
Entende-se como litografia de um material, a aplicação de um sistema litográfico externo completo, que pode incluir: armhole (ou acoplamento), tintas diferentes e verniz de acabamento.
O tipo normal de controle a ser aplicado compreende uma série de dois tipos de testes:
A.- Controle por Atributos: visualmente.
B.- Controlo por Variáveis: ensaios destrutivos
As condições aplicáveis para este controle podem ser do seguinte tipo:
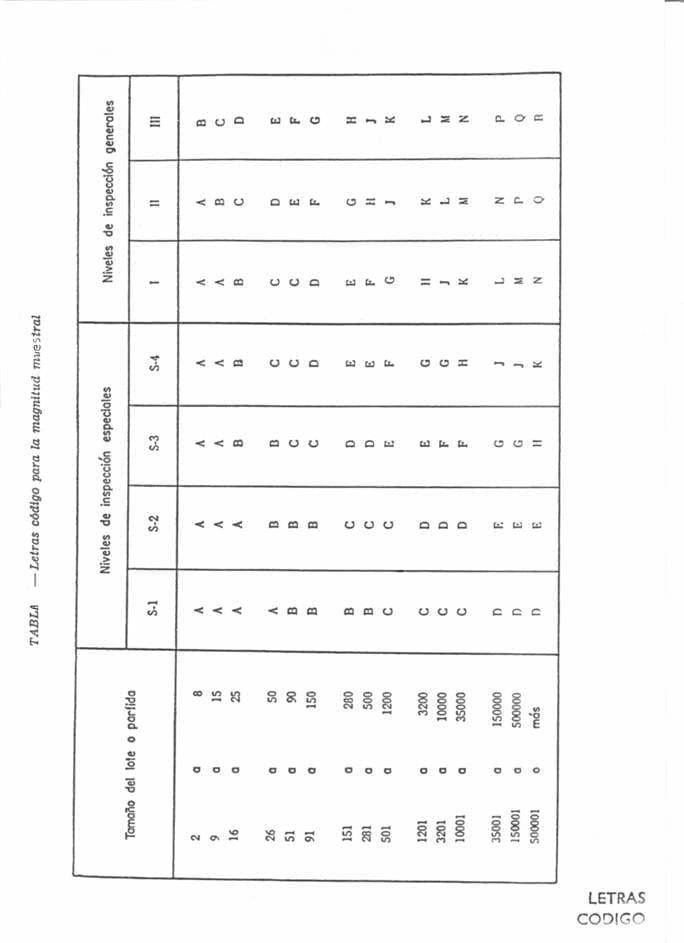
A.- Controle por Atributos (tomando como referência o Padrão Militar)
Verificação: Horário
Nível de inspecção: Especial S-3 (Ver tabela A 1 anexa no final*).
Tamanho do lote: 3.201-10.000
Carta de código: F (Ver tabela B 1 anexa no final*)
Nº de amostras 20 folhas
Esquema de amostragem: Simples
Tipo de inspeção: Normal
Para o tratamento destas tabelas e dos critérios de NQA é recomendável ver o trabalho “NORMAS DE RECEPÇÃO”.
B.- Controle por Variáveis
Verificação: Horário
No. de amostras: Uma folha
TESTES RECOMENDADOS PARA O CONTROLE DE QUALIDADE DE UMA LITOGRAFIA
ÍNDICE DE TESTE
1 – Identificação do material
2 – Aspecto da litografia
3 – Registro da litografia
4 – Comparação de cores
5 – Identificação do símbolo U.P.C.
6 – Exposição de metais
7 – Teste de dureza
8 – Resistência ao desenho
9 – Resistência à esterilização
DESCRIÇÃO DOS TESTES
1.- IDENTIFICAÇÃO DO MATERIAL
OBJETIVO:
Verifique se o material (folha-de-flandres, TFS, alumínio…) destinado à impressão é o previsto na encomenda.
VERIFICAR A FREQUÊNCIA:
Após a recepção de cada encomenda na oficina Litografia.
DISPOSITIVO A SER USADO:
Nenhuma. Verificação visual
FORMULÁRIO PARA REGISTO DE RESULTADOS:
Registre quaisquer anomalias na coluna “OBSERVAÇÕES” no formulário C.
MÉTODO DE VERIFICAÇÃO:
Determinar visualmente:
– Se cada embalagem for acompanhada da respectiva etiqueta.
– Se a etiqueta estiver devidamente preenchida com todos os seus dados apropriados
– Se as etiquetas corresponderem ao material definido na Ordem de trabalho em aberto para esta ordem
2.- ASPECTO DA LITOGRAFIA
OBJETIVO:
Certifique-se de que a litografia tem uma aparência adequada.
VERIFICAR A FREQUÊNCIA:
Pegue 20 folhas acabadas, não consecutivas, no início do final de cada tiragem, e depois a cada hora, na saída do forno da linha de impressão.
DISPOSITIVO A SER USADO:
Nenhuma. Verificação visual
FORMULÁRIO PARA REGISTO DE RESULTADOS:
Impresso C
ESPECIFICAÇÕES DE TRABALHO
Ausência de defeitos visuais óbvios
MÉTODO DE VERIFICAÇÃO:
Verifique cada folha para:
– Nitidez do design e registo de cores adequado (correspondência de cores)
– Defeitos óbvios, tais como litografia manchada, manchas, verso sujo, marcas de grelhados, etc.
– Lombadas, vincos, lombadas, bordas dobradas e/ou esquinas
– Arranhões ou outras abrasões nos empilhadores
Reserve uma folha, ao acaso, para testes destrutivos.
3.- INSCRIÇÃO LITOGRÁFICA
OBJETIVO:
Verifique se a mancha litográfica está posicionada corretamente na folha.
VERIFICAR A FREQUÊNCIA:
Uma folha no início da conclusão de cada corrida e cada hora depois.
DISPOSITIVO A SER USADO:
Mesa de decalque, lâminas mestras ou medidor de profundidade
FORMULÁRIO PARA REGISTO DE RESULTADOS:
Impresso C
ESPECIFICAÇÕES DE TRABALHO
Consultar o desenho do layout de impressão correspondente na folha de mídia. Veja no final do traçado um exemplo disso (Desenho E).
MÉTODO DE VERIFICAÇÃO:
Verifique com uma tabela de traçado ou correndo as folhas-mestras se a posição da mancha litho está devidamente colocada sobre a folha. Se não estiverem disponíveis, as medições podem ser feitas com um medidor de profundidade.
4- COMPARAÇÃO DE CORES
OBJETIVO:
Verificar se as cores da litografia correspondem à gama prevista na ordem de trabalho.
VERIFICAR A FREQUÊNCIA:
Uma folha acabada a cada hora.
DISPOSITIVO A SER USADO:
Verificação visual por comparação com a prova de cor aceite pelo cliente
FORMULÁRIO PARA REGISTO DE RESULTADOS:
Impresso D
ESPECIFICAÇÕES DE TRABALHO
A cor deve estar dentro dos limites aceitáveis do teste.
CHECK BOX:
Inspecione a folha contra a prova de cor aceita pelo cliente.
5.- IDENTIFICAÇÃO DO SÍMBOLO U. P. C.
OBJETIVO:
Verifique se o código está impresso correctamente e se pode ser lido.
VERIFICAR A FREQUÊNCIA:
Uma folha terminada, no início da conclusão de cada corrida e, em seguida, a cada hora.
DISPOSITIVO A SER USADO:
leitor de código
FORMULÁRIO PARA REGISTO DE RESULTADOS:
Impresso D
ESPECIFICAÇÕES DE TRABALHO
Os dígitos decodificados devem ser exibidos na tela e um “bip” sonoro deve ser emitido. A verificação dos dígitos deve ser verificada no início de cada nova execução.
MÉTODO DE VERIFICAÇÃO:
Passe a cabeça de digitalização sobre os códigos de barras nos quatro cantos da folha. Os dígitos descodificados devem aparecer no visor e um “bip” sonoro deve soar sobre cada código.
6.- EXPOSIÇÃO DE METAIS
OBJETIVO:
Verificar se a cobertura das tintas e especialmente do verniz de acabamento do sistema utilizado, é adequada para proteger o metal.
VERIFICAR A FREQUÊNCIA:
Uma folha terminada, no início da conclusão de cada corrida e, em seguida, a cada hora.
DISPOSITIVO A SER USADO:
Esfregaço de algodão humedecido com solução de sulfato de cobre
FORMULÁRIO PARA REGISTO DE RESULTADOS:
Impresso D
ESPECIFICAÇÕES DE TRABALHO
Não deve haver deposição de cobre metálico em nenhuma área da chapa.
MÉTODO DE VERIFICAÇÃO:
Esfregue a superfície do lençol com a lã de algodão humedecida. Deixe a solução actuar durante alguns segundos e depois lave o lençol sob água corrente.
Procure a olho nu, ou com a ajuda de uma conta, possíveis manchas ou áreas de deposição de cobre.
7.- TESTE DE DUREZA
OBJETIVO:
Determinar se o verniz de acabamento é suficientemente resistente a arranhões para suportar o manuseamento normal do recipiente.
VERIFICAR A FREQUÊNCIA:
Opcional. Realizar somente quando houver dúvidas sobre o comportamento do material.
DISPOSITIVO A SER USADO:
Esclerómetro ou Vareta Durométrica adequada
FORMULÁRIO PARA REGISTO DE RESULTADOS:
Impresso D
ESPECIFICAÇÕES DE TRABALHO
Não existe. É necessário estabelecê-los para os diferentes vernizes de acabamento, após uma série de 15 testes em tantos lotes.
MÉTODO DE VERIFICAÇÃO:
Medir e registar o grau de dureza em 2 exemplares (transversal e longitudinal ao sentido do envernizamento), seguindo as instruções dadas com o aparelho.
8.- RESISTÊNCIA AO DESENHO
OBJETIVO:
Verifique se a litografia suporta adequadamente o desenho profundo, naqueles trabalhos que se destinam à fabricação de embalagens de desenho profundo.
VERIFICAR A FREQUÊNCIA:
Uma folha no início da conclusão de cada corrida e cada hora depois.
DISPOSITIVO A SER USADO:
Prensa de teste ou de produção. O melhor dispositivo Erichsen, se disponível.
FORMULÁRIO PARA REGISTO DE RESULTADOS:
Impresso D
ESPECIFICAÇÕES DE TRABALHO
Não deve haver alteração óbvia da superfície decorada, nem antes nem depois de submeter as amostras de desenho profundo ao teste de resistência à esterilização.
MÉTODO DE VERIFICAÇÃO:
Obter um mínimo de 6 espécimes de traçado profundo e examinar metade deles quanto a rugosidade, riscos, descamação radial, porosidade, etc.
Submeter as restantes amostras ao teste de resistência à esterilização e depois testá-las de acordo com os mesmos critérios que os anteriores.
9.- RESISTÊNCIA À ESTERILIZAÇÃO
OBJETIVO:
Certifique-se de que a litografia resiste ao processo de autoclavagem de conservas.
VERIFICAR A FREQUÊNCIA:
Uma folha no início da conclusão de cada corrida e cada hora depois.
DISPOSITIVO A SER USADO:
Autoclave
FORMULÁRIO PARA REGISTO DE RESULTADOS:
Impresso D
ESPECIFICAÇÕES DE TRABALHO
Não deve haver alterações na tonalidade da tinta, absorção de água, perda de dureza e aderência, etc. …. assim que as amostras tenham atingido a temperatura ambiente.
MÉTODO DE VERIFICAÇÃO:
Examinar as amostras, planas ou de traçado profundo de acordo com o seu destino final, após terem sido submetidas a um processo térmico de 45 minutos a 121ºC em água ou vapor.
Teste-os para a aderência, dureza, etc… assim que os tiver secado com papel absorvente.
DEFINIÇÃO DAS CATEGORIAS OU GRAUS DE GRAVIDADE DOS DEFEITOS
1.-Crítico
Defeito que torna o material processado inutilizável para o uso final a que se destina. Portanto, a sua existência implicará uma rejeição segura pelo cliente num período de tempo mais ou menos curto.
2.- Major
Defeito que não torna o material processado inutilizável, mas que certamente será rejeitado pelo cliente por razões de aparência.
3.- Menor
Defeito que provavelmente, mas certamente não certamente, será rejeitado pelo cliente por razões de aparência.
Nota: Como uma ajuda adicional para o ajudar a introduzir os defeitos de columbofilia na sua categoria, siga a referência abaixo:
- Crítico: Uma falha que é óbvia para qualquer um, mesmo que não esteja familiarizado com a nossa indústria.
- Major – Defeito claro para a maioria dos leigos no assunto, e definitivamente inaceitável para os clientes.
- Menor – Falha perceptível para a maioria dos clientes, mas não para todos, e definitivamente censurável para o nosso pessoal técnico.
DEFEITOS DE IMPRESSÃO VISUAL – DEFINIÇÕES
(Por atributos)
01.- MÁ COMBINAÇÃO DE CORES (MAU REGISTO LITOGRÁFICO)
– MAIOR: Registro deficiente de uma ou mais tintas, resultando em uma impressão desfocada ou claramente defeituosa.
– MENOR: Desalinhamento de uma ou mais tintas que, sem atingir o grau de impressão desfocada, produz um demérito de nitidez.
02.- DIFERENÇAS DE TONALIDADE NA FOLHA
– MAJOR: Quando existem, a olho nu, diferenças apreciáveis de tonalidade em uma ou mais cores, dentro da mesma folha.
– MINOR: Quando há pequenas diferenças de tonalidade dentro da mesma folha.
03.- DIFERENÇAS DE TONALIDADE NA TIRAGEM
– MAIOR: Quando são detectadas diferenças apreciáveis na tonalidade, em uma ou mais cores, entre folhas diferentes de uma mesma tiragem.
– MENOR: Quando são detectadas pequenas diferenças de tonalidade, em uma ou mais cores, entre folhas diferentes de uma mesma tiragem.
04.- SUJEIRA NAS FOLHAS
– MENOR: Qualquer tipo de contaminação, além de tinta ou graxa no exterior das folhas.
05.- TEXTO ILEGÍVEL
– CRÍTICO: Qualquer defeito que impeça a leitura fácil do texto legal no rótulo (pesos, ingredientes, data de validade, etc.).
– MAJOR : Qualquer defeito de impressão que impeça a leitura fácil do texto opcional.
06.- MANCHAS DE TINTA
– CRÍTICO: Manchas de qualquer tamanho, que impedem a perfeita legibilidade do texto legal de qualquer elemento da folha.
– MAJOR : Manchas de qualquer tamanho, que não impedem a leitura do texto legal, mas deterioram a aparência geral da impressão.
– MINOR : Manchas de pequena entidade, que deterioram o bom aspecto de algum elemento isolado da folha.
07.- ARRANHÕES OU ABRASÕES
– MAJOR : Quando são profundas e atingem o metal ou impedem uma boa leitura do rótulo.
– MENOR : Quando são superficiais e não impedem a leitura do rótulo, mas deterioram a boa aparência da impressão.
08.- GRÁFICO
– MINOR : Qualquer tipo e quantidade que apareça no exterior das folhas.
09.- IMPRESSÃO FORA DE MEDIDAS
– CRÍTICO : Dimensões incorrectas da impressão, que afectam seriamente a aparência do material processado ou tornam impossível o processamento correcto do material.
– MENOR : Dimensões incorrectas da impressão, mas que não afectam o aspecto ou impedem o seu correcto processamento.
10.- RESERVAS DEFEITUOSAS
– CRÍTICO : Reservas, geralmente menores do que a largura especificada, o que impossibilita o processamento correto do material.
– MAJOR : Reservas incorrectas que afectam o bom aspecto visual do material processado.
DEFEITOS DE IMPRESSÃO NÃO-VISUALMENTE DETECTÁVEIS – DEFINIÇÕES
(Por variáveis)
01.- DIFERENÇA DE TONALIDADE COM A GAMA DE CORES
– MAJOR: Diferença apreciável entre a tonalidade da tiragem e a gama de cores aprovada pelo cliente.
– MINOR: Pequenas diferenças entre a tonalidade da tiragem e a gama de cores aprovada pelo cliente.
02.- CÓDIGO UPC DEFEITUOSO
– CRÍTICO: Quando o leitor detecta anomalias no código.
03.- EXPOSIÇÃO DE METAIS
04.- TESTE DE DUREZA
05.- RESISTÊNCIA AO DESENHO
06.- RESISTÊNCIA À ESTERILIZAÇÃO
Para os defeitos 03 a 06, siga o que se reflete nas seções “Especificações de trabalho” e “Método de verificação” para cada teste e os critérios indicados em “Definição das categorias de graus de gravidade dos defeitos: crítico, maior e menor”.
TABELA A
IMPRESSÃO C
| CONTROLO DE QUALIDADE DOS MATERIAIS LITOGRÁFICOS | ||||||||||||||||
| Impresso A | ||||||||||||||||
| CONTROLE DE ATRIBUTOS | ||||||||||||||||
| Número do pedido. | ||||||||||||||||
| Data | ||||||||||||||||
| Hora | ||||||||||||||||
| Tamanho da amostra | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 |
| Má combinação de cores | ||||||||||||||||
| Diferença de tonalidade da folha | ||||||||||||||||
| Tiro de Diferença de Sombreamento | ||||||||||||||||
| Folhas de sujidade | ||||||||||||||||
| Texto não legível | ||||||||||||||||
| Manchas de tinta | ||||||||||||||||
| Arranhões, abrasões | ||||||||||||||||
| Graxa | ||||||||||||||||
| Impressão em tamanhos diferentes | ||||||||||||||||
| Marcações com defeito | ||||||||||||||||
| Observações | ||||||||||||||||
Desenho do diagrama de layout de impressão no material da folha.
Este diagrama mostra o layout de impressão de um pacote de desenho profundo. É desenhado na face exterior:
– Setas pretas mostram a direção da alimentação da folha na impressão – litografia – e na operação de corte com rolo.
– A roda de corte e as áreas destinadas a conter texto (áreas forradas).
– A posição de cada corte na lâmina.
– A disposição dos batentes de referência – 3 triângulos pretos – na litografia e nas operações de corte scroll.
É desenhado no lado de dentro:
– Setas pretas mostram a direção da linha de corte da bobina, a direção da folha na linha de revestimento e a direção das tiras individuais na prensa de desenho.
– A disposição das paragens de referência – 3 triângulos negros – nestas três operações, e são as mesmas que no “exterior”.
Com estes dados é possível verificar, numa folha litografada, se os círculos impressos estão bem posicionados.
IMPRESSÃO D
| CONTROLO DE QUALIDADE DOS MATERIAIS LITOGRÁFICOS | ||||||||||||||||
| Imprimir B | ||||||||||||||||
| CONTROLE DE ATRIBUTOS | ||||||||||||||||
| Número do pedido. | ||||||||||||||||
| Data | ||||||||||||||||
| Hora | ||||||||||||||||
| Comparação com a gama de cores | ||||||||||||||||
| Símbolo UPC | ||||||||||||||||
| Exposição de metais | ||||||||||||||||
| Teste de dureza | ||||||||||||||||
| Resistência ao desenho | ||||||||||||||||
| Resistência à esterilização: | ||||||||||||||||
| Amostras planas | ||||||||||||||||
| Salsichas | ||||||||||||||||
 RELAÇÃO ENTRE RUGOSIDADE DA SUPERFÍCIE E QUALIDADE DO REVESTIMENTO
RELAÇÃO ENTRE RUGOSIDADE DA SUPERFÍCIE E QUALIDADE DO REVESTIMENTO
 Novos recursos e capacidades para sistemas de inspeção de impressão e envernizamento
Novos recursos e capacidades para sistemas de inspeção de impressão e envernizamento
 controlo de qualidade no fabrico de recipientes metálicos
controlo de qualidade no fabrico de recipientes metálicos
 TRATAMENTOS DE SUPERFÍCIE DE MATERIAIS REVESTIDOS
TRATAMENTOS DE SUPERFÍCIE DE MATERIAIS REVESTIDOS
 TAREFAS DE CONTROLE DE QUALIDADE EM UMA LINHA DE 3 PEÇAS
TAREFAS DE CONTROLE DE QUALIDADE EM UMA LINHA DE 3 PEÇAS
 CONTROLE DE QUALIDADE CÚPULA DE VÁLVULAS DE CONTROLE DE QUALIDADE
CONTROLE DE QUALIDADE CÚPULA DE VÁLVULAS DE CONTROLE DE QUALIDADE
 PONTOS DE QUALIDADE EM LINHAS DE CORTE DE BOBINAS
PONTOS DE QUALIDADE EM LINHAS DE CORTE DE BOBINAS
 TESTES PARA CONTROLAR A QUALIDADE DE APLICAÇÃO DOS VERNIZES
CONTROLE DE QUALIDADE EM LINHAS DE CORTE DE BOBINAS
TESTES PARA CONTROLAR A QUALIDADE DE APLICAÇÃO DOS VERNIZES
CONTROLE DE QUALIDADE EM LINHAS DE CORTE DE BOBINAS




0 Comments