
इसे किसी सामग्री की लिथोग्राफी के रूप में समझा जाता है, एक संपूर्ण बाहरी लिथोग्राफिक प्रणाली का अनुप्रयोग, जिसमें शामिल हो सकते हैं: आर्महोल (या हुक), विभिन्न स्याही और फिनिशिंग वार्निश।
लागू किए जाने वाले सामान्य नियंत्रण के प्रकार में दो प्रकार के परीक्षणों की एक श्रृंखला शामिल है:
ए.- गुणों द्वारा नियंत्रण: दृष्टिगत रूप से।
बी.- चर द्वारा नियंत्रण: विनाशकारी परीक्षण
इस नियंत्रण पर लागू शर्तें निम्न प्रकार की हो सकती हैं:
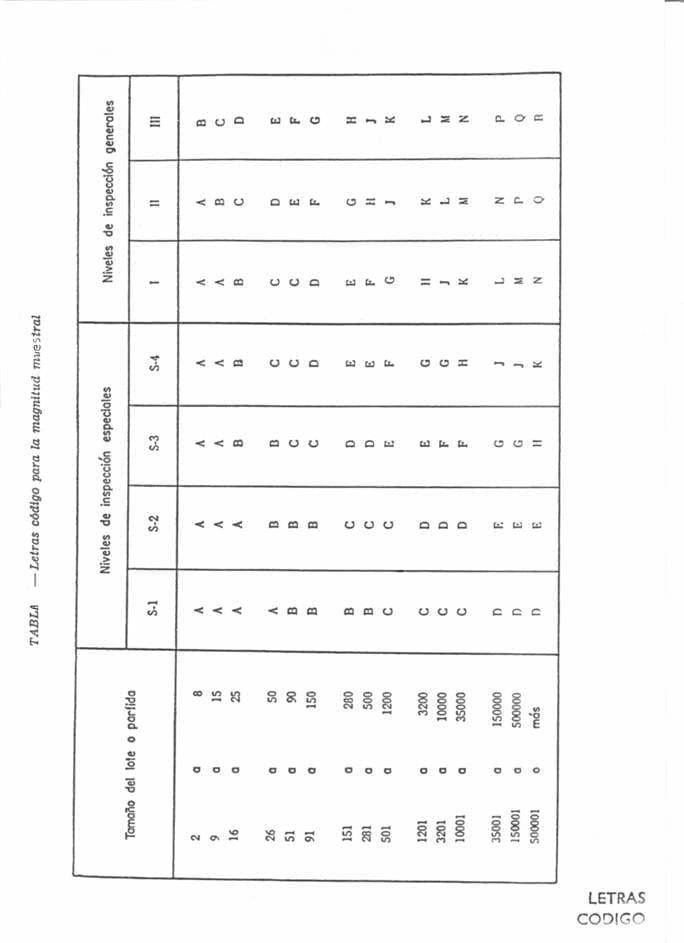
ए.- गुणों द्वारा नियंत्रण (सैन्य मानक को संदर्भ के रूप में लेते हुए – “सैन्य मानक”)
सत्यापन: प्रति घंटा
निरीक्षण स्तर: विशेष एस-3 (अंत में संलग्न तालिका ए 1 देखें*)
लॉट साइज़: 3,201-10,000
अक्षर कोड: एफ (अंत में संलग्न तालिका बी 1 देखें*)
नमूनों की संख्या 20 शीट
नमूनाकरण योजना: सरल
निरीक्षण प्रकार: सामान्य
* इन तालिकाओं और एनसीए मानदंडों के प्रबंधन के लिए, “रिसेप्शन नियम” कार्य को देखने की अनुशंसा की जाती है।
बी.- चर द्वारा नियंत्रण
सत्यापन: प्रति घंटा
नमूनों की संख्या: एक शीट
लिथोग्राफ के गुणवत्ता नियंत्रण के लिए अनुशंसित परीक्षण
परीक्षण सूचकांक
1 – सामग्री की पहचान
2 – लिथोग्राफी की उपस्थिति
3- लिथोग्राफ का पंजीकरण
4 – रंग तुलना
5- यूपीसी सिंबल की पहचान
6-धातु एक्सपोजर
7 – कठोरता परीक्षण
8 – ड्राइंग का प्रतिरोध
9-नसबंदी का प्रतिरोध
परीक्षणों का विवरण
1.-सामग्री की पहचान
उद्देश्य:
जांचें कि मुद्रण के लिए इच्छित सामग्री (टिनप्लेट, टीएफएस, एल्युमीनियम…) वही है जो ऑर्डर में दी गई है।
सत्यापन आवृत्ति:
लिथोग्राफी कार्यशाला में प्रत्येक आदेश प्राप्त होने पर।
उपयोग हेतु उपकरण:
कोई नहीं। दृश्य सत्यापन
परिणामों के पंजीकरण के लिए प्रपत्र:
फॉर्म सी के “टिप्पणियाँ” कॉलम में किसी भी विसंगति को रिकॉर्ड करें।
सत्यापन विधि:
दृष्टिगत रूप से निर्धारित करें:
– यदि प्रत्येक पैकेज के साथ उसका संबंधित लेबल लगा हो।
– यदि लेबल सभी उचित डेटा से भरा हुआ है
– यदि लेबल इस आदेश के लिए खुले कार्य आदेश में परिभाषित सामग्री से मेल खाते हैं
2.- लिथोग्राफी का पहलू
उद्देश्य:
यह सुनिश्चित करना कि लिथोग्राफ उचित स्वरूप प्रस्तुत करता है
सत्यापन आवृत्ति:
प्रत्येक प्रिंट रन के पूरा होने की शुरुआत में, और फिर हर घंटे, प्रिंटिंग लाइन ओवन के बाहर, 20 तैयार शीट लें, गैर-लगातार
उपयोग हेतु उपकरण:
कोई नहीं। दृश्य सत्यापन
परिणामों के पंजीकरण के लिए प्रपत्र:
मुद्रित सी
कार्य विशिष्टताएँ
स्पष्ट दृश्य दोषों का अभाव
सत्यापन विधि:
प्रत्येक शीट की जाँच करें:
– डिज़ाइन की तीक्ष्णता और रंगों का पर्याप्त पंजीकरण (समायोजन)।
– स्पष्ट दोष, जैसे धुंधली लिथोग्राफी, दाग, गंदी पीठ, ग्रिल के निशान आदि।
– उभार, तह, अर्धचंद्राकार, किनारे और/या मुड़े हुए कोने
– स्टेकर में उत्पन्न खरोंचें या अन्य घर्षण
विनाशकारी परीक्षण के लिए यादृच्छिक रूप से एक शीट आरक्षित करें
3.- लिथोग्राफी का पंजीकरण
उद्देश्य:
सत्यापित करें कि लिथोग्राफी का दाग शीट पर सही ढंग से स्थित है
सत्यापन आवृत्ति:
प्रत्येक दौड़ के पूरा होने की शुरुआत में और फिर हर घंटे एक शीट।
उपयोग हेतु उपकरण:
प्लॉटिंग टेबल, मास्टर शीट या गहराई नापने का यंत्र
परिणामों के पंजीकरण के लिए प्रपत्र:
मुद्रित सी
कार्य विशिष्टताएँ
कृपया सामग्री शीट पर संबंधित प्रिंट लेआउट ड्राइंग देखें। सूट के अंत में इसका एक उदाहरण देखें (ड्राइंग ई)
सत्यापन विधि:
प्लॉटिंग टेबल के माध्यम से या मास्टर शीट चलाकर सत्यापित करें कि लिथोग्राफिक स्पॉट की स्थिति शीट पर ठीक से स्थित है या नहीं। यदि वे उपलब्ध नहीं हैं, तो गहराई नापने का यंत्र से माप लिया जा सकता है।
4- रंग तुलना
उद्देश्य:
सत्यापित करें कि लिथोग्राफ के रंग कार्य क्रम में प्रदान की गई सीमा के अनुरूप हैं
सत्यापन आवृत्ति:
हर घंटे एक तैयार शीट।
उपयोग हेतु उपकरण:
ग्राहक द्वारा स्वीकार किए गए रंग प्रमाण के साथ तुलना करके दृश्य सत्यापन
परिणामों के पंजीकरण के लिए प्रपत्र:
मुद्रित डी
कार्य विशिष्टताएँ
रंग स्वीकार्य परीक्षण सीमा के भीतर होना चाहिए
सत्यापन विधि:
ग्राहक द्वारा स्वीकृत रंग प्रमाण के विरुद्ध शीट का निरीक्षण करें।
5.- यूपीसी सिंबल की पहचान
उद्देश्य:
जांचें कि उक्त कोड सही ढंग से मुद्रित है और इसे पढ़ा जा सकता है
सत्यापन आवृत्ति:
एक तैयार शीट, प्रत्येक रोल के पूरा होने की शुरुआत में, और फिर हर घंटे
उपयोग हेतु उपकरण:
कोड रीडर
परिणामों के पंजीकरण के लिए प्रपत्र:
मुद्रित डी
कार्य विशिष्टताएँ
डिकोड किए गए अंक स्क्रीन पर प्रदर्शित होने चाहिए और एक श्रव्य बीप बजनी चाहिए। प्रत्येक नए रोल की शुरुआत में अंकों का सत्यापन सत्यापित किया जाना चाहिए
सत्यापन विधि:
स्कैन हेड को शीट के चारों कोनों में बारकोड के ऊपर से गुजारें। डिकोड किए गए अंक स्क्रीन पर दिखाई देने चाहिए और प्रत्येक कोड पर एक श्रव्य “बीप” सुनाई देगी।
6.- धातु प्रदर्शनी
उद्देश्य:
जांचें कि क्या स्याही कवरेज और विशेष रूप से प्रयुक्त सिस्टम की वार्निश फिनिश धातु की सुरक्षा के लिए पर्याप्त है
सत्यापन आवृत्ति:
एक तैयार शीट, प्रत्येक रोल के पूरा होने की शुरुआत में, और फिर हर घंटे
उपयोग हेतु उपकरण:
कपास को कॉपर सल्फेट के घोल से सिक्त किया गया
परिणामों के पंजीकरण के लिए प्रपत्र:
मुद्रित डी
कार्य विशिष्टताएँ
शीट के किसी भी क्षेत्र पर धात्विक तांबे का जमाव नहीं होना चाहिए
सत्यापन विधि:
पत्ती की सतह को भीगी हुई रुई से रगड़ें। घोल को कुछ सेकंड तक काम करने दें और फिर शीट को बहते पानी के नीचे धो लें।
तांबे के जमाव वाले संभावित बिंदुओं या क्षेत्रों को नग्न आंखों से या थ्रेड काउंटर की मदद से देखें।
7.- कठोरता परीक्षण
उद्देश्य:
निर्धारित करें कि फिनिशिंग वार्निश में कंटेनरों की सामान्य हैंडलिंग का सामना करने के लिए पर्याप्त खरोंच स्थिरता है या नहीं
सत्यापन आवृत्ति:
वैकल्पिक। केवल तभी कार्यान्वित करें जब सामग्री के व्यवहार के बारे में संदेह हो।
उपयोग हेतु उपकरण:
उपयुक्त स्क्लेरोमीटर या ड्यूरोमीटर रॉड
परिणामों के पंजीकरण के लिए प्रपत्र:
मुद्रित डी
कार्य विशिष्टताएँ
मौजूद नहीं होना। कई बैचों पर 15 परीक्षणों की एक श्रृंखला के बाद, उन्हें अलग-अलग फिनिशिंग वार्निश के लिए स्थापित किया जाना चाहिए
सत्यापन विधि:
डिवाइस के साथ दिए गए निर्देशों का पालन करते हुए, 2 टेस्ट ट्यूबों (वार्निशिंग दिशा में अनुप्रस्थ और अनुदैर्ध्य) पर कठोरता की डिग्री को मापें और रिकॉर्ड करें।
8.- ड्राइंग का प्रतिरोध
उद्देश्य:
जांचें कि लिथोग्राफी उन कार्यों में ड्राइंग का पर्याप्त रूप से समर्थन करती है, जिनका उद्देश्य एम्बेडेड कंटेनरों का निर्माण करना है।
सत्यापन आवृत्ति:
प्रत्येक दौड़ के पूरा होने की शुरुआत में और फिर हर घंटे एक शीट।
उपयोग हेतु उपकरण:
टेस्ट प्रेस या प्रोडक्शन प्रेस। यदि उपलब्ध हो तो बेहतर एरिचसेन उपकरण।
परिणामों के पंजीकरण के लिए प्रपत्र:
मुद्रित डी
कार्य विशिष्टताएँ
एम्बेडेड नमूनों को नसबंदी परीक्षण के प्रतिरोध के अधीन करने से पहले या बाद में सजाई गई सतह में कोई स्पष्ट परिवर्तन नहीं होना चाहिए।
सत्यापन विधि:
कम से कम 6 खींचे गए नमूने प्राप्त करें और उनमें से आधे की खुरदरापन, खरोंच, चिपकी हुई तीलियों, सरंध्रता आदि के लिए जांच करें।
बाकी नमूनों को नसबंदी प्रतिरोध परीक्षण के लिए जमा करें और फिर ऊपर दिए गए समान मानदंडों का पालन करते हुए उनका मूल्यांकन करें।
9.- बंध्याकरण का प्रतिरोध
उद्देश्य:
सुनिश्चित करें कि लिथोग्राफी संरक्षण की आटोक्लेव प्रक्रिया का विरोध करती है।
सत्यापन आवृत्ति:
प्रत्येक दौड़ के पूरा होने की शुरुआत में और फिर हर घंटे एक शीट।
उपयोग हेतु उपकरण:
आटोक्लेव
परिणामों के पंजीकरण के लिए प्रपत्र:
मुद्रित डी
कार्य विशिष्टताएँ
जैसे ही नमूने कमरे के तापमान पर पहुंचें, स्याही के रंग टोन, जल अवशोषण, कठोरता और आसंजन की हानि आदि में कोई बदलाव नहीं होना चाहिए।
सत्यापन विधि:
पानी या भाप में 121ºC पर 45 मिनट की थर्मल प्रक्रिया के अधीन करने के बाद, उनके अंतिम गंतव्य के आधार पर, फ्लैट या एम्बेडेड नमूनों की जांच करें।
जैसे ही वे सोखने वाले कागज से सूख जाएं, आसंजन, कठोरता आदि के लिए उनका परीक्षण करें
दोषों की गंभीरता की श्रेणियों या डिग्री की परिभाषा
1.-गंभीर
वह दोष जो रूपांतरित सामग्री को उस अंतिम उपयोग के लिए अनुपयोगी बना देता है जिसके लिए वह अभिप्रेत है। इसलिए, इसका अस्तित्व कमोबेश अल्पावधि में ग्राहक द्वारा सुरक्षित अस्वीकृति का संकेत देगा।
2.- मेजर
ऐसा दोष जो रूपांतरित सामग्री को अनुपयोगी नहीं बनाता है, लेकिन दिखावे के कारणों से ग्राहक द्वारा उसे निश्चित रूप से अस्वीकार कर दिया जाएगा।
3.- लघु
दोष, संभवतः, लेकिन निश्चितता के बिना, उपस्थिति के कारणों से ग्राहक द्वारा अस्वीकार कर दिया जाएगा
नोट: अपनी श्रेणी में दोषों को दूर करने में अतिरिक्त सहायता के रूप में, कृपया निम्नलिखित संदर्भ का पालन करें:
- आलोचक- किसी के लिए भी स्पष्ट दोष, भले ही वे हमारे उद्योग से परिचित न हों।
- मेजर.- क्षेत्र के अधिकांश आम लोगों के लिए स्पष्ट दोष, और ग्राहकों के लिए निश्चित रूप से अस्वीकार्य।
- मामूली.- अधिकांश ग्राहकों के लिए बोधगम्य दोष, लेकिन सभी के लिए नहीं, और निश्चित रूप से हमारे तकनीकी कर्मचारियों के लिए पुन: उपयोग योग्य।
दृश्य मुद्रण दोष.- परिभाषाएँ
(विशेषताओं द्वारा)
01.- खराब रंग समायोजन (खराब लिथोग्राफी पंजीकरण)
– प्रमुख: एक या कई स्याही के पंजीकरण में कमी, जो धुंधले या स्पष्ट रूप से दोषपूर्ण प्रिंट को जन्म देती है।
– मामूली: एक या कई स्याही का गलत संरेखण, जो धुंधली छपाई की डिग्री तक पहुंचे बिना, तीक्ष्णता का अवगुण पैदा करता है।
02.- शीट पर स्वर में अंतर
– प्रमुख: जब नग्न आंखों के लिए, एक ही शीट के भीतर एक या अधिक रंगों में टोन में काफी अंतर होता है।
– लघु: जब एक ही शीट के भीतर स्वर में छोटे अंतर हों।
03.- फैलाव में स्वर में अंतर
– प्रमुख: जब एक ही प्रिंट रन की विभिन्न शीटों के बीच, एक या अधिक रंगों में टोनलिटी में सराहनीय अंतर पाया जाता है।
– लघु: जब एक ही समय की विभिन्न शीटों के बीच, एक या अधिक रंगों में टोन में छोटे अंतर का पता लगाया जाता है।
04.- पत्तों पर गंदगी
– मामूली: चादरों के बाहरी सतह पर स्याही या ग्रीस के अलावा किसी भी प्रकार का संदूषण।
05.-अपाठ्य पाठ
– गंभीर: कोई भी दोष जो लेबल पर कानूनी पाठ को आसानी से पढ़ने में बाधा डालता है (वजन, सामग्री, समाप्ति तिथि, आदि)।
– प्रमुख: कोई भी मुद्रण दोष जो वैकल्पिक पाठ को आसानी से पढ़ने से रोकता है।
06.- स्याही के धब्बे
– गंभीर: किसी भी आकार के दाग, जो शीट के किसी भी तत्व के कानूनी पाठ की सही सुपाठ्यता को रोकते हैं।
– प्रमुख: किसी भी आकार के दाग, जो कानूनी पाठ को पढ़ने में बाधा नहीं डालते हैं, लेकिन प्रिंट की अच्छी सामान्य उपस्थिति को खराब करते हैं।
– छोटे: छोटे दाग जो शीट के कुछ पृथक तत्वों की अच्छी उपस्थिति को खराब कर देते हैं।
07.- खरोंच या घर्षण
– प्रमुख: जब वे गहरे होते हैं और धातु तक पहुंचते हैं या लेबल को अच्छी तरह पढ़ने से रोकते हैं।
– माइनर: जब वे उथले होते हैं और लेबल को पढ़ने में बाधा नहीं डालते हैं, लेकिन प्रिंट की अच्छी उपस्थिति को खराब कर देते हैं।
08.- मोटा
– लघु: कोई भी प्रकार और राशि जो शीट के बाहर दिखाई देती है।
09.-बाहरी मापों की छपाई
– गंभीर: प्रिंट के गलत आयाम, जो रूपांतरित सामग्री की उपस्थिति को गंभीर रूप से प्रभावित करते हैं या सामग्री को सही ढंग से रूपांतरित करना असंभव बनाते हैं।
– लघु: प्रिंट के गलत आयाम, लेकिन वे उपस्थिति को प्रभावित नहीं करते हैं या सही परिवर्तन को नहीं रोकते हैं।
10.- दोषपूर्ण आरक्षण
– गंभीर: रिज़र्व, आम तौर पर निर्दिष्ट की तुलना में कम चौड़ा होता है, जिससे सामग्री को सही ढंग से बदलना असंभव हो जाता है।
– प्रमुख: गलत आरक्षण जो रूपांतरित सामग्री के अच्छे दृश्य स्वरूप को प्रभावित करते हैं।
दृष्टिगत रूप से न पहचाने जा सकने वाले मुद्रण दोष।- परिभाषाएँ
(चर द्वारा)
01.- रंगों की सीमा के साथ स्वर का अंतर
– प्रमुख: प्रिंट रन की टोन और क्लाइंट द्वारा अनुमोदित रंगों की रेंज के बीच सराहनीय अंतर।
– मामूली: प्रिंट रन की टोन और क्लाइंट द्वारा अनुमोदित रंगों की सीमा के बीच छोटा अंतर
02.- दोषपूर्ण यूपीसी कोड
– गंभीर: जब पाठक कोड में विसंगतियों का पता लगाता है।
03.- धातु प्रदर्शनी
04.- कठोरता परीक्षण
05.- ड्राइंग का प्रतिरोध
06.- बंध्याकरण का प्रतिरोध
दोष 03 से 06 के लिए, प्रत्येक परीक्षण के लिए “कार्य विनिर्देश” और “सत्यापन विधि” अनुभागों में दर्शाए गए मानदंडों और “दोषों की गंभीरता की डिग्री की श्रेणियों की परिभाषा: महत्वपूर्ण, प्रमुख और मामूली” में दर्शाए गए मानदंडों का पालन करें।
तालिका ए
प्रिंट सी
| लिथोग्राफयुक्त सामग्रियों का गुणवत्ता नियंत्रण | ||||||||||||||||
| फॉर्म ए | ||||||||||||||||
| गुणों द्वारा नियंत्रण | ||||||||||||||||
| आदेश एन° | ||||||||||||||||
| तारीख | ||||||||||||||||
| घंटा | ||||||||||||||||
| नमूने का आकार | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 |
| ख़राब मेल वाले रंग | ||||||||||||||||
| शीट पर टोन में अंतर | ||||||||||||||||
| खींची गई तानवाला अंतर | ||||||||||||||||
| गंदगी के पत्ते | ||||||||||||||||
| अपठनीय पाठ | ||||||||||||||||
| स्याही के दाग | ||||||||||||||||
| खरोंच, घर्षण | ||||||||||||||||
| मोटा | ||||||||||||||||
| मापों का मुद्रण | ||||||||||||||||
| दोषपूर्ण आरक्षण | ||||||||||||||||
| टिप्पणियों | ||||||||||||||||
सामग्री की शीट पर प्रिंट वितरण योजना का चित्रण ।
यह योजना गहरे खींचे गए कंटेनर के प्रिंट वितरण को दर्शाती है। बाहरी सतह पर यह रेखा खींची गई है:
– काले तीरों के माध्यम से प्रिंटिंग – लिथोग्राफी – और स्क्रॉल कटिंग ऑपरेशन में शीट की प्रगति की दिशा।
– कटिंग डिस्क और वे क्षेत्र जिनमें पाठ शामिल किया जाना है (हैच्ड क्षेत्र)।
– शीट पर प्रत्येक कट की स्थिति.
– संदर्भ की व्यवस्था रुक जाती है – 3 काले त्रिकोण – लिथोग्राफी और स्क्रॉल कटिंग ऑपरेशन में।
अंदर का चेहरा खींचा गया है:
– काले तीरों के माध्यम से कॉइल कटिंग लाइन में आगे बढ़ने की दिशा, वार्निशिंग लाइन में शीट की दिशा और ड्राइंग प्रेस में प्रत्येक पट्टी की दिशा।
– संदर्भ की व्यवस्था रुक जाती है – 3 काले त्रिकोण – इन तीन ऑपरेशनों में, और जो “बाहर” के समान हैं।
इन आंकड़ों के साथ, लिथोग्राफ वाली शीट पर यह सत्यापित करना संभव है कि मुद्रित वृत्त अच्छी तरह से स्थित हैं या नहीं।
प्रिंट डी
| लिथोग्राफिक सामग्रियों का गुणवत्ता नियंत्रण | ||||||||||||||||
| फॉर्म बी | ||||||||||||||||
| गुणों द्वारा नियंत्रण | ||||||||||||||||
| आदेश एन° | ||||||||||||||||
| तारीख | ||||||||||||||||
| घंटा | ||||||||||||||||
| रंग रेंज के साथ तुलना | ||||||||||||||||
| यूपीसी प्रतीक | ||||||||||||||||
| धातु प्रदर्शनी | ||||||||||||||||
| कठोर परीक्षण | ||||||||||||||||
| आरेखण प्रतिरोध | ||||||||||||||||
| नसबंदी का प्रतिरोध: | ||||||||||||||||
| फ्लैट नमूने | ||||||||||||||||
| सॉस | ||||||||||||||||
 डिब्बे में कठोर सूजन
डिब्बे में कठोर सूजन
 डिब्बे के निर्माण में गुणवत्ता के रूप
3-पीस लाइन में गुणवत्ता नियंत्रण कार्य
डिब्बे के निर्माण में गुणवत्ता के रूप
3-पीस लाइन में गुणवत्ता नियंत्रण कार्य
 वेल्ड और उसके माइक्रोग्राफिक नियंत्रण में “अल्पविराम”।
वेल्ड और उसके माइक्रोग्राफिक नियंत्रण में “अल्पविराम”।
 गुणवत्ता नियंत्रण कफ़ल वाल्व एयरोसोल डोम
गुणवत्ता नियंत्रण कफ़ल वाल्व एयरोसोल डोम
 कॉइल कटिंग लाइनों में गुणवत्ता बिंदु
कॉइल कटिंग लाइनों में गुणवत्ता बिंदु
 वार्निश के अनुप्रयोग की गुणवत्ता को नियंत्रित करने के लिए परीक्षण
कॉइल कटिंग लाइनों में गुणवत्ता नियंत्रण
वार्निश के अनुप्रयोग की गुणवत्ता को नियंत्रित करने के लिए परीक्षण
कॉइल कटिंग लाइनों में गुणवत्ता नियंत्रण
 चर द्वारा गुणवत्ता नियंत्रण पैरामीटर
चर द्वारा गुणवत्ता नियंत्रण पैरामीटर



0 Comments