linha de corte às medidas apropriadas, esta seção deve ser indicada:
– Dimensões e espessura do material da chapa
– Tolerâncias que podem ser assumidas. A largura da chapa coincide com a largura da bobina fornecida pela aciaria.
Para acompanhar a qualidade do trabalho em uma linha de corte de bobinas, recomendamos ver o artigo:
Controle de qualidade em linhas de corte de bobinas
CORTE DE LÂMPADA
As embalagens de folhas, uma vez envernizadas e/ou litografadas, passam para a linha de produção, onde a primeira operação é cortar a folha em tiras “roladas” – zig-zag, desde que a linha esteja equipada com uma tesoura tipo “scroll”. Esta operação pode ser feita separadamente, ou mesmo em uma tesoura circular em tiras retas.
Em qualquer caso, é necessário conhecer as características detalhadas da tira a ser obtida. No nosso exemplo, elas estão reflectidas na caixa nº 4. A faixa central é desenhada sobre ela, aqueles nas extremidades podem ter uma borda reta.
Também pode acontecer que a prensa trabalhe com uma folha completa, neste caso, esta operação não existe.
EMBUTTIÇÃO
Independentemente de se tratar de uma prensa com vários punções ou de uma única prensa de ferramentas, é necessário conhecer as medidas sobre as quais é possível actuar no equipamento. No caso de um contentor de repuxo profundo, estes são praticamente reduzidos às alturas, tanto do contentor como das diferentes molduras do perfil inferior do contentor. O resto é determinado pela ferramenta, e não é tarefa da secção de Produção actuar sobre ela.
No desenho nº 5 do cartão são anotadas as diferentes alturas para baixo. Deve-se notar que a altura e profundidade totais do perfil inferior têm um valor e tolerância duplos, correspondentes aos dados de configuração e produção, respectivamente.
A dimensão de profundidade do perfil inferior é marcada com um triângulo, indicando que se trata de uma medida crítica. Neste caso, porque o comportamento do perfil inferior durante o processo está ligado ao seu nível de relevo.
A operação de corte do material em excesso, que define o diâmetro externo do flange do recipiente e o valor do próprio flange, pode ser uma operação subseqüente e independente, localizada em outra prensa, ou pode ser realizada na mesma operação de montagem se a ferramenta de montagem for de dupla ação. No exemplo, consideramos o segundo caso e os seus dados são incorporados no desenho da operação de desenho.
COMPLEMENTOS
A folha de produto pode ser preenchida com um desenho do recipiente a ser obtido, ver caixa 6, e com dados na sua embalagem, ver caixa 7.
Outros dados também podem ser incluídos, tais como: valor de corte do molde de desenho, lubrificação a ser utilizada (tipo e carga), etc.
 uma lata para um produto de carne
uma lata para um produto de carne
 RELAÇÃO DE ALTURA NO FABRICO DE RECIPIENTES AEROSSÓIS
RELAÇÃO DE ALTURA NO FABRICO DE RECIPIENTES AEROSSÓIS
 MATRIZES PARA EMBALAGENS DE SALSICHAS
MATRIZES PARA EMBALAGENS DE SALSICHAS
 UTILIZAÇÃO PARA PLUGS Recipientes de Tinta
UTILIZAÇÃO PARA PLUGS Recipientes de Tinta
 FERRAMENTAS PARA ARCOS – RECIPIENTES DE TINTA
FERRAMENTAS PARA ARCOS – RECIPIENTES DE TINTA
 FICHA DE PRODUTO: EMBALAGEM “TRÊS PEÇAS”.
FICHA DE PRODUTO: EMBALAGEM “TRÊS PEÇAS”.
 SELOS PARA RECIPIENTES DE SALSICHAS
SELOS PARA RECIPIENTES DE SALSICHAS
 DWI RECIPIENTES DE DUAS PEÇAS
DWI RECIPIENTES DE DUAS PEÇAS
 SOBRETAMPA E TAMPAS DE ENCAIXE PARA RECIPIENTES METÁLICOS
SOBRETAMPA E TAMPAS DE ENCAIXE PARA RECIPIENTES METÁLICOS
 FICHA DO PRODUTO: TAMPAS
FICHA DO PRODUTO: TAMPAS



0 Comments