
इस कार्य का उद्देश्य डिब्बाबंद बॉटम्स बनाने के लिए पासे के काम करने के तरीके का सरल तरीके से वर्णन करना है, जिसमें यह विस्तार से बताया गया है कि इसके प्रत्येक टुकड़े पूरी प्रक्रिया में कैसे कार्य करते हैं।
ठीक से बोलने के लिए हम उन नामों को परिभाषित करके शुरू करेंगे जो उनमें से प्रत्येक को प्राप्त होते हैं:
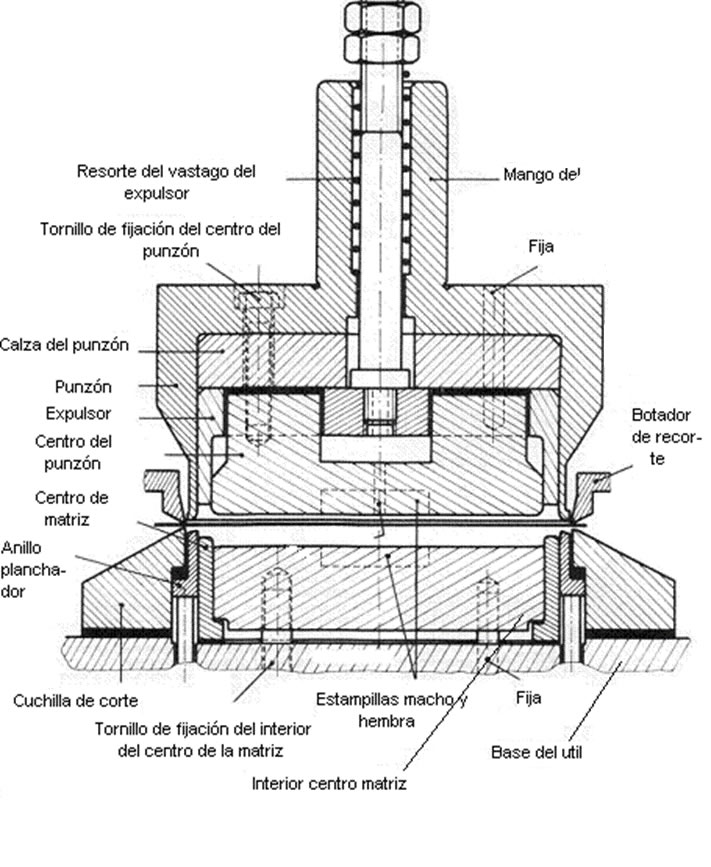
एक पासे में दो मुख्य भाग होते हैं:
- क) ऊपरी वाला, – ऊपरी उपकरण – जिसे हम सामान्य रूप से पंच कहेंगे, जो प्रेस कैरिज से जुड़ा होता है और जो ऊपर और नीचे जाता है – पारस्परिक गति में – मार्ग का अनुसरण करते हुए – स्ट्रोक – उसी तरह जैसे यह प्रेस पर यात्रा करता है स्लाइड.
- बी) निचला वाला, – निचला उपकरण – जिसे हम सामान्यतः मैट्रिक्स कहेंगे, प्रेस टेबल पर लगा हुआ। इसके ऊपर कटिंग टेबल या बोर्ड होता है, जिस पर मुहर लगाने वाली सामग्री (टिन, एल्युमीनियम, आदि) का बैंड फिसलता है।
अक्सर दोनों भाग गाइड कॉलम की एक प्रणाली द्वारा एक साथ जुड़े होते हैं।
प्रक्रिया विवरण:
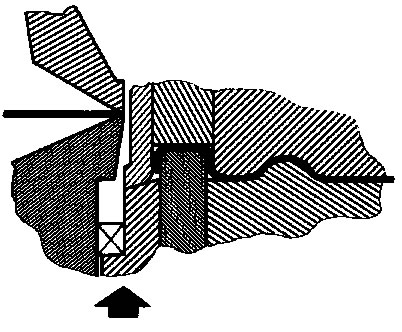
1º- जब ऊपरी उपकरण – या “पंच” – उतरता है, तो सामग्री के बैंड के संपर्क में आने वाला पहला टुकड़ा ट्रिमर होता है, जिसका होंठ काटने वाले ब्लेड के ऊपरी हिस्से पर बने एक मामूली सपाट क्षेत्र के खिलाफ बैंड को मजबूती से धकेलता है कट, जो निचले टूल में स्थित है। यह क्रिया बैंड को स्थिर करने की अनुमति देगी, जिससे सही कट की सुविधा मिलेगी। पंच तुरंत हस्तक्षेप करता है, एक डिस्क को उसके किनारे और ब्लेड के किनारे के बीच से काट देता है।
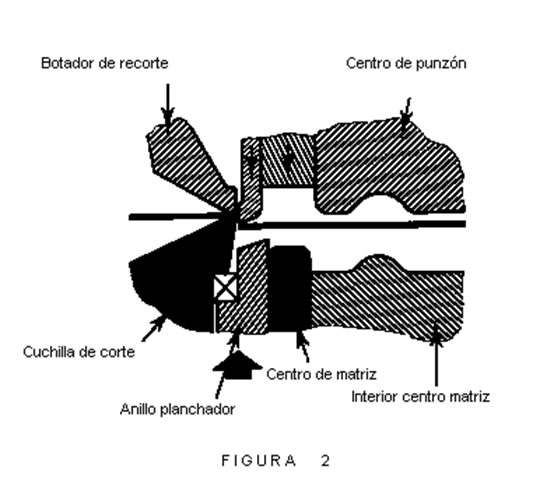
2º.- प्रेस कार अपना उतरना जारी रखती है। काटने वाला पंच उस डिस्क को धक्का देता है जिसे अभी-अभी उसके सामने काटा गया है और इसे इस्त्री रिंग पर सहारा देता है, जो पंच के होंठ द्वारा संचालित होकर नीचे उतरना शुरू कर देती है। सामग्री का चित्रण उस क्षण से शुरू होता है जब डिस्क मैट्रिक्स के केंद्र के संपर्क में आती है।
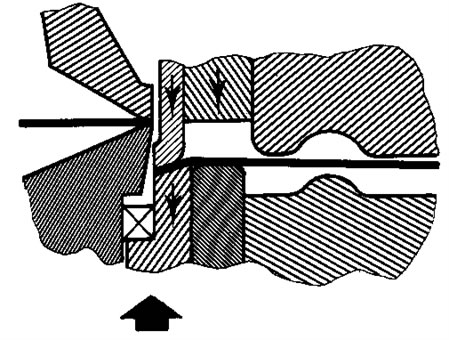
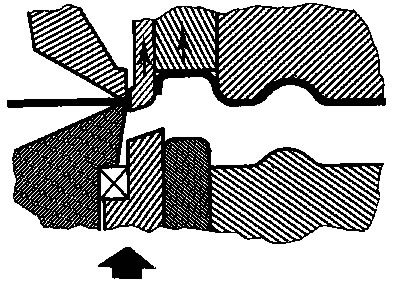
3º,- स्टफिंग आगे बढ़ती है। पंच ब्लॉक डिस्क को डाई सेंटर के अंदर धकेलता है। धातु डाई के केंद्र की तीलियों पर फिसलती है, धीरे-धीरे इस्त्री रिंग पर पंच के होंठ द्वारा लगाए गए दबाव से बच जाती है।
पंच के होंठ और इस्त्री रिंग दोनों द्वारा प्रस्तुत झुकाव धातु के फिसलने की सुविधा प्रदान करता है।
स्पाइडर के माध्यम से स्प्रिंग्स द्वारा इस्त्री रिंग पर डाला गया दबाव नीचे के बाहरी कर्ल पर सिलवटों – झुर्रियों – के गठन को रोकता है।
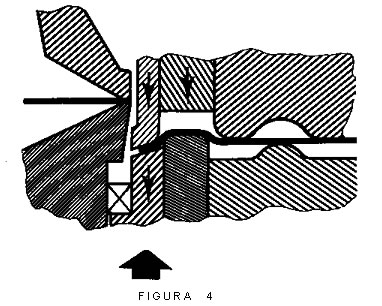
4º.- स्टफिंग ख़त्म हो गई है. धातु को इस्त्री रिंग और काटने वाले पंच के होंठ के बीच संपर्क से पूरी तरह से मुक्त कर दिया गया है। स्ट्रोक के अंत तक पहुंच गया है, इस समय पंच ब्लॉक और पासे के केंद्र के अंदर के बीच थोड़ा सा खेल होना चाहिए जो ड्राइंग में इंगित नहीं किया गया है। इसके विपरीत, नीचे के शीर्ष पर बनी रहने वाली हल्की झुर्रियों को खत्म करने के लिए इजेक्टर और मैट्रिक्स केंद्र के बीच के क्षेत्र में एक जोरदार झटका होना चाहिए। यदि डाई उनसे सुसज्जित है तो केंद्रीय उत्कीर्णन टिकटों के बीच एक झटका भी होना चाहिए।
उपरोक्त स्थितियाँ प्रेस कैरिज के निचले मृत केंद्र के बहुत सटीक समायोजन के माध्यम से प्राप्त की जाती हैं। यह ऑपरेशन बहुत नाजुक है क्योंकि इसके निचले मृत केंद्र से गुजरते समय प्रेस को असामान्य रूप से उच्च प्रयास करने के लिए मजबूर किए बिना झटका प्राप्त किया जाना चाहिए। अन्यथा, अत्यधिक थकान होगी और प्रेस तथा टूलिंग में तेजी से गिरावट आएगी।
5º.- निचले मृत केंद्र से गुजरने के बाद, पंच अपने वंश के दौरान संपीड़न स्प्रिंग द्वारा संग्रहीत ऊर्जा की मदद से इसे ऊपर उठाता है। ऊपरी उपकरण में लगा निचला भाग इसके साथ वापस चला जाता है। इस प्रकार के डाई में, इसके माध्यम से वैक्यूम लगाना आवश्यक नहीं है जैसा कि अन्य प्रकार के उपकरणों में किया जाता है; पंच के केंद्र और काटने वाले पंच के आंतरिक चेहरे के बीच के तल की पकड़ ही इसके समय से पहले बाहर निकलने को रोकने के लिए पर्याप्त है।
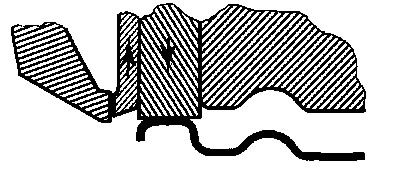
6º.- ऊपरी उपकरण दौड़ के शीर्ष मृत केंद्र तक पहुंचता है। इजेक्टर के सिर पर एक निश्चित स्टॉप की कार्रवाई काटने वाले पंच और पंच के केंद्र द्वारा गठित सेट के संबंध में उत्तरार्द्ध के सापेक्ष विस्थापन का उत्पादन करती है।
इजेक्टर का आगे बढ़ना नीचे से हट जाएगा। कहा गया तल, मुक्त होने पर, इजेक्टर से टकराएगा जो इसे निकासी चैनल की ओर फेंक देगा जिसके माध्यम से इसे कर्लिंग आयरन की ओर निर्देशित किया जाएगा।
 एंबेडेड कंटेनरों के लिए मर जाता है
एंबेडेड कंटेनरों के लिए मर जाता है
 दोष और समाधान: कवर पंचिंग
दोष और समाधान: कवर पंचिंग
 पंचों के प्रकार: डिज़ाइन और रखरखाव
पंचों के प्रकार: डिज़ाइन और रखरखाव
 छल्लों के लिए उपकरण – पेंट कंटेनर
छल्लों के लिए उपकरण – पेंट कंटेनर
 ढक्कन और पृष्ठभूमि की पैकेजिंग
ढक्कन और पृष्ठभूमि की पैकेजिंग
 गम पर पृष्ठभूमि के घुंघराले
गम पर पृष्ठभूमि के घुंघराले
 डाईज़ में कवर का नियंत्रण
डाईज़ में कवर का नियंत्रण
 स्क्रॉल कट की प्रोफ़ाइल की गणना
स्क्रॉल कट की प्रोफ़ाइल की गणना



0 Comments