
समारोह
वह मशीन जो प्रेस के बाहर निकलने पर मौजूद आकार से लेकर हुक के समान अंतिम प्रोफ़ाइल तक इसके किनारे को नीचे की ओर मोड़ने का काम करती है, कर्लिंग मशीन कहलाती है। इसे ऑरलीडोरा, वियाडोरा या कर्लिंगडोरा का नाम भी मिलता है, जो बाद में फ्रेंच, इतालवी या अंग्रेजी से लिया गया है।
कर्ल के कार्य और प्रकारों का विश्लेषण पहले ही कार्य में उजागर किया जा चुका है:
क्रिम्पर को हमेशा प्रेस के पीछे जोड़ा जाता है जो तली को छेदता है, एक बूंद के माध्यम से उससे जुड़ा होता है – या मार्गदर्शन करता है – गुरुत्वाकर्षण या झुके हुए चुंबकीय कन्वेयर द्वारा, जहां नीचे को प्रेस इजेक्टर द्वारा प्रदान किए गए आवेग द्वारा फेंका जाता है। फोटो नंबर 1 में आप एक प्रेस के पिछले हिस्से को देख सकते हैं, जिसके बाद एक डबल डिस्क कर्लर को एक उभरे हुए कन्वेयर पर डिस्चार्ज किया जा सकता है।

चित्र संख्या 1: एक प्रेस पर कर्लिंग आयरन की असेंबली
. कर्लिंग आयरन के बाहर निकलने पर, धनराशि यहां भेजी जा सकती है:
1º.- एक रैंप जो इन फंडों को एक स्टेकर में पेश करता है। इसमें, उन्हें एक इनलेट चैनल द्वारा ऊपर ले जाया जाता है जो उन्हें घूमने वाले अंतहीन स्क्रू में डाल देता है, जिससे स्टैकिंग गाइड रॉड्स के माध्यम से नियंत्रित घुंघराले बॉटम्स का ढेर बनाना संभव हो जाता है। वहां से उन्हें संग्रहीत किया जा सकता है या अन्य मशीनों में डाला जा सकता है।
2º.- एक रैंप जो उन्हें एक उभरे हुए कन्वेयर पर जमा करता है जो उन्हें एक ग्लूअर के फीडर तक ले जाता है, एक एप्लिकेटर के रूप में भी, जहां से उन्हें एक-एक करके इस मशीन के ट्रांसपोर्ट बार सिस्टम में पहुंचाया जाता है।
कर्लिंग आयरन को उनके द्वारा उपयोग किए जाने वाले प्रेस से ट्रांसमिशन के माध्यम से यांत्रिक रूप से स्थानांतरित किया जा सकता है, या फिर उनकी स्वतंत्र मोटर हो सकती है। बिजली की खपत कम है, 1 किलोवाट के आसपास।
दोस्तो
बाज़ार मशीनों के विभिन्न संस्करण प्रस्तुत करता है जिन्हें आम तौर पर दो बड़े समूहों में वर्गीकृत किया जा सकता है:
– ए.- गोल बॉटम/टॉप के लिए कर्लिंग आयरन
– बी.- आयताकार, अंडाकार या अन्य आकार के बॉटम/कवर के लिए कर्लिंग आयरन।
जैसा कि हम देखेंगे, दोनों समूहों में उनके काम करने का तरीका बहुत अलग है
ए.- राउंड बॉटम के लिए कर्लिंग मशीनें
उनमें, नीचे के किनारे की क्रिम्पिंग को एक उपकरण के भीतर, जो दो बिल्कुल विपरीत बिंदुओं पर कार्य करता है, प्रति मिनट उच्च संख्या में क्रांतियों पर उक्त तल को घुमाकर प्राप्त किया जाता है। कर्लिंग आयरन टूलींग के आकार और डिज़ाइन को एक अन्य कार्य में वर्णित किया गया है जिसका शीर्षक है:
इस समूह के भीतर, बदले में, इसे कई प्रकारों में विभाजित किया जा सकता है, जो विभिन्न कारकों से जुड़ा होता है जैसे: कार्य दर, उपयोग की जाने वाली प्रेस डाई का प्रकार, किफायती निवेश लागत…
इस प्रकार, हम इस बारे में बात कर सकते हैं:
– 1º.- गोल डिस्क बॉटम्स के लिए कर्लिंग मशीनें
– 2º.- रोलर्स द्वारा गोल बॉटम्स के लिए कर्लिंग मशीनें
1º.- डिस्क
इस मामले में, डिस्क और कुंडलाकार खंड के बीच से गुजरते समय बॉटम्स के किनारों को मोड़ दिया जाता है। मशीन में एक झुकी हुई मेज होती है, जिस पर पूरी असेंबली लगाई जाती है, जिस पर बॉटम्स को कर्ल करने के लिए टूलींग में स्थानांतरित किया जाता है। यह एक प्रगतिशील और सुचारू संचालन करने की अनुमति देता है। इस तालिका का झुकाव आमतौर पर 30º से 60º के बीच समायोजन की अनुमति देता है। इसी प्रकार की मशीन के अन्य संस्करण भी हैं, जिनमें टेबल और सभी उपकरणों की स्थिति लंबवत होती है। टूलींग एक डिस्क और एक बाहरी खंड से बनी होती है, जिसे बाहरी क्षेत्र भी कहा जाता है; उनके बीच फंड का आदान-प्रदान होता है।
डिस्क बड़े व्यास की होती है और एक निश्चित गति से घूमती है। कुछ मशीनों में प्रति मिनट घूमने की संख्या को स्पीड वेरिएटर के माध्यम से समायोज्य किया जा सकता है। इसमें वास्तव में दो भाग होते हैं। एक केंद्रीय रिंग जो किसी भी कर्ल प्रोफ़ाइल के लिए अपरिवर्तनीय है, और एक बाहरी कुंडलाकार रिंग, जो केंद्रीय भाग पर लगी होती है। यह अंगूठी कई टुकड़ों में बनाई जा सकती है, और इसके किनारे पर एक गले को उस आकार के साथ प्रस्तुत किया जाता है जिसे कर्ल को लेना होता है; इसलिए जब कर्ल मानक बदलता है तो यह रिंग बदल जाती है। खांचे को आमतौर पर विपरीत दिशा में दो बार मशीनीकृत किया जाता है, ताकि जब इसकी प्रोफ़ाइल खराब हो जाए, तो दूसरे खांचे का उपयोग करने के लिए रिंग को चारों ओर घुमाना पर्याप्त हो। डिस्क इसके संपर्क में नीचे तक अपने समान घूर्णन की एक स्पर्शरेखीय गति का संचार करती है, जो बाद के लिए स्वयं पर अधिक संख्या में क्रांतियों में तब्दील हो जाती है।
यह खंड मशीन की टूलींग का सबसे बाहरी भाग है। यह स्थिर है और केंद्रीय डिस्क के कई क्रमिक और संकेंद्रित खंडों द्वारा निर्मित है। उनके पास केंद्रीय डिस्क की कुंडलाकार अंगूठी के विपरीत और समान प्रोफ़ाइल के साथ एक नाली भी है। प्रत्येक खंड को मशीन की धुरी से उसकी दूरी में थोड़ा समायोजित किया जा सकता है, ताकि कुंडलाकार रिंग और खंड के बीच की दूरी धीरे-धीरे कम हो जाए। इस प्रकार, प्रारंभ में, यह दूरी पासे के बाहर निकलने पर तल के बाहरी व्यास से थोड़ी अधिक होती है, और अंतिम क्षेत्र में यह समाप्त क्रिम्पिंग के अंतिम व्यास से मेल खाती है। इस प्रकार, मशीन के साथ नीचे से गुजरते समय, झुका हुआ कर्ल बनने के साथ-साथ इसका व्यास भी कम हो जाता है। चित्र संख्या 2 देखें। इसकी गति में पृष्ठभूमि खंड के साथ घूमती है
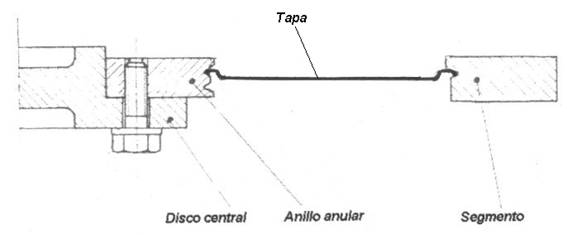
चित्र संख्या 2: कर्लिंग आयरन का अनुभाग
फोटो नंबर 3 डिस्क कर्लिंग आयरन का एक उदाहरण प्रस्तुत करता है। नीला और सफेद गोल टुकड़ा डिस्क के मध्य भाग से मेल खाता है। स्टील की टोन के क्षेत्र उपकरण हैं, यानी कुंडलाकार रिंग और खंड
चित्र संख्या 3: गोल बॉटम्स के लिए डिस्क कर्लर
फंड आम तौर पर क्रिम्पर के कार्य क्षेत्र तक पहुंचते हैं जैसे वे प्रेस डाई से बाहर आते हैं, यानी इसकी ट्रे ऊपर की ओर होती है, और इस स्थिति में वे क्रिम्पर होते हैं। वहां इसका विस्थापन चुंबकीय कन्वेयर बेल्ट के माध्यम से या गुरुत्वाकर्षण के कारण गिरने से होता है, जैसा कि हम पहले ही बता चुके हैं। ऐसे विशेष मामले हो सकते हैं जहां यह दिलचस्प है कि वे उल्टा प्रवेश करते हैं, उदाहरण के लिए एयरोसोल कंटेनरों के लिए तली, जो उनके गोलाकार टोपी आकार के कारण उनकी फेस-अप स्थिति को अस्थिर बनाती है। इस मामले में, प्रेस के बाहर निकलने पर टर्निंग गाइड लगाकर उन्हें उलटा किया जा सकता है। इस प्रकार के उपकरणों को अपने गले का प्रोफ़ाइल उल्टा प्रस्तुत करना होगा
मशीन के अंदर, पृष्ठभूमि केंद्रीय डिस्क द्वारा खींची गई लगभग 270º यात्रा करती है, अपने प्रक्षेपवक्र के साथ लगातार कई बार मुड़ती है। इस प्रकार, इसके पूरे समोच्च में एक समान कर्ल प्राप्त किया जाता है।
चूंकि कवर को ग्लूअर तक पहुंचना होता है, -जो इसकी निर्माण प्रक्रिया में अगली मशीन है-, विंग के चैनल को ऊपर की ओर रखते हुए – और इसलिए ट्रे को नीचे की ओर रखते हुए – इसमें उचित यौगिक जमा करने के लिए, आवश्यक रूप से उन्हें मोड़ें कर्लिंग आयरन से बाहर निकलना, इसके लिए उस आवेग का उपयोग करना जो वे कर्लिंग आयरन की केंद्रीय डिस्क की क्रिया द्वारा उत्पन्न करते हैं। कुछ घुमावदार गाइडों को रखकर आसानी से मोड़ प्राप्त किया जा सकता है – चित्र 4 देखें – जो इसे गमिंग मशीन के इनलेट कन्वेयर पर जमा करते हैं।

चित्र संख्या 4: बाहर निकलने पर नीचे की ओर मुड़ने वाली कर्लिंग मशीन
यदि कर्लिंग आयरन में प्रवेश करने से पहले ढक्कन को घुमाया गया है, जैसा कि हमने एयरोसोल फंड के मामले में संकेत दिया है, तो मशीन छोड़ते समय दूसरा मोड़ आवश्यक नहीं है। फोटो नंबर 3 में प्रस्तुत कर्लिंग आयरन इस तरह काम करता है, इसका नीला निकास गाइड टर्नर नहीं है।
इन मशीनों की सामान्य विशेषताएं हैं:
कर्ल किए जाने वाले फंड का व्यास जो स्वीकार करता है: 50 से 175 मिमी के बीच
उत्पादन तक: 300 फंड/मिनट तक
अनुमानित वजन 350 किलो.
उपभोग की गई बिजली: 1 किलोवाट। लगभग। अधिकतम
जब प्रेस डबल डाई के साथ काम करती है और इसलिए प्रत्येक स्ट्रोक में दो बॉटम्स को छिद्रित किया जाता है, तो उपयुक्त क्रिम्पर डबल डिस्क प्रकार का होता है। यह ऊपर वर्णित से भिन्न है क्योंकि सब कुछ डुप्लिकेट है: दो इनपुट, दो डिस्क, दो खंड, आदि। यह सब धन के आगमन की धुरी के संबंध में सममित रूप से रखा गया है। फोटो नंबर 5 में आप एक डबल कर्लिंग आयरन देख सकते हैं, बिना बॉटम आउटलेट गाइड और बिना सुरक्षा के।
चित्र संख्या 5: डबल डिस्क कर्लिंग आयरन
वर्तमान औद्योगिक सुविधाओं में इस प्रकार के कर्लिंग आयरन का उपयोग करना सबसे सामान्य है। उन्हें स्वतंत्र मोटरों की एक जोड़ी द्वारा सक्रिय किया जा सकता है, जैसे कि फोटो नंबर 5 में, एक मोटर द्वारा या प्रेस की एक ही मोटर से भी।
2º.- रोलर द्वारा
वर्तमान में अल्प-प्रयुक्त प्रक्रिया में, इसका उपयोग बड़े-व्यास वाले ढक्कनों तक ही सीमित है। जो मशीन बार-बार ऐसा करती है, वह इसके घूमने का लाभ उठाते हुए, निचले पंख पर रबर भी लगाती है। फोटो नंबर 6 इस प्रकार का कर्लिंग आयरन प्रस्तुत करता है। इसकी उत्पादन दर कम है.

चित्र संख्या 6: रुलिना द्वारा रिजाडोरा
उनके काम करने का तरीका इस प्रकार है: ढक्कन, एक उलटी स्थिति में, गाइड के साथ एक मेज के साथ गिरकर कर्लिंग बिंदु तक पहुंचता है; एक बार इसमें, यह एक निचली प्लेट के बीच फंस जाता है जो इसकी बाल्टी में फिट होती है और एक छोटी ऊपरी प्लेट के बीच फंस जाती है। निचला वाला प्रति मिनट एक निश्चित संख्या में क्रांतियों पर मोटर चालित घूमता है और ढक्कन को खींचता है, जिसे ऊपरी प्लेट द्वारा उक्त प्लेट पर दबाया जाता है, जो इसके द्वारा मजबूर होकर स्वतंत्र रूप से घूमता है। इसके साथ ही, एक पार्श्व भुजा एक रोलर लेकर आती है जो कर्ल करने के लिए उपयुक्त प्रोफ़ाइल के साथ गले को प्रस्तुत करती है। जब रोलर फ्लैप के किनारे के संपर्क में आता है तो वह अपनी धुरी पर बेतहाशा घूमता है। रोलर होल्डर आर्म के अधिक या कम सन्निकटन के आधार पर, अधिक या कम चिह्नित कर्ल प्राप्त होता है। चक्र की मांग है कि कवर अपने पूरे समोच्च के चारों ओर उत्तरोत्तर और पूरी तरह से कर्ल बनाने के लिए खुद पर कई मोड़ बनाता है।
जैसा कि हमने पहले ही कहा है, उसी समय, एक अन्य हाथ नोजल के माध्यम से उपयुक्त रबर गैस्केट लगा सकता है, जो कवर के तेजी से घूमने का लाभ उठाते हुए विंग पर वितरित किया जाएगा। आर्म ड्राइव यांत्रिक या वायवीय हो सकते हैं। इन क्रिम्पर्स को सीधे प्रेस से या फीडर के माध्यम से खिलाया जा सकता है, हालाँकि कैप्स को हाथ से भी डाला जा सकता है। अलग-अलग निचले व्यास में मशीन का समायोजन अपेक्षाकृत तेज़ है क्योंकि यह निचली प्लेट को बदलने और हथियारों और गाइडों की स्थिति को समायोजित करने के लिए पर्याप्त है। इसे लगभग 15 मिनट में किया जा सकता है.
इस प्रकार की मशीन के काम करने के तरीके के कारण, इसका उपयोग पूरी तरह से सपाट किनारे वाले तलों पर करना संभव है, यानी, बिना किसी प्रारंभिक कर्ल के डिजाइन डाई के साथ प्राप्त किया जाता है, इसलिए वे बड़े-व्यास वाले ढक्कन के छोटे उत्पादन के लिए आदर्श हैं।
इन मशीनों की सामान्य विशेषताएं हैं:
कर्ल किए जाने वाले फंड का व्यास जो स्वीकार करता है: 50 से 250 मिमी के बीच
उत्पादन तक: 45 फंड/मिनट तक
अनुमानित वजन 350 किलो.
खपत की गई बिजली: 0.33 किलोवाट। लगभग। अधिकतम
बी.- आयताकार पृष्ठभूमि के लिए कर्लिंग मशीन
आयताकार बॉटम्स, और अंडाकार या गैर-गोल बॉटम्स, उक्त बॉटम्स को मोड़कर कर्ल बनाने में सक्षम नहीं होने की कठिनाई पेश करते हैं। इसलिए, इसे उत्पादित करने के लिए किसी अन्य प्रक्रिया का उपयोग किया जाना चाहिए। ऐसा करने का एक तरीका एक अलग प्रकार के कर्लिंग आयरन के माध्यम से होता है, जो एक ही व्यास की डिस्क की एक जोड़ी से सुसज्जित होते हैं – जो कि गोल-तले वाले में उपयोग की जाने वाली तुलना में छोटा होता है – दोनों मोटर चालित और विपरीत दिशा में घूमते हैं। दिशा, हमेशा टोपी के आगमन में वह. दोनों डिस्क के किनारे पर एक खांचा है जिसमें कर्ल की प्रोफ़ाइल प्राप्त की जानी है। दोनों डिस्क के बीच के कवर को गुजारने से उनके संपर्क में आने वाली दोनों विपरीत भुजाएं सिकुड़ जाती हैं। फोटो नंबर 7 में आप इस प्रकार का कर्लिंग आयरन देख सकते हैं।
चित्र संख्या 7: डबल डिस्क कर्लिंग आयरन
इस प्रणाली के साथ, आयताकार ढक्कन के दो किनारे – दो छोटे वाले – खुले रहते हैं, जो इसकी स्टैकेबिलिटी को प्रभावित नहीं करता है और बंद होने पर बहुत कम प्रभाव डालता है। ढक्कनों को खिलाने और संग्रहीत करने का तरीका अन्य मशीनों के लिए ऊपर चर्चा की गई विधि के समान है।
इसी प्रकार के कर्लिंग आयरन का उपयोग गोल बॉटम्स के लिए किया जा सकता है, हालांकि इसके लिए डिस्क का अलग-अलग गति से और विपरीत दिशा में घूमना आवश्यक है, जो दो अक्षों में से एक के क्रांतियों की संख्या को बढ़ाकर और बदलकर प्राप्त किया जाता है। उनके घूमने की दिशा.. इस प्रकार, चूंकि दोनों डिस्क के स्पर्शरेखा वेग अलग-अलग और विपरीत हैं, जब निचला हिस्सा उनके संपर्क में आता है, तो यह अपने आप घूमता है, जिससे इसका कर्ल उत्पन्न होता है।
इस प्रकार का एक प्रकार, जो इसमें काफी सुधार करता है, मशीन को डिस्क की दोहरी लगातार जोड़ी के साथ डिजाइन करना है, जो कर्ल को दो चरणों में पूरा करने की अनुमति देता है, पहला कर्ल के आकार और आयामों का अनुमान लगाने के लिए, और एक इसे अंतिम रूप देने के लिए दूसरा. इस व्यवस्था से परिणाम बेहतर आते हैं। फोटो नंबर 8 देखें

चित्र संख्या 8: डिस्क की दोहरी जोड़ी के साथ कर्लिंग आयरन।
हालांकि इसका उपयोग शायद ही कभी किया जाता है, इस प्रकार के कर्लिंग आयरन तीन और यहां तक कि चार जोड़ी डिस्क के साथ भी उपलब्ध हैं, जो कर्ल को अधिक प्रगतिशील और चिकना बनाने की अनुमति देता है।
इस उपकरण की सामान्य विशेषताएं हैं:
कर्ल किए जाने वाले फंड का व्यास जो स्वीकार करता है: 50 से 200 मिमी के बीच
उत्पादन तक: 120 फंड/मिनट तक
अनुमानित वजन 250 किलो.
उपभोग की गई बिजली: 1 किलोवाट। लगभग। अधिकतम
सी.- कर्लिंग के अन्य तरीके
पलकों को कर्ल करने के लिए अन्य विकल्प भी हैं, जिनका उपयोग विशेष रूप से तब किया जाता है जब वे आकार में गोल नहीं होते हैं, ताकि ढक्कन की पूरी परिधि को कर्ल किया जा सके, न कि केवल दो विपरीत पक्षों को, जैसा कि हमने पिछले समाधान में देखा है। दूसरों के बीच, सबसे अधिक उपयोग किया जाता है:
ए.- प्रेस में कर्ल किया हुआ। ऑपरेशन विशेष उपकरणों से सुसज्जित प्रेस पर किया जाता है। ड्राइंग नंबर 9 देखें। उपकरण को प्रेस पर ऐसे लगाया जाता है जैसे कि वह एक डाई हो, इस प्रणाली को टेबल और हेड से सुसज्जित किसी भी मशीन पर लगाया जा सकता है, और एक निश्चित बल के साथ वैकल्पिक आंदोलन से सुसज्जित किया जा सकता है, जैसे कि ग्लूअर आयताकार तली के लिए स्टाम्प के लिए.
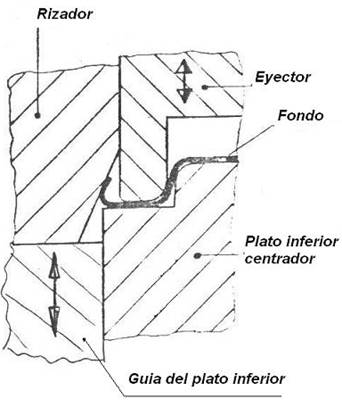
चित्र संख्या 9: प्रेस झटका के कारण कर्लिंग
इस प्रक्रिया का पहले से ही कार्य में इलाज किया गया था:
– गमिंग मशीन में धन का कर्लिंग
बी.- सीमर में कर्लिंग। उन तलों पर जो आकार में गोल नहीं हैं, एक सीमर को क्रिम्पर के रूप में उपयोग करके एक उत्कृष्ट तल प्राप्त किया जा सकता है। उपयुक्त प्रकार का सीमर वह है जो स्थिर कंटेनर के साथ काम करता है, यानी रोटरी क्लोजिंग हेड के साथ। उपयुक्त क्रिंप प्रोफ़ाइल के साथ कुछ समापन रोलर्स का उपयोग करना और संपीड़न प्लेट को पूरक करना पर्याप्त है ताकि यह नीचे से ढक्कन को स्थिर कर सके। इसके लिए उपयुक्त रूप से डिज़ाइन किए गए कॉपियर कैम का उपयोग करना भी आवश्यक है।
यह प्रणाली बहुत अच्छी तरह से काम करती है, हालाँकि इसमें दो मूलभूत कमियाँ हैं:
– काम करने की कम गति
– .कवरों को खिलाना मुश्किल है, क्योंकि वे मुड़े हुए नहीं हैं, और यदि उन्हें पहले से ढेर किया गया है, तो वे एक साथ फिट हो जाएंगे। इसे दो तरीकों से ठीक किया जा सकता है:
o डबल डिस्क कर्लिंग आयरन में प्री-क्रिम्पिंग जो इंटरलॉकिंग के बिना हैंडलिंग की अनुमति देता है।
o अलग-अलग प्रक्रियाओं द्वारा, जैसे: मैन्युअल रूप से, सीधे प्रेस या ग्लूअर से, चुंबकीय फ्लोट्स का उपयोग करके, सीमर को एक-एक करके ढक्कन खिलाना आदि।
हम दोहराते हैं कि इन दो विकल्पों का उपयोग केवल तभी किया जाता है जब ढक्कन के पूरे समोच्च को गैर-गोल तरीके से मोड़ने की आवश्यकता होती है। इसकी मांग विभिन्न कारणों से की जा सकती है, जैसे: बहुत अच्छी कर्ल गुणवत्ता प्राप्त करना, ग्राहकों की मांग आदि। ये अपनी कम गति और अत्यधिक विशिष्ट उपकरणों के कारण महंगी प्रक्रियाएं हैं।
 जिसके लिए कैन को बंद करने की प्रक्रिया में भाप लगाई जाती है
जिसके लिए कैन को बंद करने की प्रक्रिया में भाप लगाई जाती है
 बिल्ला क्या है?
बिल्ला क्या है?
 कर्लिंग उपकरण
कर्लिंग उपकरण
 दोष और समाधान: कवर पंचिंग
दोष और समाधान: कवर पंचिंग
 कैप्स पेंट कंटेनरों के लिए उपकरण
कैप्स पेंट कंटेनरों के लिए उपकरण
 गम पर पृष्ठभूमि के घुंघराले
गम पर पृष्ठभूमि के घुंघराले
 आसानी से खुलने वाले ढक्कन की निर्माण प्रक्रिया
आसानी से खुलने वाले ढक्कन की निर्माण प्रक्रिया
 समन्वित कर्ल वाले फंड के लिए विशेष डाई
समन्वित कर्ल वाले फंड के लिए विशेष डाई



0 Comments