
INTRODUÇÃO
O TFS é um material normalmente utilizado na fabricação de tampas, fundos e recipientes de repuxo profundo. Pela sua natureza, é um produto mais delicado do que a folha-de-flandres, pelo que é necessário tomar uma série de precauções nas instalações de produção.
Tentaremos especificar uma sucessão de regras, que bem aplicadas irão melhorar os resultados finais na utilização deste material.
1º.- REGRAS GERAIS
Sempre que tiver de usar o TFS:
TODAS AS SUPERFÍCIES DE DESLIZAMENTO DAS LÂMINAS NAS MÁQUINAS, TRANSPORTADORES, FERRAMENTAS … DEVEM ESTAR NO LUGAR:
A.- LIMPEZA de todo o pó metálico.
Esta precaução é ainda mais importante se tiverem sido usados anteriormente com alumínio, uma vez que o pó deixado pelo alumínio é muito abrasivo e muito provavelmente causará arranhões no TFS.
B.- VERIFICADO do ponto de vista do deslizamento e da POLUIZAÇÃO
Todas as rebarbas, cortes, rugosidade, etc… devem ser removidos por trituração e polimento, caso contrário serão produzidos alguns arranhões que se tornarão maiores no futuro, pois a camada C.C.O. (Cromo-Cromato-Oxyde) se forma sobre estes cortes ou sobre as suas rebarbas.
Será necessário aplicar uma tira de teflon em certas superfícies das folhas de TFS para facilitar o deslizamento e evitar arranhões no TFS.
2º.- PARTES DO MATERIAL DE PRODUÇÃO A SEREM VERIFICADAS PARA A PRODUÇÃO DE FUNDOS TFS
1º.- EQUIPAMENTO
A.- Equipamentos genéricos
As regras gerais de limpeza de superfícies deslizantes, descritas acima, devem ser aplicadas aos equipamentos utilizados no fabrico de fundos e contentores de enchimento, como por exemplo:
– Linhas de corte de bobinas
– Equipamento de envernizamento, litografia ou revestimento em parafina
– Máquinas de rolo para cortar chapas em ziguezague ou outras máquinas de tosquia
– Prensas e suas máquinas de encaracolar
– Máquinas de goma
– Dispositivo de empilhamento e alimentação
– Dispositivos de suporte de lâminas em transportadores e máquinas
– Dispositivos magnéticos
– Espaçadores e amortecedores
A rugosidade e o desgaste que se formam nas superfícies deslizantes do equipamento listado devem ser:
– Monitorado regularmente
– Removido por lixamento e polimento
– Após a remoção, o acabamento da superfície é “polido com espelho”.
B.- Manuseamento e transporte
Indicamos abaixo uma série de fatores que precisam ser verificados, pois podem influenciar o aparecimento de fundos e recipientes feitos com TFS.
- 1.- Tempo decorrido entre a desembalagem das bobinas TFS e o corte das bobinas
- 2.- Dimensões dos patins da palete em relação às dimensões das folhas.
- 3.- Utilização de folhas de protecção nas embalagens
- 4.- Manobras da empilhadeira
- 5.- Taxa de transferência da loja de pacotes cortados para a seção de envernizamento
- 6.- Idade das tiras ou folhas envernizadas
- 7.- Método de cintagem e protecção da palete.
- 8.- Operação de devolução de paletes
- 9.- Utilização de caixas de cartão intercaladas em embalagens
- 10.- Empilhamento de paletes a várias alturas
- 11.- Método de alimentação das correias e seu posicionamento no carregador automático da prensa.
O estudo de cada um destes fatores deve ser reforçado para conhecer sua influência sobre os riscos de gerar riscos.
2º – MÁQUINAS
A – LINHA DE CORTE DE BOBINAS
Devem ser tomadas as seguintes precauções no que diz respeito às várias partes deste equipamento:
1º – Devem estar limpas e lisas.
2º – Eliminar arranhões e rebarbas.
3º – As partes rotativas devem girar livremente.
4º – Aplicar faixas protetoras de Teflon.
Detalhamos em particular as partes a verificar, mencionando o número de precauções a tomar
– Rolo de nivelamento : 1º e 2º rolo
– Rolos de laço: 2o e 3o.
– Rolos de mesa de alimentação: 2º e 3º
– Placa de detecção de furos: 1ª e 4ª
– Rolo de corte: 1º e 2º
– Flanges de ajuste de alimentação: 1ª e 2ª
– Guias e flanges para ajustar a mesa de alimentação: 1ª e 2ª
– Desvios de classificação: 1º, 2º e 4º
– Rolos Diabolo: 1o.
Esta lista de pontos deve ser revista periodicamente.
B- FORNOS LITOGRÁFICOS
Este equipamento requer atenção cuidada para que não cause danos às lâminas TFS. As seguintes considerações devem ser levadas em conta:
1.- O pó existente no forno pode ser uma causa de deterioração do verniz. A frequência da manutenção periódica deve ser rigorosa, pois após o término dos fundos é difícil encontrar a origem de uma imperfeição, sendo uma chance de detectar a falha durante o processo.
2.- O material envernizado TFS deve ser submetido a uma inspeção a fim de detectar defeitos causados pelas grelhas ou vibrações das lâminas.
3.- Um mau ajuste dos extractores de folhas da cadeia do recipiente pode ser a origem de um dano durante o empilhamento.
4.- Para superfícies deslizantes, aplicar as regras gerais descritas acima.
C.- MÁQUINA DE PARAFINA
Para este tipo de equipamento em particular, as seguintes recomendações devem ser levadas em conta:
1.- Embora esta máquina possa ser instalada independentemente ou incluída em uma linha, a manutenção periódica dos tubos e bicos de aplicação é uma operação essencial para obter uma aplicação uniforme da parafina.
2.- Observar as especificações de dosagem em miligramas por metro quadrado (mgr/m2) na aplicação em ambos os lados. Neste caso é obrigatório o uso de barras de pulverização dupla para a aplicação da parafina.
3.- Verificar regularmente todas as superfícies deslizantes, aplicando as regras gerais descritas acima.
D.- SCROLL
As seguintes áreas devem ser mantidas muito limpas e lisas e todos os arranhões e rebarbas devem ser removidos:
– Guias de Fluxo de Folhas
– Rolos ou barras de arrasto
Estes elementos têm de ser verificados periodicamente
E.- PRENSA E MÁQUINA DE ENROLAR
Os pontos a ter em conta são:
– Mesa alimentadora com barras de pressão e patins
– Patins de travagem
– Placa de alimentação de energia
– Corrediças
– Placa de ferramentas
– Guias de ferro de frisar
Todos eles devem cumprir as regras e evitar arestas vivas e desgaste pesado.
F.- ENGOMADORA
Peças a serem verificadas em particular:
– Mesa alimentadora
– Guias de fundos
– Top trailing stops
– Paradas para o fundo do mar
Todos eles devem estar limpos e lisos. Os batentes inferiores devem rodar livremente e suavemente.
3º -MORNIDADE
Precauções a serem tomadas sobre eles:
A.- ACABAMENTO DE SUPERFÍCIE
1.- As superfícies das peças da ferramenta em contato com o metal devem ter um polimento de Ra = 0,1 microns. Esta recomendação aplica-se tanto a peças novas como reparadas e deve ser implementada mesmo que o manual de instruções mecânicas da instalação não a especifique.
2.- Uma utilização racional dos materiais, equipamentos e procedimentos garantirá um reparo adequado das superfícies da ferramenta.
3.- O desenho é uma operação no decorrer da qual algumas áreas do material são susceptíveis de aparecerem nuas, perdendo a sua protecção. O desenho seguinte mostra as peças da ferramenta que devem ter um acabamento superficial de alta qualidade de 0,1 mícron.
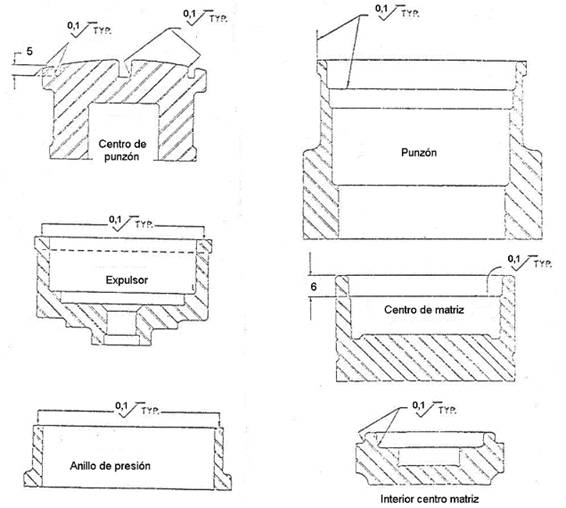
É necessário verificar se nenhuma das peças marcadas com o sinal polido aqui, tem riscos ou marcas visíveis, usando um contador de fios ou uma lupa de 10x.
B.- TOLERÂNCIAS
As tolerâncias de fabricação das peças acima mencionadas devem ser reduzidas pela metade, em comparação com aquelas normalmente utilizadas para um molde projetado para fabricar fundos de folha-de-flandres.
Voltar para Raw Material Cans World
 SOUDRONIC UTILIZA TECNOLOGIA DE PANDIA PARA MONITORIZAR E ANALISAR ERROS DE INSTALAÇÕES E MÁQUINAS
SOUDRONIC UTILIZA TECNOLOGIA DE PANDIA PARA MONITORIZAR E ANALISAR ERROS DE INSTALAÇÕES E MÁQUINAS
 BEBIDAS ESPIRITUOSAS SOLARES UTILIZA A PRIMEIRA LATA DE ALUMÍNIO TOTALMENTE RECICLADA DO MUNDO
BEBIDAS ESPIRITUOSAS SOLARES UTILIZA A PRIMEIRA LATA DE ALUMÍNIO TOTALMENTE RECICLADA DO MUNDO
 LATAS, AEROSSÓIS E BRIKS, OS PRODUTOS QUE CRIAM MAIS DÚVIDAS QUANDO SE TRATA DE RECICLAGEM.
LATAS, AEROSSÓIS E BRIKS, OS PRODUTOS QUE CRIAM MAIS DÚVIDAS QUANDO SE TRATA DE RECICLAGEM.
 LATAS DE ALUMÍNIO: O QUE É QUE POUPAMOS QUANDO AS RECICLAMOS?
LATAS DE ALUMÍNIO: O QUE É QUE POUPAMOS QUANDO AS RECICLAMOS?
 QUANDO A EMBALAGEM METÁLICA SE TORNA UM ARTIGO DE COLECÇÃO
QUANDO A EMBALAGEM METÁLICA SE TORNA UM ARTIGO DE COLECÇÃO
 APEAL PUBLICA NOVO RELATÓRIO DE BOAS PRÁTICAS SOBRE RECICLAGEM DE EMBALAGENS DE AÇO
APEAL PUBLICA NOVO RELATÓRIO DE BOAS PRÁTICAS SOBRE RECICLAGEM DE EMBALAGENS DE AÇO
 GRUPO CANPACK COMPROMETE-SE A UTILIZAR ELECTRICIDADE RENOVÁVEL ATÉ 2022
GRUPO CANPACK COMPROMETE-SE A UTILIZAR ELECTRICIDADE RENOVÁVEL ATÉ 2022
 Trivium Argentina será a primeira a utilizar alumínio reciclado pós-consumo nas Américas
Trivium Argentina será a primeira a utilizar alumínio reciclado pós-consumo nas Américas



0 Comments