
Dimensionamento, ferramental para sua execução e controle de qualidade para os furos necessários a serem realizados para a montagem de um gargalo metálico.
INTRODUÇÃO
Em recipientes destinados a conter produtos industriais, é comum fornecer-lhes um bucim ou um bico de verter para facilitar o esvaziamento. Isto é especialmente útil quando o produto contido é um líquido como um solvente, um verniz, etc….
Esta glândula é coberta com uma tampa que também funciona como um selo de garantia, para garantir a sua inviolabilidade antes da utilização. Os tipos de glândulas e tampões utilizados pelo mercado são muito variados. Estão disponíveis em metal, plástico, misturados, etc. Mas em todos os casos é sempre necessário fazer um furo na tampa do recipiente para acomodar esta glândula e fixá-la à tampa.
Se o gargalo/plug é feito de plástico, o furo é normalmente prensado. Por outro lado, se a glândula é feita de metal – folha-de-flandres – a solda é usada para fixá-la. Um exemplo de um recipiente com glândula/capa metálica é mostrado no desenho nº 1:
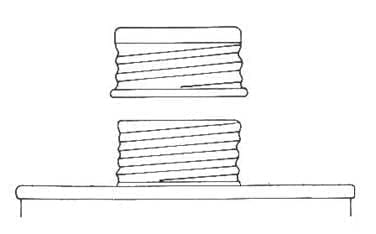
Figura nº 1: Fim do recipiente com gargalo metálico
SOLDAGEM ÚTIL
Esta solda pode ser feita eletricamente por solda à vista ou, mais comumente, por adição de uma liga de chumbo de estanho na área onde a glândula é fixada à perfuração na tampa do recipiente. Esta última liga é aplicada fundida por meio de um equipamento composto por um bico injetor que deposita um jato de liga líquida em um ponto externo da área de junção da tampa-collet. Este bico é aberto ou fechado pela ação de uma agulha interna com mola que é acionada por um eletroímã ou por um sistema pneumático. O bico age quando detecta a presença de um recipiente com glândula por meio de uma cabeça sensora.
O equipamento é completado com um tanque de liga localizada num plano mais alto do que o plano de aplicação e aquecido por resistências. A liga flui por gravidade através de um conduto que comunica com o bico. Esta conduta tem de ser mantida quente por meio de resistências eléctricas e isolada termicamente para que a liga permaneça líquida. Quando a actividade termina, o circuito deve ser purgado para o manter livre.
Para que a solda funcione e sele toda a área, é necessário aplicar um fluxo para a área com antecedência. Isto também é feito por meio de um bico a montante ao qual o decapante é pressionado por um tanque e aplicado intermitentemente por um sistema semelhante ao utilizado com a liga. Todo o conjunto é instalado em um transportador através do qual os recipientes passam.
Os recipientes são então passados debaixo de uma bateria de queimadores a gás, que refundem a liga, aplicando calor na zona de soldadura. Por acção capilar, a lata fundida espalha-se por toda a área da junta de furação, cobrindo a aresta de corte do orifício onde existe aço exposto e que pode apresentar sinais de oxidação.
CONGELAÇÃO
Para preparar o buraco na tampa que posteriormente irá alojar a glândula, você pode usar:
– 1º: Incorporar na matriz de fabricação da capa algumas peças que perfuram e conformam a mesma.
– 2º: Para realizar esta operação após a fabricação da tampa, a partir de fundos normais, utilizando uma ferramenta especial montada sobre uma prensa equipada com um alimentador inferior.
A primeira opção é mais econômica porque evita uma segunda operação, mas a segunda é mais flexível porque a mesma ferramenta pode ser usada para diferentes tamanhos de tampa.
Descreveremos um exemplo de ferramenta para tornar este furo válido para o segundo caso.
A perfuração para abrigar um gargalo metálico soldado por liga de chumbo de estanho à tampa tem geralmente a forma mostrada na figura 2. Consiste num buraco com uma saia exterior virada para o exterior. A possível rebarba de corte é posicionada na borda interna desta saia.
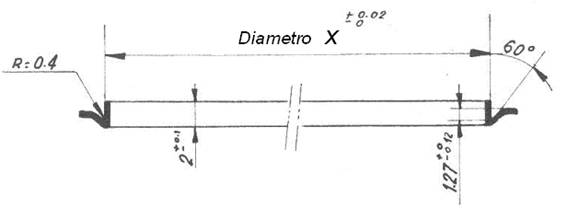
Figura nº 2: Perfuração para glândula metálica
O diâmetro externo da caixa X deve ser 0,40 mm menor do que o diâmetro interno do gargalo na sua base. Esta glândula acomoda-a na ranhura exterior do furo com 0,4 raio.
UTILLAJE
O molde para fazer a perfuração é muito simples. Um exemplo é mostrado na Figura 3. É formado, na sua parte superior, por um punção de corte A, com seu punção I, unido por meio do parafuso A. O diâmetro de corte do punção, para uma perfuração do tipo mostrado no desenho nº 2, é aproximadamente 4 mm. menor do que o diâmetro X do mesmo. O diâmetro interno do suporte do punção coincide com o valor X.
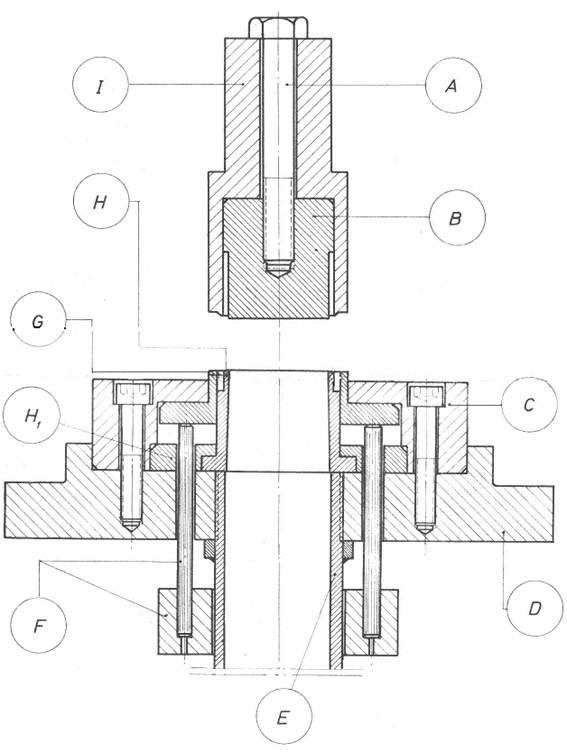
Figura nº 3: Perfuração para glândula metálica
A parte inferior é composta por uma lâmina H com o seu anel de fixação H1, um anel de pressão G, uma parte C para fixar o conjunto à base D e um sistema de pressão inferior.
O valor do diâmetro externo da lâmina H, que calibra o metal dentro do furo, deve ser igual a X menos o dobro da espessura do metal da tampa. O diâmetro interno do anel do empurrador G é X mais 5 mm. O resto das medidas são definidas proporcionalmente às indicadas.
O material a ser utilizado para a construção das diferentes peças será aço ferramenta – não deformável – com um alto teor de cromo. Todas as peças em contacto com a folha-de-flandres devem ser tratadas com uma dureza de 60- 62 HRc, excepto o punção que será um pouco mais suave. O resto pode ser feito de aço mais barato.
CONTROLO DE QUALIDADE
A perfuração deve ser verificada frequentemente com os meios apropriados. Para este efeito, será estabelecido um plano de controlo por amostragem e serão utilizadas duas bitolas para verificar o seu diâmetro e alturas.
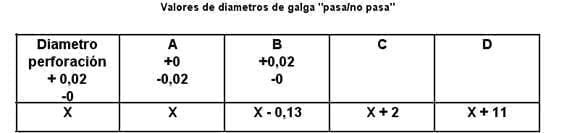
A Figura 4 mostra um simples calibre “pass-fail” que é muito válido para verificar o diâmetro exterior X do furo.
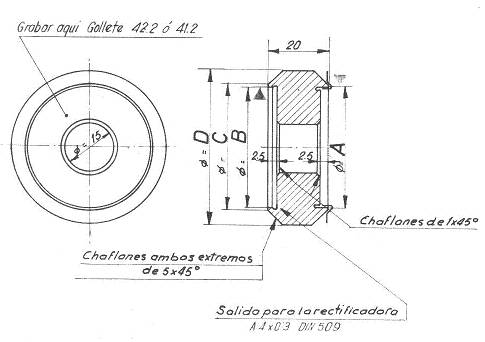
Figura nº 4: Manômetro para controle do diâmetro do furo
Para dimensioná-lo em relação ao valor X a ser verificado, podem ser utilizados os valores mostrados na tabela seguinte:
 Para controlar a altura da saia do orifício e o seu desnível em relação ao painel de cobertura, pode usar um calibre como o mostrado no desenho nº 5.
Para controlar a altura da saia do orifício e o seu desnível em relação ao painel de cobertura, pode usar um calibre como o mostrado no desenho nº 5.
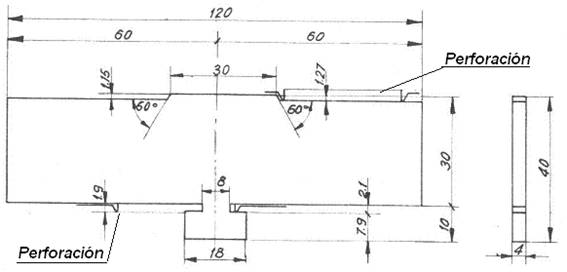
Figura nº 5: Medidor de controle de altura do furo
COMENTÁRIO
Para furos destinados a acomodar glândulas/chutes de plástico, com as modificações apropriadas, podem ser usadas ferramentas semelhantes às mostradas.
Existem outros trabalhos sobre glândulas plásticas neste site.
 Cálculo teórico do volume de borracha necessário para o fechamento de um recipiente metálico.
Cálculo teórico do volume de borracha necessário para o fechamento de um recipiente metálico.
 MONTAGEM DE GLÂNDULAS PLÁSTICAS
MONTAGEM DE GLÂNDULAS PLÁSTICAS
 SOBRETAMPA E TAMPAS DE ENCAIXE PARA RECIPIENTES METÁLICOS
SOBRETAMPA E TAMPAS DE ENCAIXE PARA RECIPIENTES METÁLICOS
 CÁLCULO DO CUSTO PADRÃO DE UMA COBERTURA
CÁLCULO DO CUSTO PADRÃO DE UMA COBERTURA
 DETERMINAÇÃO DO CORTE DE UM TAMPÃO DE FUNDO
DETERMINAÇÃO DO CORTE DE UM TAMPÃO DE FUNDO
 DIMENSÕES PARA CÚPULAS DE AEROSSOL DENTADO
DIMENSÕES PARA CÚPULAS DE AEROSSOL DENTADO
 DOMÍNIOS AEROSOL
DOMÍNIOS AEROSOL
 FECHOS DE RECIPIENTES DE TINTA
FECHOS DE RECIPIENTES DE TINTA
 EVOLUÇÃO DO PERFIL DE Ø99 FUNDOS-STOPS
EVOLUÇÃO DO PERFIL DE Ø99 FUNDOS-STOPS
 TAMPAS DE FÁCIL ABERTURA PARA CONSERVAS
TAMPAS DE FÁCIL ABERTURA PARA CONSERVAS



0 Comments