
Dimensionamento, utensili per la sua esecuzione e controllo di qualità per le forature necessarie all’assemblaggio di un premistoppa metallico.
INTRODUZIONE
Nei contenitori destinati a contenere prodotti industriali, è comune dotarli di un bocchettone o di un beccuccio per facilitare lo svuotamento. Questo è particolarmente utile quando il prodotto contenuto è un liquido come un solvente, una vernice, ecc….
Questa ghiandola è coperta da un tappo che funge anche da sigillo di garanzia, per assicurare la sua inviolabilità prima dell’uso. I tipi di ghiandole e tappi utilizzati dal mercato sono molto vari. Sono disponibili in metallo, plastica, misto, ecc. Ma in tutti i casi è sempre necessario fare un buco nel coperchio del contenitore per ospitare questa ghiandola e fissarla al coperchio.
Se il premistoppa/tappo è di plastica, il foro è di solito a pressione. D’altra parte, se il premistoppa è di metallo – banda stagnata – si usa la saldatura per fissarlo. Un esempio di un contenitore con un premistoppa metallico è mostrato nel disegno n. 1:
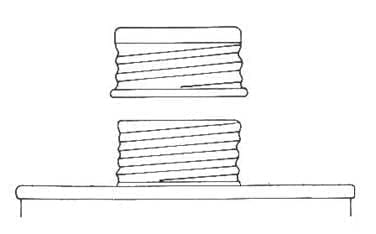
Figura n. 1: estremità del contenitore con premistoppa metallico
SALDATURA DI LEGHE
Questa saldatura può essere fatta elettricamente con una saldatura a punti o, più comunemente, aggiungendo una lega stagno-piombo nella zona in cui il premistoppa è fissato alla perforazione sul coperchio del contenitore. Quest’ultima lega viene applicata fusa per mezzo di un’attrezzatura costituita da un ugello iniettore che deposita un getto di lega liquida su un punto esterno della zona di giunzione tappo-collare. Questo ugello viene aperto o chiuso dall’azione di un ago interno a molla che viene attivato da un elettromagnete o da un sistema pneumatico. L’ugello agisce quando rileva la presenza di un contenitore con ghiandola per mezzo di una testa di rilevamento.
L’attrezzatura è completata da un serbatoio di lega situato su un piano più alto del piano di applicazione e riscaldato da resistenze. La lega scorre per gravità attraverso un condotto che comunica con l’ugello. Questo condotto deve essere mantenuto caldo per mezzo di resistenze elettriche e isolato termicamente in modo che la lega rimanga liquida. Quando l’attività è finita, il circuito deve essere spurgato per mantenerlo libero.
Affinché la saldatura scorra e sigilli tutta l’area, è necessario applicare prima un fondente all’area. Questo avviene anche per mezzo di un ugello a monte al quale lo stripper arriva sotto pressione da un serbatoio e viene applicato in modo intermittente con un sistema simile a quello usato con la lega. L’intero gruppo è installato su un trasportatore attraverso il quale scorrono i contenitori.
I contenitori vengono poi passati sotto una batteria di bruciatori a gas che rifondono la lega applicando calore alla zona di saldatura. Per azione capillare, lo stagno fuso si diffonde in tutta l’area del giunto di foratura, coprendo il bordo di taglio del foro dove c’è l’acciaio esposto e che può mostrare segni di ossidazione.
PERFORAZIONE
Per preparare il foro sul coperchio che in seguito ospiterà la ghiandola, si può usare:
– 1º: Incorporare sulla matrice di fabbricazione della copertura dei pezzi che perforano e conformano la stessa.
– 2º: Effettuare questa operazione dopo la fabbricazione del coperchio, partendo da fondi normali, utilizzando un’attrezzatura speciale montata su una pressa dotata di un alimentatore di fondi.
La prima opzione è più economica perché evita una seconda operazione, ma la seconda è più flessibile perché lo stesso strumento può essere usato per tappi di diverse dimensioni.
Descriveremo un esempio di attrezzaggio per rendere questo foro valido per il secondo caso.
La perforazione per alloggiare un premistoppa metallico saldato in lega stagno-piombo al coperchio ha di solito la forma mostrata nella figura 2. Consiste in un foro con una gonna esterna rivolta verso l’esterno. L’eventuale bava da taglio è posizionata sul bordo interno di questa gonna.
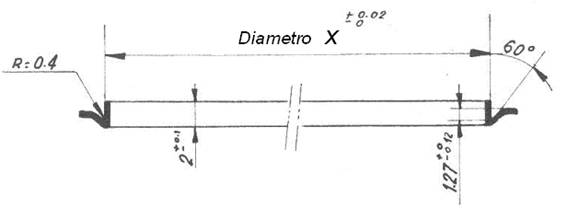
Figura n. 2: foratura per il premistoppa metallico
Il diametro esterno dell’alloggiamento X deve essere 0,40 mm più piccolo del diametro interno del premistoppa alla sua base. Questo premistoppa lo accoglie nella scanalatura esterna di raggio 0,4 del foro.
UTILLAJE
Lo stampo per fare la perforazione è molto semplice. Un esempio è mostrato nella figura 3. È formato, nella sua parte superiore, da un punzone da taglio A, con il suo porta punzone I, uniti per mezzo della vite A. Il diametro di taglio del punzone, per una perforazione del tipo mostrato nel disegno nº 2, è circa 4 mm. più piccolo del diametro X dello stesso. Il diametro interno del portapunzoni coincide con il valore X.
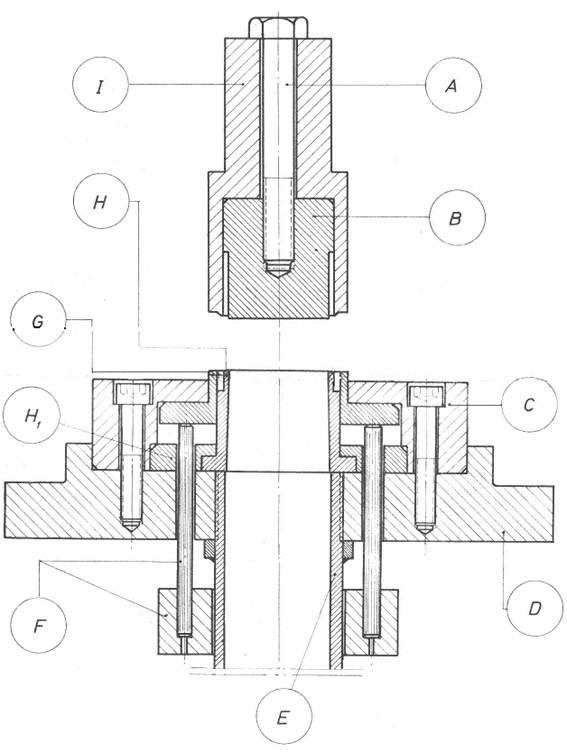
Figura n. 3: foratura per il premistoppa metallico
La parte inferiore è composta da una lama H con il suo anello di fissaggio H1, un anello di spinta G, una parte C per fissare l’insieme alla base D e un sistema di pressione inferiore.
Il valore del diametro esterno della lama H, che calibra il metallo all’interno del foro, deve essere uguale a X meno il doppio dello spessore del metallo del tappo. Il diametro interno dell’anello G-pusher è X più 5 mm. Il resto delle misure sono definite proporzionalmente a quelle indicate.
Il materiale da utilizzare per la costruzione delle diverse parti sarà acciaio per utensili – indeformabile – con un alto contenuto di cromo. Tutte le parti in contatto con la banda stagnata devono essere trattate ad una durezza di 60- 62 HRc, tranne il punzone che sarà un po’ più morbido. Il resto può essere fatto di acciaio più economico.
CONTROLLO QUALITÀ
La perforazione deve essere controllata frequentemente con mezzi adeguati. A tal fine, si stabilirà un piano di controllo del campionamento e si utilizzeranno due misuratori per verificarne il diametro e l’altezza.
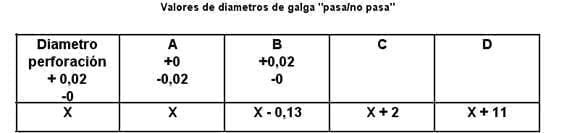
La figura 4 mostra un semplice calibro “pass-fail” molto valido per controllare il diametro esterno X del foro.
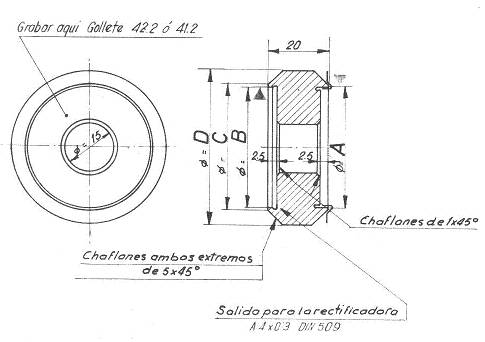
Figura n. 4: calibro per il controllo del diametro del foro
Per dimensionarlo in relazione al valore X da controllare, si possono usare i valori indicati nella seguente tabella:
 Per controllare l’altezza della gonna del foro e la sua irregolarità rispetto al pannello di copertura, si può usare un calibro come quello mostrato nel disegno n. 5.
Per controllare l’altezza della gonna del foro e la sua irregolarità rispetto al pannello di copertura, si può usare un calibro come quello mostrato nel disegno n. 5.
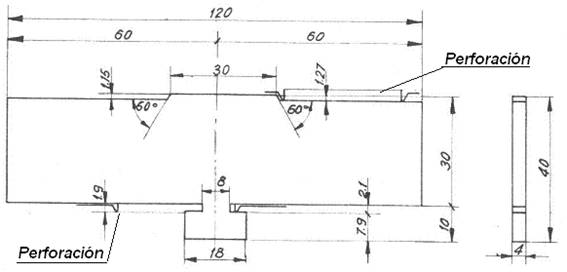
Figura n. 5: Misuratore di controllo dell’altezza del foro
COMMENTO
Per i fori destinati ad accogliere ghiandole/scanalature in plastica, con le opportune modifiche, si possono usare utensili simili a quelli mostrati.
Ci sono altri lavori sulle ghiandole di plastica su questo sito web.
 tappo di metallo da 28 mm
tappo di metallo da 28 mm
 VALUTAZIONE DELL’ESPULSIONE DEL TAPPO NEI CONTENITORI DI VERNICE
VALUTAZIONE DELL’ESPULSIONE DEL TAPPO NEI CONTENITORI DI VERNICE
 CONTROLLO DEL TAPPO NEGLI STAMPI
CONTROLLO DEL TAPPO NEGLI STAMPI
 MONTAGGIO DI GHIANDOLE DI PLASTICA
MONTAGGIO DI GHIANDOLE DI PLASTICA
 CAPPUCCI E TAPPI A SCATTO PER CONTENITORI IN METALLO
CAPPUCCI E TAPPI A SCATTO PER CONTENITORI IN METALLO
 DETERMINAZIONE DEL CUT-OFF DI UNA CALOTTA INFERIORE
DETERMINAZIONE DEL CUT-OFF DI UNA CALOTTA INFERIORE
 DIMENSIONI PER CUPOLE AEROSOL DENTELLATE
DIMENSIONI PER CUPOLE AEROSOL DENTELLATE
 AEROSOL DOMES
AEROSOL DOMES
 CHIUSURE PER CONTENITORI DI VERNICE
CHIUSURE PER CONTENITORI DI VERNICE
 EVOLUZIONE DEL PROFILO DEI FONDI Ø99
EVOLUZIONE DEL PROFILO DEI FONDI Ø99



0 Comments