
SÍNTESE
A indústria de tintas e vernizes consome grandes quantidades de recipientes metálicos. Estes contentores têm a particularidade de serem herméticos, mas com um fácil acesso para serem utilizados como contentores, no momento da aplicação do seu conteúdo. Isto leva a soluções diferentes. Este artigo revê aqueles baseados num selo de fricção. Detalha os selos de simples, duplo e triplo atrito, seus critérios básicos, características e peculiaridades.
INTRODUÇÃO
Os recipientes metálicos são utilizados há muito tempo para o transporte, manipulação e utilização de vernizes, tintas, lacas e outros produtos industriais. Estes têm uma série de características especiais, que os diferenciam dos utilizados na alimentação. A principal razão é que eles não são submetidos a esterilização e tratamento térmico. Por este motivo, geralmente é suficiente que os fundos sejam planos e os corpos lisos. Por outro lado, as tampas têm um design muito especial.
O objetivo de tudo isso é atender a uma série de condições que cobrem os seguintes requisitos:
– Preservar adequadamente o conteúdo, ou seja, manter um bom selo.
– Funciona como um balde no momento da utilização. Portanto, deve ser possível molhar a escova ou rolo dentro deles, por isso devem ter uma boca tão grande quanto possível.
– Manter os restos do produto bem armazenados, ou seja, ser capaz de fechar hermeticamente esta boca por meio de uma tampa uma vez parcialmente utilizada.
Tudo isso é conseguido através da substituição da tampa superior do recipiente por dois elementos:
– Um anel, que é uma tampa com um grande orifício central.
– Uma ficha que encaixa na borda.
Esta pressão de encaixe é obtida fazendo com que o diâmetro do obturador seja ligeiramente maior que o diâmetro do orifício do anel. Isto gera uma força de atrito ou fricção entre as paredes laterais do anel e do obturador, garantindo assim que a montagem permaneça razoavelmente firme.
Com o tempo, foram desenvolvidas diferentes formas de fazer este encaixe entre o anel e a tampa, dando origem a vários tipos de fechos para recipientes de tinta e similares. Descreveremos abaixo os mais importantes entre eles, a forma como trabalham, os seus materiais e os rácios de medição. Existem outros tipos de fechamentos como os usados em baldes, baldes, etc., mas não serão discutidos neste artigo.
FRICÇÃO SIMPLES
Este é o fechamento mais comum neste mercado. O seu design é bastante clássico e a sua utilização começou há mais de um século. Como pode ser visto na figura nº 1, o obturador adapta-se ao anel ao longo de uma única parede vertical, produzindo o fechamento pela força gerada na deformação elástica e recíproca de ambos os elementos.
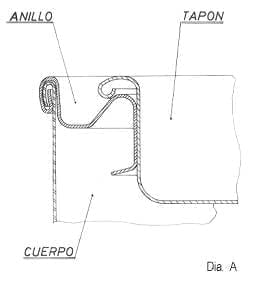
Figura 1: Selo de fricção simples
É um fecho que combina as vantagens da simplicidade e economia na folha-de-flandres, tanto em espessura como em dureza. Pelo contrário, tem uma série de inconvenientes que o tornam desactualizado hoje. As principais são:
– Aço visto na borda da saia do anel, o que faz com que quando usado em tintas à base de água, muito freqüente hoje em dia, uma leve película de óxido se forma na parte superior do conteúdo, originada quando o ferro reage com a água.
– Cortar os pêlos nos pincéis, quando estão impregnados de tinta, já que a borda do anel é normalmente bastante afiada. Estes pêlos são depositados na pintura e contaminam-na.
– A sua superfície de vedação única não mostra uma firmeza sólida à estanqueidade e, portanto, não é muito confiável.
– Os anéis não são empilháveis e, portanto, dão origem a certas dificuldades ao alimentá-los com uma costura automática.
– As tampas também não são empilháveis e complicam o processo de fechamento automático nas instalações da enchedora.
Apesar destas limitações, o seu desempenho é suficientemente bom para permanecer no mercado, com uma quota de mercado significativa.
Algumas características deste tipo de fechamento são:
– Folha-de-flandres normalmente utilizada:
Aros: 0,26 a 0,27 temperar T3. E 2.8
Plugues: 0,25 a 0,26 tempera T3 E2,8
Dependendo do diâmetro do recipiente. São, portanto, bastante normais.
– O diâmetro da boca
A
O diâmetro da boca, ver figura 1, é aproximadamente 10 a 12 mm menor do que o diâmetro do recipiente.
– A altura líquida da parede de vedação é de 4 a 6 mm no aro e de 9 a 12 mm no tampão.
Todas estas referências de medidas, e aquelas que estaremos indicando para outros tipos de fechamentos, são sempre indicadas para diâmetros de recipientes de até 110 mm. Nos superiores o seu valor aumenta.
Para o correto desenho do ferramental, é necessário saber que as medidas das peças que formam a parede de fechamento não coincidem exatamente com as medidas finais do anel e da tampa, o que é muito importante, pois pode levar a um fechamento defeituoso mais tarde. É portanto necessário ter em conta a recuperação elástica – deformação – da folha-de-flandres nos componentes acabados, a fim de a compensar com as medidas das peças da ferramenta.
A tabela seguinte mostra para três grupos de diferentes diâmetros de recipientes, as fórmulas que definem aproximadamente as medidas do diâmetro da boca do recipiente, nas matrizes do anel e da tampa, para obter um valor de
A
Estas fórmulas foram determinadas pela prática e para condições normais de utilização, e utilizando uma folha-de-flandres e meias com anel e rolha semelhantes às indicadas acima.
|
FRICÇÃO SIMPLES |
||||||
|
Valores do diâmetro de fricção A |
||||||
|
Hoop |
Plug |
|||||
|
Diâmetro do contentor |
< 73 |
73 a 99 |
> 99 |
< 73 |
73 a 99 |
> 99 |
|
Valor de A na peça |
A |
A |
A |
A + 0,22 |
A + 0,30 |
A + 0,50 |
|
Valor de A na ferramenta |
A + 0,07 |
A + 0,10 |
A + 0,15 |
A + 0,17 |
A + 0,25 |
A + 0,40 |
Assim, por exemplo, para um diâmetro de recipiente de 83 mm, se quisermos que o anel tenha uma abertura de boca A, para que o selo de fricção funcione correctamente, a rolha deve ter um diâmetro de A + 0,30. Para isso, a peça da ferramenta de anel que determina o diâmetro A deve ter um valor de A + 0,10 mm e a da ferramenta de encaixe A + 0,25.
ATRITO SIMPLES MELHORADO
Na Europa Central, especialmente na França, foi desenvolvida uma versão mais elaborada da fechadura de fricção simples para superar os problemas apresentados pela fechadura de fricção simples. A figura 2 mostra as suas características.
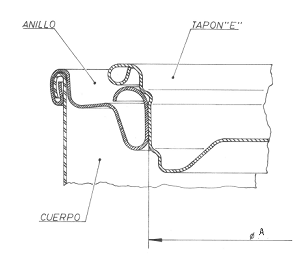
Figura 2: Selo de fricção único melhorado
É ainda uma simples fechadura de fricção, porque tem apenas uma superfície de bloqueio, mas tem as seguintes vantagens em relação à fechadura clássica:
– A aresta de corte da boca anelar é posicionada fora do fechamento e, portanto, longe do contato da tinta, de modo que não há perigo de oxidação.
– Esta aresta de corte também não cortará pêlos nas escovas, pois é curvada para dentro e, portanto, protegida.
– As formas do anel e da tampa permitem um melhor controlo da sua configuração, obtendo uma maior precisão nas suas medições. O desenho em “V” da parede do anel lhe permite uma certa elasticidade, o que gera uma maior pressão na parede do obturador. Os reforços na parede da tampa tornam-na mais rígida. Tudo isso gera um selo mais uniforme e seguro.
– Devido ao seu design, é possível baixar pelo menos 0,01 mm a espessura da folha-de-flandres utilizada em ambos os elementos.
– Os arcos são melhor manuseados no alimentador da costureira, pois não são totalmente empilháveis, mas são mais empilháveis do que no primeiro caso.
– Nas rolhas, o degrau na base e o talão lateral na parte superior permitem uma empilhabilidade aceitável. Na pilha de fichas, a ficha superior penetra a ficha inferior na área do seu recesso e repousa sobre o talão da ficha inferior.
Tudo isto torna esta solução significativamente melhor do que a primeira versão de uma simples fechadura por fricção.
Por outro lado, a sua fabricação requer várias operações, três para o anel e duas para a tampa, o que encarece a instalação e o ferramental.
Algumas características deste tipo de fechamento são:
– Folha-de-flandres normalmente utilizada:
Anéis e tampões: 0,24 a 0,25 de temperamento T3. E 2.8. Dependendo do diâmetro do recipiente. São, portanto, bastante normais.
– O diâmetro da boca
A
O diâmetro da boca, ver figura 1, é aproximadamente 12 a 14 mm menor do que o diâmetro do recipiente.
– A altura líquida da parede de vedação é de 5 a 6 mm no aro e de 9 a 11 mm no tampão.
Existe outra variante deste fecho, em que, utilizando o mesmo tipo de anéis, os tampões têm uma forma diferente, um tampo do tipo “U”, ver figura nº 3.
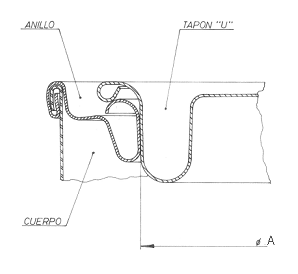
Figura 3: Vedação de fricção simples melhorada com ficha tipo “U
Tem a vantagem de este tipo de tampas ser totalmente empilhável, o que facilita muito a operação de tampa do recipiente na casa do envasador, uma vez que a velocidade da operação pode ser muito aumentada.
Como no caso do clássico selo de fricção simples, a recuperação da folha metálica deve ser levada em conta. Portanto, as dimensões das ferramentas também devem ser retificadas em relação aos elementos acabados. Seguindo um critério análogo ao primeiro caso, na tabela seguinte mostramos os valores desses ajustes para diferentes diâmetros.
|
ATRITO SIMPLES MELHORADO |
||||||
|
Valores do diâmetro de fricção A |
|
|
|
|
||
|
|
||||||
|
Hoop |
Plug |
|||||
|
Diâmetro do contentor |
< 73 |
73 a 99 |
> 99 |
< 73 |
73 a 99 |
> 99 |
|
Valor de A na peça |
A |
A |
A |
A + 0,35 |
A + 0,45 |
A + 055 |
|
Valor de A na ferramenta |
A + 0,10 |
A + 0,15 |
A + 0,20 |
A + 0,30 |
A + 0,40 |
A + 0,50 |
Nesta matéria, também as fórmulas são experimentais e para valores materiais e partes semelhantes ao indicado. Estes dados devem, portanto, ser tomados apenas a título indicativo, sendo sempre necessária uma verificação prática em cada caso específico.
ATRITO DUPLO
Outro avanço significativo na melhoria do selo de fricção foi a introdução do selo duplo. Isto veio depois do triplo fechamento, que veremos a seguir, e é na verdade uma simplificação deste último. Surgiu como uma forma de contornar as patentes que cobrem a fechadura tripla, e os seus resultados práticos estão muito próximos.
Neste desenvolvimento, a principal contribuição é duplicar as superfícies de vedação, conseguindo assim uma barreira de vedação dupla. A Figura 5 mostra um desenho de tal selo e indica as áreas que se esfregam umas contra as outras.
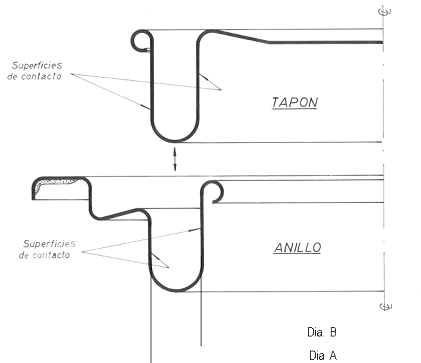
Figura 5: Selo de fricção duplo
As melhorias são as seguintes:
– Como já dissemos, a hermeticidade é mais completa, devido à ação do selo de fricção da parede dupla.
– Boa empilhabilidade dos arcos, embora seja necessário modificar o alimentador da costureira para torná-lo eficaz, devido à grande altura dos arcos.
– Excelente empilhamento das tampas.
Pelo contrário, tem certas desvantagens, como por exemplo:
– Necessidade de usar uma placa de lata mais cara
– A borda de corte na boca do anel no interior, e portanto em risco de oxidação.
Algumas características deste tipo de fechamento são:
– Folha-de-flandres normalmente utilizada:
Anéis: 0,25 T1 para diâmetros pequenos e 0,26 T2 a partir de 99 mm.
Fichas: 0,25 T2 para diâmetros pequenos até 0,26 T2 de têmpera para o resto.
Estanhagem sempre E 2.8.
Portanto, são um pouco mais caros do que os casos anteriores.
– O diâmetro da boca, ver figura 1, é aproximadamente 18 a 26 mm menor do que o diâmetro do recipiente. O diâmetro B é 7 a 8 mm menor que o diâmetro A.
– A altura total do plugue é entre 7 e 9, dependendo do diâmetro.
A tabela seguinte fornece as fórmulas empíricas a serem utilizadas para o cálculo dos diâmetros A e B das peças e das ferramentas. Aplicam-se as mesmas considerações acima, mas agora estendidas a dois diâmetros em vez de um.
|
ATRITO DUPLO |
|||||||
|
Valores do diâmetro de fricção A e B |
|
|
|
|
|||
|
|
|
||||||
|
Hoop |
Plug |
||||||
|
Diâmetro do contentor |
< 73 |
73 a 99 |
> 99 |
< 73 |
73 a 99 |
> 99 |
|
|
Peça |
Diâmetro A |
A |
A |
A |
A + 0,04 |
A + 0,06 |
A + 0,08 |
|
Diâmetro B |
B |
B |
B |
B + 0,13 |
B + 0,15 |
B + 0,23 |
|
|
Ferramentas |
Diâmetro A |
A + 0,02 |
A + 0,03 |
A + 0,04 |
A + 0,10 |
A + 0,13 |
A + 0,16 |
|
Diâmetro B |
B+ 0,10 |
B + 0,10 |
B + 0,15 |
B – 0,05 |
B – 0,10 |
B – 0,10 |
|
Tanto o anel como a ficha necessitam de ser fabricados em duas operações.
ATRITO TRIPLO
Esta melhoria, como já dissemos, é anterior ao duplo atrito, foi colocada no mercado na América do Norte em meados do século passado. Um diagrama do mesmo é mostrado na figura nº 6.
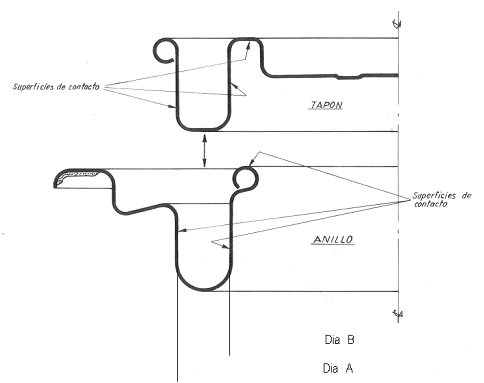
Figura nº 6: Selo de tripla fricção
As seguintes melhorias estão disponíveis:
– Uma terceira zona de vedação entre a parte superior do crimpador do anel e o canal interno do obturador.
– Posição externa da curva do aro.
– Empilhabilidade de anéis e tampões.
A folha-de-flandres pode ser a mesma utilizada para o fecho duplo, assim como o critério para o tamanho da boca do recipiente e a altura da tampa.
As fórmulas também são muito semelhantes ao caso do duplo bloqueio, e são apresentadas na tabela seguinte:
|
ATRITO TRIPLO |
|||||||
|
Valores do diâmetro de fricção A e B |
|
|
|
|
|||
|
|
|
||||||
|
Hoop |
Plug |
||||||
|
Diâmetro do contentor |
< 73 |
73 a 99 |
> 99 |
< 73 |
73 a 99 |
> 99 |
|
|
Peça |
Diâmetro A |
A |
A |
A |
A + 0,04 |
A + 0,06 |
A + 0,08 |
|
Diâmetro B |
B |
B |
B |
B + 0,13 |
B + 0,15 |
B + 0,23 |
|
|
Ferramentas |
Diâmetro A |
A + 0,02 |
A + 0,03 |
A + 0,04 |
A + 0,10 |
A + 0,13 |
A + 0,16 |
|
Diâmetro B |
B+ 0,10 |
B + 0,10 |
B + 0,15 |
B – 0,05 |
B – 0,05 |
B – 0,05 |
|
O aro requer três operações para a sua formação e duas para o tampão. O design de cada um deles será objecto de outro trabalho.
Estas quatro soluções apresentadas permitem a cada fabricante escolher a opção mais consentânea com a sua abordagem comercial. Obviamente, o aumento da qualidade do fixador está ligado a um maior investimento em ferramentas e a um aumento do seu custo directo.
Voltar para Latas do Mundo de Produtos
 recipientes de tinta com tampas press-on
linha de produção de recipientes de tinta
recipientes de tinta com tampas press-on
linha de produção de recipientes de tinta
 RELAÇÃO DE ALTURA NO FABRICO DE RECIPIENTES AEROSSÓIS
RELAÇÃO DE ALTURA NO FABRICO DE RECIPIENTES AEROSSÓIS
 AVALIAÇÃO DA EJEÇÃO DE TAMPAS EM RECIPIENTES DE TINTA
AVALIAÇÃO DA EJEÇÃO DE TAMPAS EM RECIPIENTES DE TINTA
 UTILIZAÇÃO PARA PLUGS Recipientes de Tinta
UTILIZAÇÃO PARA PLUGS Recipientes de Tinta
 FERRAMENTAS PARA ARCOS – RECIPIENTES DE TINTA
FERRAMENTAS PARA ARCOS – RECIPIENTES DE TINTA
 SELOS PARA RECIPIENTES DE SALSICHAS
SELOS PARA RECIPIENTES DE SALSICHAS
 PERFURAÇÕES DE GLÂNDULAS/PLUG
PERFURAÇÕES DE GLÂNDULAS/PLUG
 SOBRETAMPA E TAMPAS DE ENCAIXE PARA RECIPIENTES METÁLICOS
SOBRETAMPA E TAMPAS DE ENCAIXE PARA RECIPIENTES METÁLICOS
 PERFIS DE TAMPA PARA RECIPIENTES REDONDOS
PERFIS DE TAMPA PARA RECIPIENTES REDONDOS



0 Comments