
Per la stampa di lattine in 2 pezzi, oggi abbiamo decoratori pieni di accessori e abbastanza tecnologia per produrre oltre 2000 lattine al minuto.
In questo articolo commentiamo l’importanza di mantenere un processo ben controllato per fornire le condizioni affinché questa squadra abbia un’alimentazione eccellente e possa raggiungere il massimo rendimento.
Ci sono diversi fattori che possono influenzare negativamente le prestazioni del decoratore, ma di seguito ne discuteremo 4 che consideriamo fondamentali.
La progressione degli utensili in relazione al diametro del mandrino della macchina decoratrice.
Consideriamo un fattore primordiale ed estremamente importante avere un controllo esaustivo sulla rettifica dei punzoni dei carrozzieri poiché i mandrini del decoratore e i loro rispettivi diametri sono stabiliti in funzione della progressione dell’attrezzaggio dei carrozzieri e del valore medio del diametro del punzone.
Nell’esempio qui sotto, abbiamo in blu il punzone con il diametro più grande e poi la sua progressione di molatura per la lattina di alluminio da 12Oz. Questa tabella è un esempio, ogni produttore di lattine avrà la propria progressione.
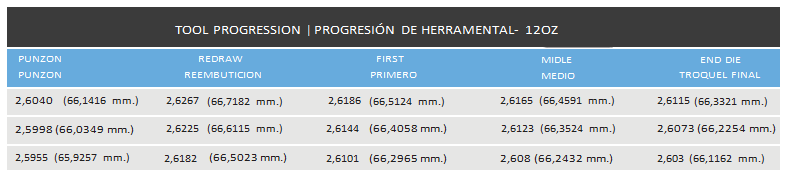
Man mano che rettifichiamo i punzoni per riutilizzarli, il diametro si perde, quindi bisogna stare molto attenti e rispettare quel limite minimo raccomandato dal fabbricante, nello specifico si avrebbe uno scarto di 0,022″ (0,5588 mm) tra il diametro del mandrino con il punzone più piccolo, al di sotto di queste misure diminuisce notevolmente il diametro della lattina e si avranno difficoltà a introdurre la lattina nel mandrino del decoratore.
Guasto della taglierina/trimmer.
Continuando con il Bodymaker, dobbiamo ancora considerare la rifinitura della lattina.
Il trimmer è l’attrezzatura che si occupa di tagliare il barattolo e di portarlo ad un’altezza standard. Ci sono diversi modelli di attrezzatura per il trimmer che funzionano fondamentalmente così: Sistema di alimentazione, trasferimento, mandrini porta-lattine, testa di taglio con sistema di guasto, sistema a vuoto per trattenere la lattina durante la rifilatura, tramoggia di cattura degli scarti e tramoggia di uscita.
Il taglio è eseguito da dischi piatti riutilizzabili o da lame alloggiate nel gruppo della testa e sono disponibili in carburo o in acciaio.
Una lattina difettosa può causare qualche inconveniente nel funzionamento del decoratore e di altre apparecchiature a valle.
I problemi principali possono essere il blocco delle lattine nella singola fila durante il trasporto, l’alimentazione delle lattine del decoratore, lo spostamento o la ritenzione delle lattine nell’alimentazione rispetto al mandrino della macchina e il blocco delle lattine all’uscita delle dita del forno, il blocco della pista del tunnel del forno.
Questi inconvenienti influenzano notevolmente le prestazioni delle attrezzature generando un elevato deterioramento e 5S del settore.

Lattine con scarsa mobilità
n termini di lavatrice, in generale dobbiamo considerare che la lattina è nel suo migliore aspetto di lavaggio e con una buona mobilità. Per questo dobbiamo seguire i principi di base del processo di lavaggio che sarebbero il lavaggio chimico, il lavaggio meccanico, il tempo di esposizione (velocità) e la temperatura.
Il suo scopo è quello di rimuovere lo sporco organico e inorganico, eseguendo il trattamento sulla superficie della lattina, applicare l’intensificatore di mobilità e asciugare la lattina. Ci sono una serie di parametri da seguire e bisogna stare molto attenti a tutti i controlli e le verifiche che si fanno su questa attrezzatura, qualsiasi deviazione di queste variabili può influenzare direttamente i processi successivi, principalmente il decoratore.
L’ultima fase, che è l’applicazione del prodotto che dà mobilità alla lattina, è molto importante perché questo prodotto aiuta ad asciugare la lattina e la condiziona in modo che si adatti bene al mandrino del decoratore. Uno schema che segue è da 16 a 20 gradi di inclinazione sull’attrezzatura Til Table. Questa apparecchiatura misura l’angolo in cui una lattina scivola in attrito con altre due lattine e ti dà un angolo di mobilità, le lattine con mobilità maggiore di 20 gradi sono già un allarme e sono considerate un problema per alimentare il tuo decoratore.
Modulazione di trasporta
Un altro aspetto molto importante sarebbe la modulazione del trasporto. Questa regolazione deve essere fatta molto bene, eccezionalmente bene, perché farà in modo che la lattina viaggi per tutta la lunghezza dei trasportatori, seguendo la logica di modulazione senza pressioni o ribaltamenti e, di conseguenza, sfregamenti tra le lattine stesse e danni reciproci.
Una modulazione mal eseguita può generare molti sprechi nell’impianto, come perdite di tempo, sprechi, brevi arresti di attrezzature e un cattivo aspetto in termini di ordine e pulizia dei settori. Queste sono alcune delle variabili che possono influenzare il processo di produzione delle lattine di alluminio rispetto all’alimentazione del decoratore. Le regolazioni della pressione dell’aria e del vuoto su tutte le attrezzature devono essere controllate e monitorate attraverso la lista di controllo e devono essere eseguite dai tecnici delle attrezzature.
Qualsiasi deviazione deve essere regolarizzata e nel caso in cui non si raggiungano le regolazioni, la squadra di manutenzione deve intervenire.
ANDRE MALTA
Consulente Mundolatas
Consulente Mundolatas
 FESTIVAL GIAPPONESI PER DECORARE LE LORO LATTINE
FESTIVAL GIAPPONESI PER DECORARE LE LORO LATTINE
 La mostra “le lattine della tua vita” viaggia a Madrid
La mostra “le lattine della tua vita” viaggia a Madrid
 Lista di controllo operativa
Lista di controllo operativa
 aggraffatrice ricostruita per lattine di alluminio
bilancio delle lattine
aggraffatrice ricostruita per lattine di alluminio
bilancio delle lattine
 Fare una lattina con alluminio riciclato fa risparmiare più del 90% dell’energia necessaria per fare una nuova lattina.
Fare una lattina con alluminio riciclato fa risparmiare più del 90% dell’energia necessaria per fare una nuova lattina.
 L’inchiostro termocromatico è un alleato della sicurezza alimentare
L’inchiostro termocromatico è un alleato della sicurezza alimentare
 Lattine di alluminio e acciaio contenitori altamente sostenibili
Comprare lattine di alluminio
Lattine di alluminio e acciaio contenitori altamente sostenibili
Comprare lattine di alluminio
 RACCOMANDAZIONI TECNICHE SEFEL
RACCOMANDAZIONI TECNICHE SEFEL



0 Comments