
Há duas configurações possíveis para este dado:
Use o design típico usado em fundos convencionais (usado para conservas ou outras aplicações). Neste caso, a disposição das peças seria a indicada na figura 1.
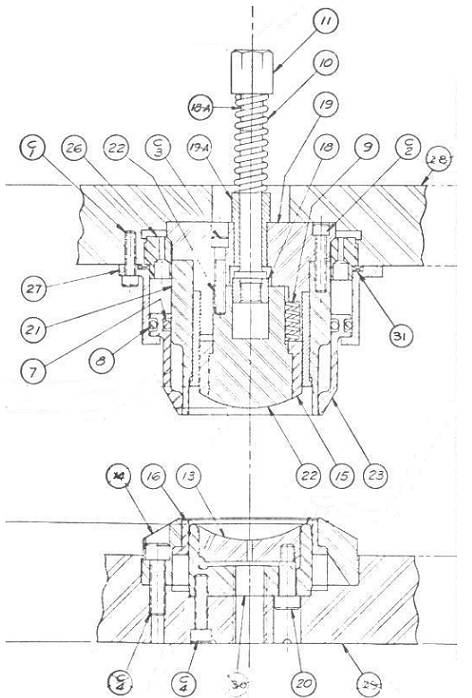
Figura nº 1: Matriz para cenários de aerossol convencionais
Este molde pode ser simples, duplo, múltiplo, guiado, não guiado, com lâmina de carboneto, etc., tal como qualquer outro molde. Ao cortar o fundo, a rebarba produzida no corte, cujo tamanho dependerá do tipo de faca e punção utilizados e do estado de manutenção dos mesmos, será posicionada na parte externa da borda da ondulação, como mostra a figura nº 2, na qual é representado um fundo após a passagem pela máquina de ondulação.
Abaixo discutiremos as vantagens e desvantagens da utilização deste desenho de molde.
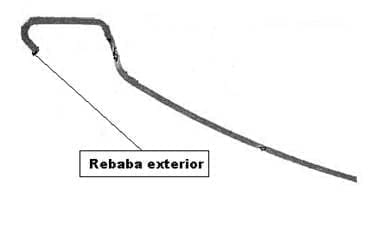
Figura nº 2: Fundo de pulverização encaracolado com rebarbas externas
2ª.- Use um molde de configuração inversa. Ou seja, onde o corte é feito de cabeça para baixo. Neste caso, o projeto do coto poderia ser como mostrado no desenho nº 3.
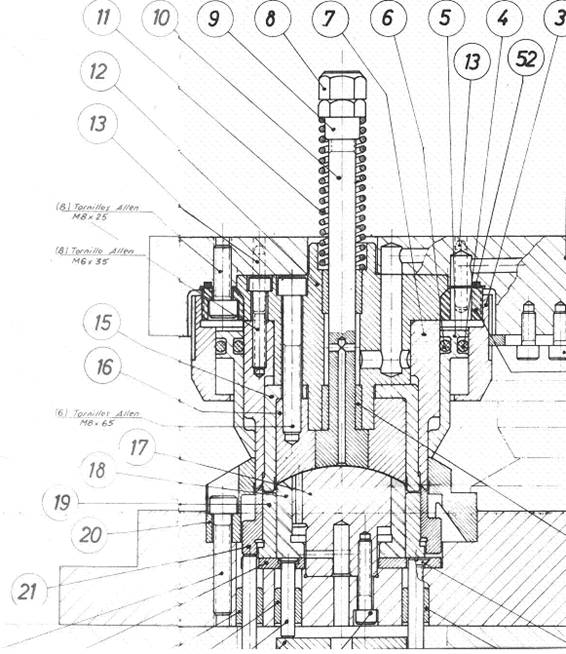
Figura No. 3: Matriz para fundo de aerossol de desenho invertido
Desta forma, a rebarba de corte seria posicionada dentro da aresta felpudo, como mostra o desenho nº 4.
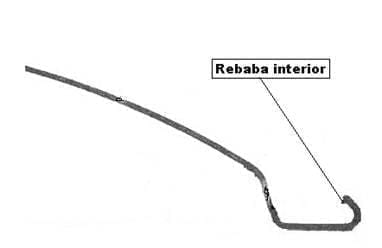
Figura nº 4: Fundo de aerossol encaracolado com rebarba interior
VANTAGENS E DESVANTAGENS
Comparando as duas opções, os seguintes comentários podem ser feitos:
– A solução de corte sob pressão invertida (rebarba interna) permite uma saída mais estável da peça, especialmente no canal de descarga da prensa e na alimentação da máquina de encaracolar. O desenho desta descarga é simplificado pela parte inferior que repousa na parte superior da asa.
– A operação de enrolar também é facilitada, já que basta girar a posição do disco central do ferro de frisar e seus segmentos externos, para realizar o enrolamento em posição invertida. Para que permanecessem na sua localização original, o nível das ranhuras de encaracolar nestas peças teria de ser elevado para caber no fundo muito alto.
– A transferência do fundo da máquina de enrolar para a máquina de goma é mais fácil, uma vez que está corretamente posicionada na saída da máquina de enrolar para receber a goma dentro de sua asa. Portanto, o virador de descarga é eliminado, o que neste caso seria mais complexo devido à forma do fundo.
– A posição da rebarba no interior da borda da ondulação evita o contato direto entre a rebarba e diferentes partes de várias máquinas, como por exemplo:
o 1º.- Garganta da máquina de frisar
o 2º.- Bases da máquina de goma
o 3º – Fusos do alimentador do fundo da costureira
o 4º.- Rulinas da primeira operação de fechamento
Isto reduz significativamente o desgaste destas peças, prolongando a sua vida útil. Este efeito favorável é muito evidente no 1º e 4º casos.
Por outro lado, o dado para os fundos investidos é mais complexo. Entre outras coisas, precisa de um sistema de pressão de fundo duplo e, portanto, o seu custo aumenta.
Considerando ambas as possibilidades como um todo, optamos pelo desenho da matriz com uma rebarba para dentro, para garantir maior estabilidade na qualidade durante a produção, e por um período de tempo mais longo, sem a necessidade de ações sobre o equipamento.
 MORRER POR CAUSA DOS ANTECEDENTES
MORRER POR CAUSA DOS ANTECEDENTES
 MATRIZES PARA EMBALAGENS DE SALSICHAS
MATRIZES PARA EMBALAGENS DE SALSICHAS
 LÂMINAS PARA MATRIZES
LÂMINAS PARA MATRIZES
 FERRAMENTAS PARA ARCOS – RECIPIENTES DE TINTA
FERRAMENTAS PARA ARCOS – RECIPIENTES DE TINTA
 EMBALAGEM DE TAMPAS E FUNDOS
EMBALAGEM DE TAMPAS E FUNDOS
 MOLDE ESPECIAL PARA FUNDOS COM ONDULAÇÃO INCORPORADA
MOLDE ESPECIAL PARA FUNDOS COM ONDULAÇÃO INCORPORADA
 CONTROLE DE TAMPAS EM MATRIZES
CONTROLE DE TAMPAS EM MATRIZES
 COMENTÁRIOS SOBRE MANUTENÇÃO EM UMA FÁBRICA DE EMBALAGENS
COMENTÁRIOS SOBRE MANUTENÇÃO EM UMA FÁBRICA DE EMBALAGENS
 INFLUÊNCIA DO FLANGE INFERIOR OU DA TAMPA SOBRE A VEDAÇÃO DUPLA
INFLUÊNCIA DO FLANGE INFERIOR OU DA TAMPA SOBRE A VEDAÇÃO DUPLA



0 Comments