
Os recipientes metálicos são frequentemente litografados por fora e envernizados por dentro. A litografia do corpo da embalagem – e às vezes também da tampa – incorpora toda a informação comercial e legal que o produto requer. O seu design é muito importante e as grandes empresas cuidam dele com grande interesse devido ao prestígio da imagem de marca que traz consigo.
As empresas de publicidade estudam o seu esboço e os estúdios fotolito traduzem-no para o seu tamanho final, dando origem à gama de manchas e cores. O desenho desta mancha é diferente, dependendo do tipo de embalagem e do seu processo de fabrico. Para o seu estudo, vamos diferenciar os seguintes grupos:
– Corpos de contentores de três peças com costuras laterais soldadas.
– Embalagem de salsichas
– Abrange
Dentro de cada um deles, a litografia exterior e o verniz interior devem ser estudados separadamente.
A litografia é protegida por um verniz de acabamento, pelo que, externamente, estas duas operações devem ser consideradas separadamente. As técnicas de impressão são muito precisas em termos do posicionamento do ponto, enquanto os sistemas de envernizamento são menos precisos. Isto significa que as tolerâncias que podem ser assumidas no dimensionamento são mais amplas no segundo caso do que no primeiro.
CORPOS DE CONTENTORES DE TRÊS PEÇAS
O desenvolvimento destes corpos é um retângulo, cuja base coincide com a mesma mais a perda de sobreposição para a soldagem e sua altura com a altura do corpo mais o material necessário para o fechamento.
- A) Para o dimensionamento do ponto litográfico, devem ser levados em conta os seguintes aspectos:
– 1º. Paralelamente à altura, é necessário deixar uma área não impressa em ambas as bordas para permitir a sobreposição da junta – perdida – e fazer a soldagem sem dificuldades. A contaminação desta zona com tintas ou vernizes altera a passagem da corrente eléctrica provocando a pulverização e as falhas de soldadura. Um valor adequado é de 2,5 mm por peça. Veja a figura 1.
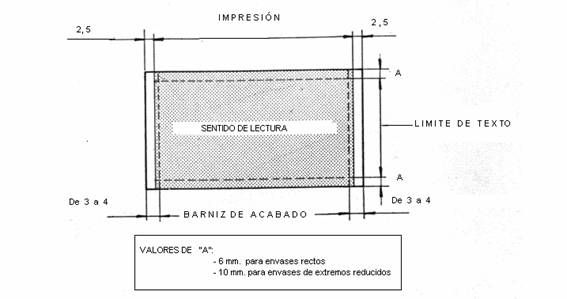
Figura 1
– 2º. Sobre a impressão vai o verniz de acabamento que tem de se manter livre pelo menos das mesmas superfícies indicadas no ponto 1. Como já indicamos, como a sua aplicação é menos precisa, é conveniente que as reservas de verniz sejam ligeiramente maiores para garantir que as áreas mencionadas não sejam invadidas. Eles podem ser definidos entre 3 a 4 mm por lado. Ver figura 1
– 3º. As áreas superior e inferior do retângulo, que farão parte do fechamento do corpo com a tampa e inferior, embora possam ser cobertas com tinta ou verniz – já que sua influência sobre o fechamento é desprezível -, não devem conter textos, pois poderiam desaparecer dentro dele. Um valor de isenção de texto adequado é de 6 mm. Veja a figura 1. No caso de recipientes entalhados – com diâmetro reduzido nas extremidades – o diâmetro deve ser aumentado para pelo menos 10 mm, a fim de fazer a ponte também nesta área.
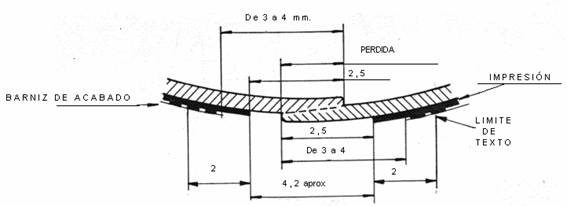
A figura 2 mostra uma secção transversal da costura onde são indicados os valores das condições acima mencionadas.
Para o dimensionamento da mancha de verniz interior, devem ser tidos em conta os mesmos critérios que os indicados no ponto 2 acima.
Para a concepção da litografia em termos de distribuição de conteúdos, existem dois casos:
- a) Embalagem cilíndrica: Pode ser considerada como um todo e as imagens e textos podem ser distribuídos de acordo com o gosto do designer.
- b) Embalagem de base retangular: O conteúdo deve ser distribuído em quatro lados diferentes, evitando a colocação de textos e ilustrações nos cantos, pois estes podem ser deformados devido ao alongamento do material. A solda de costura lateral também será localizada em uma delas. No caso de recipientes de forma oval, o mesmo critério pode ser seguido ou pelo menos o desenho pode ser posicionado em dois lados coincidindo com as áreas de menor curvatura.
EMBALAGEM DE SALSICHA
Para a distribuição da litografia, deve-se levar em conta que neste caso o material sofre um alongamento significativo, de modo que a forma das figuras e textos são deformados na embalagem acabada significativamente em relação à impressão plana. Esta deformação é mínima no fundo do contentor, acentuando-se progressivamente na parede do contentor, atingindo um máximo nas proximidades da flange.
Portanto, é necessário desenhar inicialmente a decoração deformada, para que depois de montada tenha a aparência desejada. Esta alteração depende de muitos factores, tais como: a forma e dimensões do recipiente, o tipo de molde utilizado, as características do material, a lubrificação utilizada ….. A fim de fazer um bom desenho litográfico nestes casos, é necessário um estudo prévio desta deformação, para que ela possa ser corrigida na impressão plana. Um procedimento para isso é utilizar bitolas, que consistem na impressão de uma série de círculos concêntricos sobre um material idêntico ao que será utilizado na produção normal, separados um do outro por uma medida constante – por exemplo um milímetro – até um diâmetro máximo que coincide aproximadamente com o diâmetro de corte da matriz. As amostras são então cortadas sob condições de fabricação padrão: o mesmo molde e lubrificação. A evolução das deformações ao longo da altura do contentor é verificada. Após avaliá-los, o desenho da decoração é feito deformando-a na mesma proporção, mas no sentido inverso para que no final os resultados sejam os desejados. Estas bitolas – ou amostras – também devem ser envernizadas para garantir que os resultados sejam comparáveis.
Os resultados nunca são óptimos, uma vez que as deformações são geralmente bastante aleatórias. Portanto, além das precauções acima, as seguintes regras devem ser levadas em consideração ao projetar a litografia de um recipiente de desenho profundo:
1º- Deve ser um desenho muito simples, quanto menos conteúdo, melhor.
2º- Será concentrado o máximo possível no fundo do recipiente, onde a deformação é mínima. Pelo menos os textos importantes devem ir nesta área
3º- Nenhum texto deve ser colocado no último terço da altura do recipiente, a área mais próxima da flange, pois esta é a área que sofre a maior deformação.
4º- A ilustração deve ser reduzida a formas curvas e irregulares. Linhas rectas e figuras geométricas regulares vão aparecer distorcidas.
Existem outros procedimentos mais complexos que utilizam equipamentos sofisticados e caros para estudar as deformações, mas os acima mencionados dão resultados aceitáveis.
No caso de contentores de fundo, não há necessidade de reservar qualquer área, para que as lacas interiores e exteriores possam estar cheias. O mesmo se aplica a revestimentos de colagem, revestimentos de acabamento ou tintas de aplicação em massa.
No caso de espaços em branco muito carregados, às vezes é aconselhável reservar a área de corte, pois geram “franjas” ou “fios” de verniz na operação de enchimento que contaminam a embalagem.
TAPAS
A impressão deve ser posicionada no painel da tampa e não é prudente que invada a parede vertical do frasco, pois mesmo um leve deslocamento no corte da tampa estragaria o aspecto da tampa. Uma regra geral seria tomar como valor de referência para o limite de impressão, o diâmetro do centro do punção do molde da tampa. Quanto ao limite do texto, ele deve ser ainda menor, aproximadamente o diâmetro do centro do punção acima mencionado menos o dobro do raio da calha, arredondado para baixo.
Para facilitar a centralização da litografia na operação de corte sob pressão da tampa, é impressa uma circunferência com linhas tracejadas – marcas de ajuste – com um diâmetro igual ao diâmetro de corte mais aprox. 1,5 mm. (Este valor é uma função do recorte entre a tampa e a tampa). Desta forma, pode ser visto num relance – no esqueleto da tira já cortada – se o corte é concêntrico ou não com a impressão. Ver figura 3
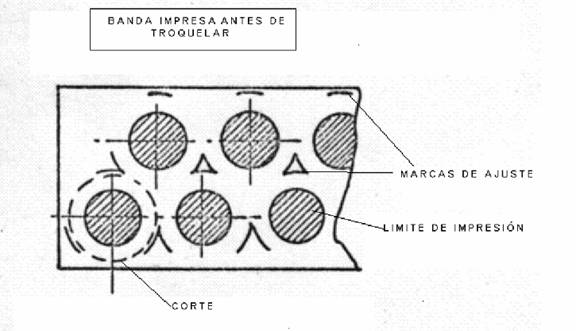
Figura 3
 recipiente metálico com revestimento de verniz branco
recipiente metálico com revestimento de verniz branco
 Trivium ganha por design sustentável no If Design Award 2021
impressão de design em latas de alumínio
Trivium ganha por design sustentável no If Design Award 2021
impressão de design em latas de alumínio
 O design engenhoso da lata de bebida de alumínio
Lata decorativa
O design engenhoso da lata de bebida de alumínio
Lata decorativa
 CARGA DE VERNIZ DE INTERIOR EM SOLDADURA ELÉCTRICA
CARGA DE VERNIZ DE INTERIOR EM SOLDADURA ELÉCTRICA
 TIPOS DE SOCOS: DESIGN E MANUTENÇÃO
TIPOS DE SOCOS: DESIGN E MANUTENÇÃO
 DIMENSÕES PARA CÚPULAS DE AEROSSOL DENTADO
DIMENSÕES PARA CÚPULAS DE AEROSSOL DENTADO




0 comentários