
SOMMARIO
È importante avere un buon documento sui materiali di base dell’industria metallurgica, banda stagnata, TFS, alluminio… È utile per molti compiti. Di seguito viene descritto come prepararlo, incorporando vari dati da più applicazioni.
SPECIFICHE DEL MATERIALE
Nell’industria metallurgica è conveniente avere un documento dove si riflettono tutti i dati relativi al metallo da utilizzare nella fabbricazione di ogni prodotto. Questo documento si chiama “Tinplate Specification”, nel caso in cui il materiale sia banda stagnata, anche se può essere anche TFS, alluminio o lamiera nera.
Questo documento ha una moltitudine di applicazioni, come ad esempio tra le altre:
– Ufficio tecnico
– Documento di base per definire l’ordine delle materie prime da parte dell’ufficio acquisti.
– Calcolo dei costi.
– Documento di base nell’operazione di taglio della bobina.
– Preparazione dei fotoliti da parte dello Studio corrispondente.
– Preparazione delle lastre da stampa e dei rulli di verniciatura in litografia.
– Produzione: documento di base per la regolazione delle attrezzature: Scroll, presse, cesoie…
– Controllo di qualità, per la verifica delle registrazioni e dei tagli.
– Ecc.
SPECIFICHE DELLA BANDA STAGNATA PER I COPERCHI
In questo articolo ci concentreremo su come preparare una specifica di metallo per i tappi. Che sia nella versione easy-open o in quella classica flat-top, il documento in entrambi i casi è simile. Vedremo quali sono i dati più convenienti da includere in esso e come calcolare ciascuno di essi.
Per seguire meglio la procedura prenderemo un esempio pratico, nel nostro caso sarà il fondo di inscatolamento standard di 73 mm di diametro, che è uno dei più usati nell’industria metallurgica.
La prima cosa da sapere è il taglio, cioè il diametro del disco da fustellare per formare il fondo. Per questo fondo è di 88,7 mm. Con esso saremo in grado di calcolare le dimensioni – larghezza e lunghezza – del foglio scrollato da una bobina. Non ci addentreremo in questo calcolo, poiché è ben dettagliato in un lavoro già pubblicato in questo Web. Vedere:
Calcolo del profilo di un taglio a zig zag (taglio a scorrimento)
Una volta conosciute le dimensioni della lamiera, è possibile iniziare a redigere la scheda tecnica del capitolato, disegnando la lamiera e dettagliando tutte le dimensioni che definiscono la sua composizione geometrica. Vedere la figura nº 1. Come potete vedere, questo foglio è composto da due parti. Una prima superiore, con una serie di caselle dove si rifletteranno i dati che stiamo calcolando, e una inferiore che presenterà il disegno del foglio con tutti i suoi dati.
Le prime quattro caselle sono puramente informative e specificano:
– Designazione commerciale del fondo
– No. della pressa che lo produrrà, se applicabile.
– Data di produzione di questo documento
– Caratteristiche costruttive di base dello sfondo.
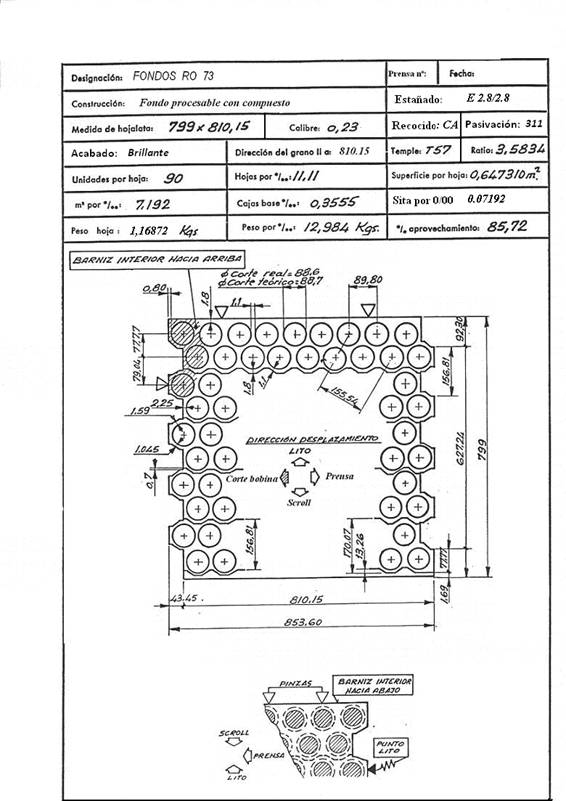
Figura No. 1: Specifiche della banda stagnata del fondo 73
Poi entriamo nella definizione del materiale del foglio da utilizzare. Per determinare le dimensioni di larghezza e lunghezza dello stesso, dobbiamo prendere in considerazione una serie di fattori che la dimensione del foglio deve soddisfare, i principali sono:
– Listino prezzi per l’acquisto della banda stagnata, per non incorrere in costi extra per le dimensioni. È necessario assicurarsi che siano adattati al tasso minimo per misura.
– Capacità dimensionale massima e minima della linea di taglio delle bobine. Devono essere all’interno di questa capacità
– Essere tra le dimensioni massime e minime consentite dalle linee di verniciatura e di stampa.
– Capacità dimensionali della seconda coclea di taglio, cioè per il taglio di strisce, e del magazzino della pressa. Le strisce di foglio risultanti dovrebbero essere all’interno della vostra gamma.
Dall’analisi di tutto questo, e il calcolo corrispondente seguendo il lavoro sopra menzionato, risulterà in dimensioni valide del foglio da utilizzare durante il processo senza problemi. La lunghezza netta della lama coincide con il passo di avanzamento sulla linea di taglio, questo è il dato necessario per il calcolo del consumo di materiale, la lunghezza lorda comprende l’altezza della “merlatura” (43,45 mm nel nostro esempio) e deve essere presa in considerazione per i limiti dimensionali dell’attrezzatura.
Una volta nota la larghezza della bobina, la direzione di laminazione dell’acciaio di base, cioè la direzione del grano, viene determinata automaticamente.
A seconda delle dimensioni del fondo, della sua resistenza meccanica e del suo utilizzo, ci verrà data un’altra serie di dati come:
– Rivestimento in stagno
– Spessore
– Ricottura
– Passivazione
– Finitura superficiale
– Tempio
Non ci fermiamo ad approfondire questi parametri perché sono ben noti, e se necessario si possono consultare le opere di questo Web:
Tutti questi valori devono essere scritti nelle caselle corrispondenti del foglio delle specifiche del fondo 73.
Entriamo ora nella determinazione di una serie di dati interessanti, validi per i calcoli successivi in altre fasi del processo.
– Unità per foglio: Indica il numero di fondi ottenuti per foglio, 90 fondi nel nostro esempio.
– Fogli per %0: mostra il numero di fogli necessari per fare mille sfondi. Si ottiene dividendo 1000 per il numero di unità per foglio. (1000/90 = 11.11)
Entrambi i dati sono interessanti per calcolare il numero di fogli necessari per coprire un dato ordine di fondi.
– Area per foglio: ci dà in m2 l’area del foglio. Si ottiene dal prodotto della lunghezza netta (passo della linea di taglio) per la larghezza della bobina espressa in m. (0,799 x 0,81015 = 0,647310 m2).
– Rapporto: Indica il rapporto dimensionale tra la superficie del foglio e la superficie del foglio preso come unità nel mercato della banda stagnata, che è un foglio di dimensioni 20″ x 14″ (508 x 355,5 mm = 180594 mm2 = 0,180594 m2).
Rapporto = 0,647310/0,180594 = 3,5843.
– m2 per %0: superficie di banda stagnata necessaria per fare 1000 fondi. È il prodotto dell’area per foglia per %0. (0,647310 x 11,11 = 7,192 m2)
– Caso base per %0: Prima di determinare questi dati, definiremo cosa sia il “caso base”. È un’unità di misura molto usata nel mercato della banda stagnata. È un multiplo del foglio unitario (20″ x 14″). Ci sono due tipi di “scatola base”:
Caso base americano: unità media del banda stagnata per superficie. È uguale alla superficie di 112 fogli di dimensioni 20X14 pollici o quello che è lo stesso, 31.360 pollici quadrati ed è equivalente a 20,23 metri quadrati. È usato principalmente nel mercato americano. 1 base box= 1.1201 Caso base europeo= 0,2023
-Caso base europeo: unità di media del banda stagnata per superficie. È uguale alla superficie di 100 fogli di dimensioni 20X14 pollici o quello che è lo stesso, 28.000 pollici quadrati ed è equivalente a 18,06 metri quadrati. È usato preferibilmente nel mercato europeo. 1 Caso base europeo= 0,8928 caso base= 0,1806
Quindi la cifra“scatola base per %0” riflette le scatole base di banda stagnata necessarie per fabbricare 1000 fondi. Si determina dividendo l’area m2 per %0 per l’area della scatola di base. A seconda che si usi la versione americana o quella europea:
Caso base americano per %0: 7,192/ 20,23 = 0,3555
Caso base europeo per %0: 7,192/18,06 =0,3982
– Sita per %0: questo è un altro modo di esprimere gli stessi dati di cui sopra. La SITA è un’altra unità di misura per la superficie della banda stagnata ed è definita:
– SITA: Unità di misura della banda stagnata per superficie, pari a 100 metri quadrati (System Internacioinal Timplate Area). Equivalente a 4.943 casi base o 5.537 casi base europei.
Quindi “sita per %0” è la quantità di sita necessaria per produrre 1000 fondi e si calcola dividendo i m2 di superficie per %0 per la superficie di un sita. (7,192/ 100 = 0,07192 sitas)
Tutti questi dati ottenuti: area per foglio, rapporto, m2 per %0, scatola di base per %0, e sito per %0, hanno diverse utilità, tra le altre:
– Calcolo del costo di un ordine di banda stagnata all’acciaieria, i tassi a seconda del paese di origine della merce, è possibile utilizzare una qualsiasi di queste unità.
– Calcolo del costo di un ordine per litografia o verniciatura di fogli. Quando si ricorre a terzi per fare questo lavoro, anche le loro tariffe utilizzano queste unità.
– Calcoli di consumo interno.
– Peso per foglio: è determinato dal volume di un foglio dalla densità dell’acciaio. Espresso in Kg. sarebbe:
Peso per foglio = (64.731 x 0,23/100) x 7,85 = 1,16872 Kg
– Peso per %0: Questo è il peso di banda stagnata necessario per fare 1000 fondi. Uguale al peso per foglia moltiplicato per le foglie per %0 .
Peso per %0 = 1,16872 x 11,11 = 12,9844 Kg
Questi ultimi due dati sono utili per:
– Calcolo del prezzo di trasporto.
– Con alcuni fornitori, per il calcolo del prezzo del materiale.
– Percentuale di metallo utilizzato nella produzione dei fondali.
% di utilizzo = area del disco da taglio x numero di tagli x 100 / area per foglio.
% di utilizzo = 44,3 x 44,3 x 3,1416 x 90 x 100 / 647310 = 85,72 %.
Questa informazione è necessaria per il calcolo del costo standard del fondo.
Una volta che tutti questi valori sono determinati, si riflettono sulle loro caselle corrispondenti e avremo finito la scheda tecnica della lamiera dello sfondo.
Altri dati potrebbero essere aggiunti secondo le esigenze particolari di ciascuno, come: lubrificazione della banda stagnata, codice interno di questo materiale, ecc.
 servizio di formazione nella teoria della formatura di contenitori in banda stagnata
Fustellatura della banda stagnata
prezzo della banda stagnata
quotazione della banda stagnata
servizio di formazione nella teoria della formatura di contenitori in banda stagnata
Fustellatura della banda stagnata
prezzo della banda stagnata
quotazione della banda stagnata
 I prezzi della banda stagnata aumentano del 16%.
I prezzi della banda stagnata aumentano del 16%.
 DATI DI IDENTIFICAZIONE DELLA BANDA STAGNATA
DATI DI IDENTIFICAZIONE DELLA BANDA STAGNATA
 FINITURA SUPERFICIALE DELLA BANDA STAGNATA
FINITURA SUPERFICIALE DELLA BANDA STAGNATA
 FATTORI CHE INFLUENZANO LA VERNICIATURA DELLA BANDA STAGNATA
FATTORI CHE INFLUENZANO LA VERNICIATURA DELLA BANDA STAGNATA
 DETERMINAZIONE DEL RIVESTIMENTO TOTALE DI STAGNO SU BANDA STAGNATA CON IL METODO DELLA PERDITA DI PESO (METODO DI CLARKE)
DETERMINAZIONE DEL RIVESTIMENTO TOTALE DI STAGNO SU BANDA STAGNATA CON IL METODO DELLA PERDITA DI PESO (METODO DI CLARKE)
 SPECIFICA DI BANDA STAGNATA PER CORPI DI CONTENITORI “3 PEZZI
SPECIFICA DI BANDA STAGNATA PER CORPI DI CONTENITORI “3 PEZZI




0 Comments