
SUMMARY
ブリキ、TFS、アルミコイルの切断から蓋の梱包まで、イージーオープンの蓋の製造工程を簡単に説明します。 入門者向けの記事、入門編として。
イントロダクション
金属加工業界や缶詰業界では、缶切りなどの外部要素を使用せずに開けることができる蓋をイージーオープンリッドと呼んでいます。 そのために、切開して引き裂く部分と、引き裂きを開始し中央のパネルを引き出すためのリングが装備されています。
イージーオープンタイプの蓋がどのようなものか、その構造や機能をより詳しく知るためには、本サイトで公開している作品「缶詰のイージーオープン蓋」を読むことが望ましいでしょう。 今回のレポートでは、これらの点については、これ以上触れないことにする。 今回の目的は、このタイプの蓋の製造におけるさまざまな段階と、それを作るために必要な手段を、初心者に示すことである。
図2:イージーオープンリッドの製造シーケンス
図2にこれらの位相とその機器の概略を示すが、以下に列挙する。
– ブリキやアルミコイルの一次スクロールシートスリット(図面には記載されていません。)
– 同上ニス引き、リトグラフ(図面には記載なし)
– シートの2次スクロールバンディング。
– スケッチを型抜きし、カールさせ、ガムを貼り、乾燥させる。
– リングの追加により、ドラフトをイージーオープンの蓋に変換。
– まぶたの切開部分と損傷部分をニスで保護する。
– ニスを乾燥させる。
– パッケージングです。
それぞれの概要は以下のとおりです。
コイルカッティング
このカバーの製造のためにコイルをシートにカットすることは、他のタイプと何ら変わりはない。 これは、ブリキのコイルをコイル切断ラインのジグザグ刃で、次の作業に適した束に切断するものです。 図面No.3は、カットした葉の典型的なシルエットを示している。
図3: スクロールプリでカットしたシートの形状マリオ
このカットは、リッドフォーミングダイのカッティングディスクの形状に合わせ、素材を最大限に活用するためにこのような輪郭になっています。 使用するコイルスリットラインは多目的ですが、最も金属を節約できる丸底材に最も有効です。
写真4:プライマリースクロールカッティングツール
上の写真は、丸い蓋のためのプライマリースクロールカッティングダイです。 4本のコラムでガイドされる非常に堅牢な工具で、超硬チップで作られているため、長寿命です。
バーニシング
イージーオープンの蓋は、その製造上の硬さから、通常の底面よりもニスによる完全な保護が必要です。 リベット固定リングの形成、開口部の切開、中央パネルの力の衝撃と深い変形。 そのため、内部にはポリエステル、エポキシ樹脂、有機溶剤など様々な種類のワニスを何層にも塗り重ねることで、ワニスシステムを完成させるのです。
シートに平らに塗布するには、塗布機でローラー塗布した後、連続炉で焼成・硬化させるという従来の手法が用いられています。
リッドが印刷されている場合は、従来通りの手順で貼り付けます。 この印刷のデザインでは、丸い表紙の場合、表紙パネルのリングの位置がランダムで、それによって見えなくなることがあるため、法律や命令文の場合、少なくともどちらかが読めるように、反対側の位置に複製する必要があることを考慮する必要がある。
バンドカッティング
ニス加工と印刷が施されたシートパックは、カバー製造ラインの最初の機械である帯状に切断するシャーリングマシンに供給されます。また、シートの利用率を高めるために、カットもジグザグにしています。カットされた帯の形状は図5のようになります。
図5: 一般的なプレスフィードベルト
シヤーへのシートの供給と、この機械からプレス機へのカットされたストリップの搬送は、いずれもコンベヤーによって自動的に行われます。 図6のレイアウトでは,スクロールシアーの位置を“a “の文字で表している。
このレイアウトは、イージーオープンクロージャーの生産ラインを、スクロールからパッケージングステーションまで完全に設置したものです。
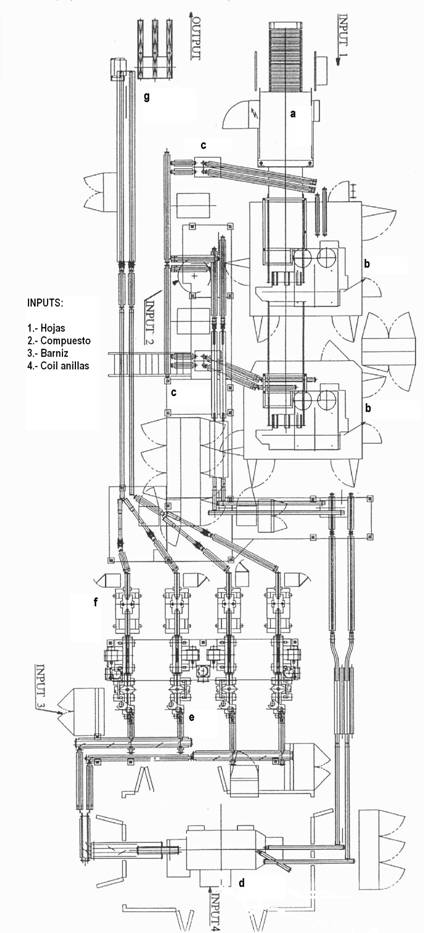
図6:イージーオープンリッド用ライン配置図
この図では、4つの原材料を投入し、その結果、1つの出力、つまり完成品と包装されたキャップが得られることがわかる。 設置の複雑さと高度な自動化が評価できる。 これは、プログラマブルロジックコントローラーによって制御された、機械間のコンベヤーベルトのネットワークによって実現されています。 機械と機械をつなぐコンベアには、機械を自動的につなぐ役割と、生産を安定させ、停止を減らすための肺活量という二つの役割があります。
抜型・ガムテープ貼り
この短冊をプレスマガジンの上に積み重ね、表紙の形の第一近似値、いわゆるドラフトを型抜きする。 先ほどのレイアウトでは、「b」がこのプレスの位置を示していますが、この場合は2つで、次のマルチステーションプレスと速度を合わせる必要があり、ダブルケイデンスを持つプレスとなっています。 これらのプレス機には、アウトラインをカットするダブルパンチツールが搭載されています。
アウトラインは、中央にフラットなパネルがある背景の形をしています。 プレス機の奥にはダブルカーリングマシンがあり、プレス機のフランジを回転させることで、互いに嵌め込まずに積み重ねて扱いやすくしています。
ベルトコンベアーはアキュムレーターとして機能し、ブランク材はフランジにコンパウンドを充填するグルーイングマシーンに送られ、容器への蓋の密閉性を確保します。 レイアウトの 「c」の文字。 水性コンパウンドを使用する場合は、スケッチを乾燥炉に通して水分を除去し、合成ゴムの重合を促進させる必要があります。
図7は、一旦型抜きされた素材のスケルトン(切り抜き)と、型抜き、圧着、ガムテープの連続工程でのアウトラインを示したものである。
図7: スケッチ製作の手順
使用するコンパウンドが水性タイプの場合、製造したスケッチを一定期間ストックしておき、冷やして湿度を取り去る仕上げをすることが望ましい。 化合物が溶剤系であれば、ガムの液相が室温で蒸発し、完全かつ迅速に蒸発するため、オーブンを使用する必要はない。 後者の場合、ブランクはガム製造機からマルチステーションプレスに直接供給することができますが、使用するコンベアシステムによって、2つの機械間でユニットを大幅に集積することができます。
短冊からダブルパンチプレスでスケッチしていたものを、シートごと送り出すマルチパンチプレスで生産するようになったのです。 この設置により、高速化が可能になりますが、より高い投資が必要となります。
カバーの製造
ドラフトからカバーへの変換は、一定のトン数を持つ高精度のマルチステーションプレスで行われる。 スケッチは、直線的に、あるいはターンテーブルに乗って、さまざまなステーションを一歩一歩進んでいきます。 各ステーションでは、蓋の上でアクションが行われます。 図8は
6ステップの例。
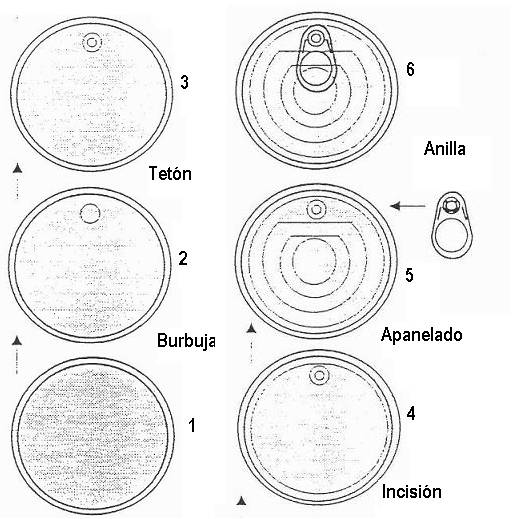
図8:イージーオープンリッドの製造工程
最初の操作では、気泡ができ、それが直径の小さなニップルに変化する。
と垂直の壁で、リングの穴を受け、リベットで固定することになります。 中間ステップでは、引き裂くための切開と、まぶたの中央パネルを作る。
最も繊細な作業は、切開の実行です。切開は、スムーズに引き裂けるように正確な深さを持たなければなりません。 少なすぎると開封の労力が過大になり、多すぎると缶詰工場での作業中に蓋が爆発する危険性が高くなります。 切り込みの精度を確保するため、プレスキャリッジは下降ストロークの終わりに、クランクシャフトの回転を妨げないように調整された非常に強固な固定ストッパーにぶつかる。 写真9は、そのようなプレス機である。 図6のレイアウトでは、このプレスを 「d」の文字で表現している。
写真9:イージーオープンの蓋を作るプレス機
この蓋を製造するための金型は、高精度で高品質な仕上がりになっています。 キャップ特許には、さまざまなバージョンの切開タイプを使用したものがあり、リングのモデルも異なっています。
リングの製造
リングは通常、同じマルチステーションプレスで、ブリキ、TFS、亜鉛メッキの素材から製造されるか、または
を、特殊な特性を持つアルミニウムに変更しました。 また、多数のステーションを持つこのツールは、複雑なデザインになっています。 図10は、一般的に使用されるリングの一例の製造工程を示したものである。 切断、絞り、折り曲げ、曲げ、トリミングの動作を合わせると、最大で14工程を必要とすることがわかります。 リングには、取り付けのためにキャップラグに挿入する穴の直径、この穴からリングの先端までの距離、そしてリングの先端の形状という、非常に厳しい公差のある3つの重要な寸法があります。 リングの端はノーズで指定されており、これを切開部にかぶせることで開蓋が開始されます。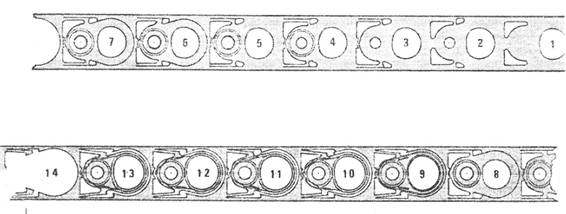
図10:リングの製造段階
リングダイは、マルチステーションプレスのメインツールの側面に取り付けられ、リングは直接リッドの上に供給されるため、リングの蓄積や保管は不要です。 写真11は、図10で紹介したシーケンスとは異なるデザインのリングダイスの下部である。
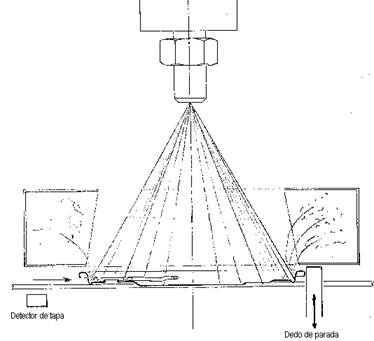
図12:イージーオープンの蓋の改造
図6のレイアウトのうち、eと書かれたエリアには、4台のニス塗装機のバッテリーがあります。
ワニス塗布機の隣には、ワニスの乾燥と重合を行うオーブンがあり、同じベース上に独立してうまく取り付けられています。 縦型のオーブンなので、場所を取らない。 蓋は炉の高さの2倍の距離を移動しながら上下に動き、特殊なフィンガーチェーンで水平に保持される。 また、前述のレイアウトでは、 fゾーンに4台のオーブンがあります。
パッケージング
パッケージングの前に、キャップは通常、自動光学ビジョン検査システムによって100%チェックされ、さらに、さまざまなパラメータの変化を統計的にサンプリングして補完されます。
包装は、あらかじめ設定された数のキャップをカウントして袋に入れる自動装置によって、紙袋やビニール袋に入れられます。 チーム “g “のレイ・アウト









0コメント