
SÍNTESE
Define a função do flange inferior na operação de fechamento de um recipiente, as diferentes formas do flange utilizado, como medi-lo e suas dimensões adequadas em relação ao fechamento utilizado.
FUNÇÃO DA ASA INFERIOR
A flange inferior tem a tarefa fundamental de fornecer o metal necessário para formar o gancho inferior durante o fechamento do recipiente. Esta não é a única função da ala, pois poderíamos listar várias outras. Podemos resumi-los:
– 1ª.- Fornecer material suficiente para a formação do gancho inferior no fecho.
– 2ª.- Permitir o empilhamento dos fundos em pilhas sem que estes se encaixem entre si.
– 3º – Para facilitar a alimentação unitária dos fundos nas máquinas de costura.
– 4º – Para alojar a junta de borracha que assegura a vedação do selo.
A asa inferior tem uma forma característica, embora admita diferentes variantes que veremos mais adiante. A Figura 1 mostra um exemplo típico do perfil de uma asa acabada, e o nome dado a cada uma das suas partes.
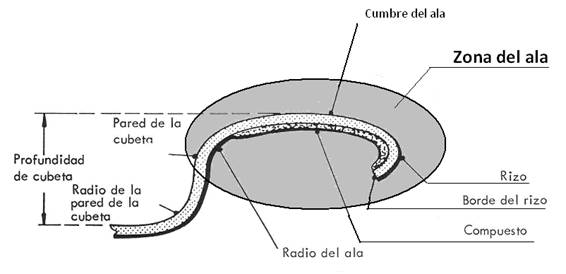
Figura nº1: Forma típica de uma asa inferior
No trabalho:
– Teoria de Fechamento Parte 1
Explicámos esta terminologia, por isso não vamos voltar a ela.
FORMAS DE ASAS
O flange recebe uma primeira configuração no molde da prensa, no momento do corte e do desenho profundo do fundo. Neste primeiro passo, a sua ondulação é reta e vertical. É terminado numa segunda operação na máquina de encaracolar, normalmente ligada à parte de trás da prensa, na qual a borda é virada para uma forma inclinada e para dentro. Os diferentes desenhos das asas que apresentamos, são sempre uma vez terminado o fundo, ou seja, depois de passar pela prensa, máquina de enrolar e máquina de colar.
As várias formas de asas que foram utilizadas desde o século XIX até aos dias de hoje evoluíram da seguinte forma:
1º – Asa plana
É o desenho mais antigo. A asa é horizontal e plana e a subsequente operação de enrolamento não é realizada sobre ela. Está quase fora de uso hoje. Ver figura nº 2.

Figura nº 2: Asa plana
Este tipo de flange tem certas vantagens, tais como: a prensa é de design muito simples e económico, não é necessária nenhuma máquina de enrolar e a instalação de fabrico é muito simples e barata.
No entanto, as desvantagens são mais graves, tais como: as tampas quebrando juntas, falta de empilhamento, dificuldades de manuseio, desgaste das ranhuras do rolo de vedação.
2º – Asa plana encaracolada
Substituiu a asa plana. É plana e horizontal, mas com uma extremidade encaracolada. Ver figura nº 3. É obtido de duas maneiras possíveis:
Começando de um fundo de asa plana e enrolando-o depois, antes ou simultaneamente à operação de gomagem.
-2º.- Utilizando um desenho mais complicado do que para o tipo anterior, que “preriza” a asa, acabando o encaracolamento na máquina de encaracolar.

Figura No. 3: Asa plana encaracolada
Tem a clara vantagem de ser empilhável e fácil de manusear. É ainda hoje muito utilizado, especialmente no caso de tampas e fundos de forma não redonda, pois facilita a execução do molde.
3º – Asa curvada simétrica
No momento do fechamento do recipiente, os dois projetos de asa anteriores apresentavam uma certa dificuldade para enrolar seguindo o perfil do primeiro rolo de operação, devido à sua forma plana e horizontal. Esta é a origem de alguns possíveis problemas como: aparecimento de rugas, deterioração do perfil do primeiro rolo de operação, etc. Portanto, há cerca de 40 anos, uma nova forma de asa com topo curvo começou a ser usada, o que melhorou estas deficiências. Ver figura nº 4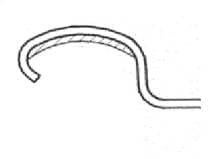
Figura No. 4: Asa simétrica curvada
A curvatura da asa é simétrica, ou seja, o centro do raio do seu cume está localizado no eixo vertical da asa e o raio interno – a área do cubo – e externo – a área da ondulação – da asa são os mesmos ou muito semelhantes. Este tipo é normalmente utilizado em embalagens de uso geral, especialmente em latas redondas para conservas de alimentos.
É obtido usando um molde mais complexo, que dobra a extremidade da asa em uma ondulação vertical. O topo do centro da matriz do mesmo tem uma forma curva que copia o metal quando é prensado.
4º.- Asa curvada assimétrica
A generalização do consumo de recipientes de bebidas trouxe consigo a conveniência de fazer um corpo mais perfeito e mais apertado para melhorar o aperto do fecho. Por esta razão, um novo tipo de flange foi projetado para melhor encaixar a boca do recipiente e sua flange. O uso também foi estendido aos recipientes de conservas convencionais. Esta nova asa tem uma configuração assimétrica, como mostra a figura nº 5.
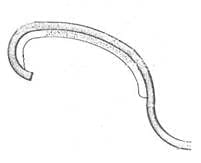
Figura No. 5: Asa curvada assimétrica
Neste caso o raio interno é maior que o externo, e a borda da ondulação não tem parte reta, ou seja, termina em uma curva. Esta extremidade facilita a penetração do gancho inferior no fecho.
Em resumo, o uso mais comum destes diferentes tipos de asa é:
– Contentores não redondos: flange plana enrolada
– Recipientes redondos de três peças e inlays: asas curvadas simétricas e assimétricas
– Recipientes para bebidas DWI: flange curvada assimétrica
RELAÇÃO COM O TIPO DE FECHAMENTO
O tamanho da flange está relacionado com o tipo de fecho que queremos aplicar ao contentor. Quanto maior for o tamanho do fecho e dos ganchos correspondentes, maior será a flange, e o mesmo se aplica à flange do corpo do recipiente.
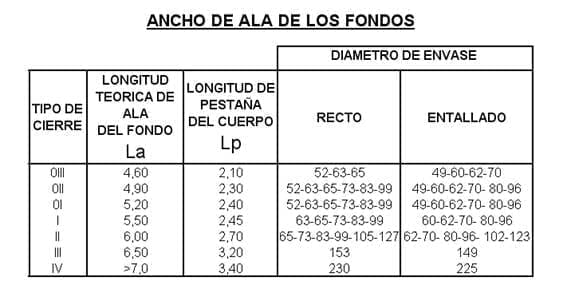
Existem sete tamanhos de fechamento padronizados, desde o menor (tipo 0III) até o maior (tipo IV). Os três primeiros são classificados como “mini-encerramentos” e os quatro restantes como encerramentos clássicos. Na tabela abaixo você encontrará estes tipos de fixadores e os tamanhos apropriados de flange inferior e flange de corpo para cada tipo de fixador.
TAMANHOS
Para poder definir o comprimento da asa, a primeira coisa a fazer é especificar como ela deve ser medida. Há duas maneiras de fazer isto:
1º – A mais antiga consiste em endireitar a ondulação e tornar a flange plana e horizontal, ou seja, convertê-la em uma flange plana. O seu comprimento é medido desde a parede da bacia até ao bordo exterior. Ver figura nº 6
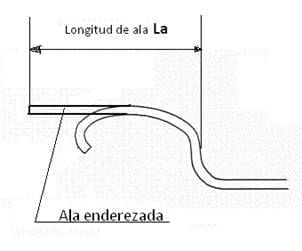
Figura nº 6: Medida de uma asa (asa horizontal)
2º – Esta é a forma atualmente recomendada pelos padrões internacionais. Neste caso, a flange é colocada totalmente estendida, ou seja, a ondulação é endireitada, e em posição vertical, como uma extensão da parede do tanque. Ver figura nº 7. O seu comprimento é tirado do plano definido pela parte superior até à sua borda superior.
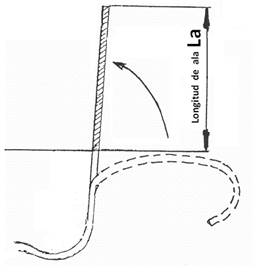
Figura nº 7: Medida de uma asa (asa vertical)
Em ambos os casos, apenas duas ou três pequenas secções da asa são achatadas, escolhidas a 180º ou 120º do contorno total do fundo e sobre elas é medida e tomada a média. Não é uma medida muito precisa.
Com o segundo procedimento, são obtidos valores de flange inferiores aos do primeiro, na ordem de 0,5 mm. Especificamente, a diferença entre os dois modos de medição é de 0,43R, onde R é o raio interior da asa – a área do cubo.
Como indicado acima, o comprimento do flange(La) é determinado pelo tipo de fecho escolhido e está relacionado com o flange do corpo(Lp) do recipiente. A tabela seguinte apresenta os valores habituais da asa(La) medidos pelo segundo procedimento
 SELAGEM DUPLA DE CONTENTORES RECTANGULARES
SELAGEM DUPLA DE CONTENTORES RECTANGULARES
 MEDIDAS DA FECHADURA DUPLA
MEDIDAS DA FECHADURA DUPLA
 ONDULAÇÃO INFERIOR NA MÁQUINA DE COLAR
ONDULAÇÃO INFERIOR NA MÁQUINA DE COLAR
 A ONDULAÇÃO NAS TOUCAS
A ONDULAÇÃO NAS TOUCAS
 ENTALHES NAS CALOTAS DE TAMPA PARA VEDAÇÃO A VÁCUO
ENTALHES NAS CALOTAS DE TAMPA PARA VEDAÇÃO A VÁCUO
 PERFIS DE TAMPA PARA RECIPIENTES REDONDOS
PERFIS DE TAMPA PARA RECIPIENTES REDONDOS



0 Comments