
Algumas indicações para a realização de furos para glândulas plásticas em recipientes metálicos.
PREÂMBULO
A utilização de glândulas plásticas, vertedores e tampas plásticas é generalizada em recipientes metálicos utilizados para conter líquidos, tais como óleos alimentares, produtos industriais, etc. Elas facilitam o derramamento do mesmo e o uso parcial do produto.
A tarefa do metalúrgico é preparar a tampa do recipiente para que a glândula possa ser posteriormente colocada sobre ele. Para isso, deve ser feito um furo na tampa, no qual o gargalo é inserido. Pode ser montado no recipiente em momentos diferentes:
– Na tampa solta, ou seja, antes de ser fechada no corpo do recipiente. Neste caso, a operação de montagem é realizada pelo metalogrador. A capa pode ser posteriormente:
ou fechado pela metalografia e depois o empacotador vai encher a partir do fundo e fechá-lo.
ou fechado pelo embalador, uma vez que o recipiente tenha sido enchido. Neste caso, a metalografia fechou previamente o fundo.
– No contentor, uma vez cheio. A lata é fornecida ao embalador com o fundo e a tampa no lugar. O enchimento preenche-o através do orifício destinado à glândula e depois coloca a glândula na glândula. Nesta opção, o embalador evita o fechamento da tampa ou do fundo.
Existem diferentes maneiras de desenhar o buraco acima da tampa para a glândula e neste artigo vamos olhar para algumas delas.
TIPOS DE ACOMODAÇÕES
A forma de fixação do gargalo na tampa define o tipo de furo ou caixa a ser feita na tampa. As formas mais comuns de executar esta operação são:
– Sob pressão: A glândula/plug é forçada a entrar no furo e permanece no furo devido à interação glândula/plug.
– Crimpagem: Uma saia ou ombro da glândula é crimpada mecanicamente com a flange do orifício.
As variantes destes dois sistemas básicos são muitas e, portanto, são os meios possíveis a serem utilizados. Veremos abaixo alguns exemplos deles.
1º.- PARA MONTAGEM SOB PRESSÃO
Os gargalos montados sob pressão caracterizam-se por possuírem, na zona de união à tampa, uma ranhura onde a flange do orifício perfurado na tampa, após ultrapassar uma saliência que posteriormente impede a sua extracção, se encontra forçosamente alojada. A glândula assenta firmemente na flange do orifício, por meio de uma projeção localizada externamente à garganta. A foto 1 mostra um exemplo deste tipo de glândula.
Figura No. 1: Glândula de Press-in
Dentro deste tipo de montagem sob pressão, podemos diferenciar duas variedades de furos:
1ª. – “Burr free” furo:
Um exemplo deste primeiro tipo é mostrado no desenho da figura 2:
Figura nº 2: Encaixe de um gargalo num orifício sem rebarbas
Caracteriza-se por proteger a ponta do orifício, de modo que o produto embalado não possa entrar facilmente em contacto com ele. É usado para embalagens agressivas que podem atacar o aço visto na vanguarda, por exemplo, fluidos de freio. Para o conseguir, recorremos a isso:
– Faça um corte na tampa com o menor número possível de rebarbas, daí a sua designação. Desta forma, há menos metal exposto e, sobretudo, a borda tem uma superfície lisa e uniforme.
– A glândula tem uma projeção ou degrau de engate muito marcado, onde a borda do buraco é pregada, para sua proteção contra ataques químicos.
Portanto, tanto o diâmetro do orifício como a altura da saia devem ser muito precisos e estas são medidas críticas.
Apresentaremos um exemplo concreto de como fazer o buraco, alertando que ele deve ser tomado apenas como uma idéia, pois cada fabricante de glândulas deve indicar concretamente, para cada tipo de seus produtos, as dimensões e a forma adequada de fazer o buraco.
Neste exemplo, o alojamento é feito em duas fases. A primeira é simultânea à fabricação da tampa. Em outras palavras, é uma questão de fornecer o molde de fabricação da tampa com as peças necessárias para formar uma ranhura circular, que prepara a peça onde o furo será feito na operação seguinte.
A Figura 3 mostra um detalhe ampliado das dimensões desta parte da tampa necessária para fazer posteriormente um furo de 23,8 mm de diâmetro.
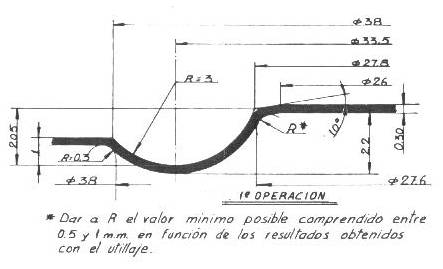
Figura n.º 3: 1ª operação no molde de cobertura do orifício “sem rebarbas” para o preme-gaxeta de pressão
A 2ª etapa é realizada em outra prensa, equipada com um alimentador de tampas, na qual é montada uma ferramenta de corte e engomagem, que faz o furo e marca corretamente o contorno da carcaça.
A figura seguinte – nº 4 – mostra a 2ª operação de perfuração de um furo com diâmetro de 23,8 mm, que é uma continuação do iniciado acima.
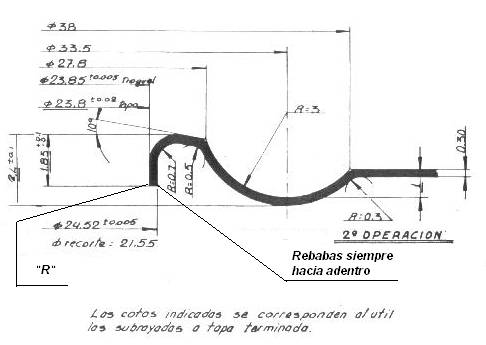
Figura No. 4: 2ª operação no molde de cobertura do orifício “sem rebarbas” para o preme-gaxeta de pressão
A fim de se conseguir um trabalho de qualidade, as seguintes observações devem ser levadas em conta:
– Na operação de corte, a ferramenta deve estar em muito bom estado, para que sejam geradas rebarbas mínimas e para dentro.
– O raio “R” da aresta de corte deve ser o mínimo. O seu valor ideal é de 0,06 mm com novas ferramentas, o valor máximo admissível será de 0,20 mm. É controlado com a ajuda de um projector de perfil.
– A espessura ideal do metal é a indicada no desenho – 0,30 mm -, mas pode ser reduzida, dependendo do produto a ser embalado e das condições de montagem do gargalo (em tampa solta ou colocada, temperatura controlada ou não, etc.). Em cada caso, o valor apropriado deve ser determinado experimentalmente.
– O 2º coto de operação deve realizar uma engomagem energética em toda a silhueta e chegar ao fim do curso.
– Estas especificações são comuns tanto ao material não envernizado como ao envernizado.
A figura nº 5 mostra uma tampa retangular, utilizada para recipientes de fluido de freio, com suas dimensões principais e uma visão seccionada da 1ª e 2ª operação.
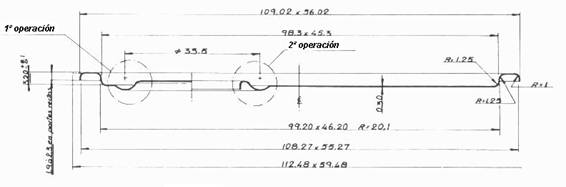
Figura nº 5: Secção de uma tampa rectangular 99 x 46 com furo “sem rebarbas
Para verificar a qualidade do buraco uma vez terminado, pode preparar algumas bitolas “pass – fail” da altura da saia – dimensão 1,85 na figura nº 4 – e do diâmetro do buraco – dimensão 23,8 -. Para verificar este último, o critério de verificação será que o gabarito “não passar” também passa, mas o gargalo pode ser levantado com o gabarito preso a ele.
2º – Orifício “com rebarbas”:
Um exemplo deste tipo de orifício é mostrado na Figura 6. A sua execução é menos exigente do que no caso anterior e é utilizada para produtos não agressivos, como óleos vegetais comestíveis.
Figura nº 6: Encaixe de uma prensa no orifício de rebarbamento
O processo de fabricação é semelhante ao furo “sem rebarbas”, ou seja, em duas operações. O primeiro deles é incorporado no molde da tampa. Um desenho para o mesmo para um furo de 23,8 mm é mostrado no desenho nº 7.
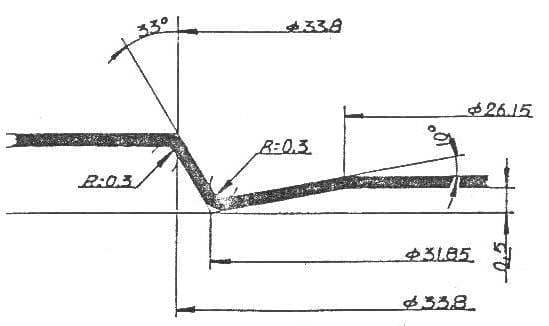
Figura nº 7: 1ª operação no molde de cobertura do orifício “rebarba” para prensa de pressão
A segunda é realizada em uma prensa independente equipada com um alimentador de tampas e ferramentas adequadas. Ver figura nº 8:
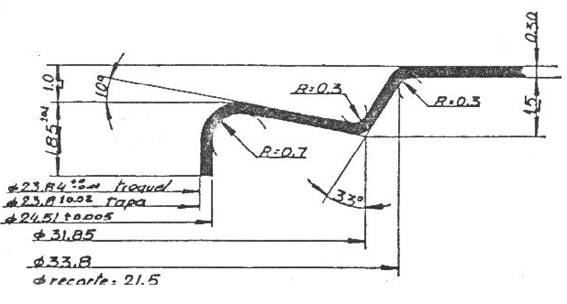
Figura nº 8: 2ª operação no molde de cobertura do orifício “rebarba” para o preme-gaxeta de pressão.
Uma vez feito o furo na tampa, qualquer que seja o tipo, a operação de inserção do gargalo é fácil. Tudo o que é necessário é um sistema de orientação e posicionamento do gargalo – por exemplo, por meio de equipamento de vibração e alinhamento por meio de abas e guias – e um braço/cabeça de empurrar – por exemplo, pneumático – para alojá-lo. Existe no mercado equipamento preparado para este trabalho que pode ser instalado na casa metalográfica ou na enchedora, dependendo do tipo de enchimento do recipiente utilizado.
2º.- PARA MONTAGEM POR CRIMPAGEM
Outra forma de prender a glândula à tampa é através de um punho de engaste. Nesta opção a fixação não é feita por pressão, mas existe uma conexão de gancho de travamento entre o flange do gargalo e o flange da caixa. Isto requer equipamento especial de costura para realizar a operação de costura e trituração de ambos os componentes. Um modelo deste tipo de glândula é mostrado na foto 9.

Figura nº 9: Glândula típica para montagem de engaste
As formas da área de conexão do gargalo e do flange da tampa são de um desenho diferente dos mostrados para o tipo anterior. Existem muitas variantes no mercado. Também como exemplo, apresentamos algumas amostras de furos para esta solução. O desenho nº 10 é uma alternativa também feita em duas operações similares às apresentadas acima.
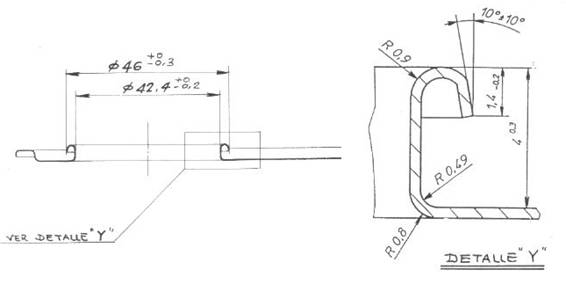
Figura nº 10: Furo para montagem do gargalo por crimpagem
Para certos tipos destes glândulas é possível preparar o furo na tampa numa única operação, ou seja, incorporando o furo no molde de fabricação da tampa, como é a opção apresentada na figura nº 11.
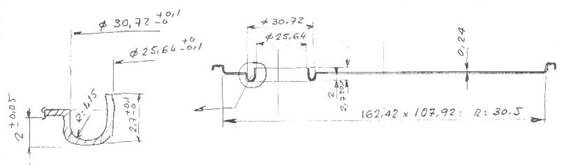
Figura nº 11: Buraco feito em uma única operação
Em qualquer caso, esta tarefa deve ser realizada pelo metalúrgico seguindo as instruções do fabricante do bucim, que tem a experiência necessária.
 Rolha metálica para garrafa de vidro
Rolha metálica para garrafa de vidro
 ALIMENTAÇÃO VERTICAL EM PRENSAS DE MONTAGEM
ALIMENTAÇÃO VERTICAL EM PRENSAS DE MONTAGEM
 PERFURAÇÕES DE GLÂNDULAS/PLUG
PERFURAÇÕES DE GLÂNDULAS/PLUG
 SOBRETAMPA E TAMPAS DE ENCAIXE PARA RECIPIENTES METÁLICOS
SOBRETAMPA E TAMPAS DE ENCAIXE PARA RECIPIENTES METÁLICOS
 INFLUÊNCIA DO FLANGE INFERIOR OU DA TAMPA SOBRE A VEDAÇÃO DUPLA
INFLUÊNCIA DO FLANGE INFERIOR OU DA TAMPA SOBRE A VEDAÇÃO DUPLA
 FICHA DO PRODUTO: TAMPAS
FICHA DO PRODUTO: TAMPAS
 DIMENSÕES PARA CÚPULAS DE AEROSSOL DENTADO
DIMENSÕES PARA CÚPULAS DE AEROSSOL DENTADO
 DOMÍNIOS AEROSOL
DOMÍNIOS AEROSOL
 FECHOS DE RECIPIENTES DE TINTA
FECHOS DE RECIPIENTES DE TINTA
 TAMPAS DE FÁCIL ABERTURA PARA CONSERVAS
TAMPAS DE FÁCIL ABERTURA PARA CONSERVAS



0 Comments