
लिथोग्राफयुक्त बॉडी के साथ परिचय पैकेजिंग
कंटेनरों के निकायों में लिथोग्राफिक भंडार के विकल्प और विकास।
किसी नाव की बाहरी प्रस्तुति उसके व्यावसायीकरण के लिए मौलिक है। अपनी स्थापना के बाद से, धातु उद्योग ने कंटेनरों के ढक्कनों को बाद में सजाने का सहारा लिया है। इसके लिए उन्होंने अलग-अलग मीडिया, पेपर लेबलिंग, मेटल पर लिथोग्राफी, श्रिंक-रैपिंग… का सहारा लिया है।
इन सभी प्रणालियों में से, जो बेहतर गुणवत्ता और सुंदरता की छवि देती है वह धातु पर छपाई है। इस प्रक्रिया से जो चमक और रंग प्राप्त किए जा सकते हैं, उनकी तुलना दूसरों से करना कठिन है। हालाँकि, इसने हमेशा एक कमजोर बिंदु प्रस्तुत किया है, जो कि तीन-टुकड़ा प्रकार के कंटेनरों के मामले में बॉडी वेल्ड के बगल में अप्रकाशित क्षेत्रों की उपस्थिति है, जो सबसे व्यापक रूप से उपयोग किए जाते हैं। यह सीमा सॉसेज द्वारा उनकी वर्तमान विनिर्माण तकनीकों में से किसी में प्रस्तुत नहीं की गई है: सरल ड्राइंग, ड्राइंग-रीड्राइंग, ड्राइंग-ड्राइंग…, लेकिन उनके पास अन्य प्रतिबंध हैं जैसे कि उनके डिजाइन प्रतिबंध, बाने का उपयोग, आदि।
इस कारण से, तीन-टुकड़े वाले कंटेनरों पर ध्यान केंद्रित करते हुए, प्राचीन काल से इन आरक्षित क्षेत्रों की उपस्थिति को अधिकतम करने या कम करने की इच्छा रही है – अब से हम उन्हें लिथोग्राफी रिजर्व के साथ नामित करेंगे – ताकि उनकी उपस्थिति में सुधार हो सके .
अतीत में नाव के साइड सीम बनाने में इस्तेमाल की जाने वाली सामान्य तकनीक में 2/98 टिन और सीसा मिश्र धातु के साथ क्लिपिंग और वेल्डिंग शामिल थी। इस मिश्र धातु को एक निश्चित व्यास के घूमने वाले रोलर के माध्यम से लगाया जाता था जो सिले हुए सीम को संसेचित करता था। इसमें क्षेत्र में लिथोग्राफी के महत्वपूर्ण भंडार छोड़ना शामिल था। परिणामी प्रभाव शायद ही सजावटी था। एग्राफाडो की तकनीक पर आप कार्य देख सकते हैं:
ड्राइंग नंबर 1 में, बायीं ओर एक सपाट शरीर है, जो पहले से ही कुंद है, बाद में इसे वेल्ड करने में सक्षम होने के लिए आवश्यक भंडार के साथ बाहर की तरफ लिथोग्राफ किया गया है। दाहिनी ओर वह देखता है कि उक्त बॉडी पहले से ही ग्राफ्टेड और वेल्डेड है, जिसके परिणामस्वरूप रिजर्व दिखाई दे रहा है।
आरेखण संख्या 1: बाईं ओर लिथोग्राफी के बाहरी भंडार के साथ एक निकाय का सपाट टेम्पलेट। दाईं ओर यह बॉडी अपने रिजर्व के साथ एक बार ग्राफ्ट और सोल्डर की गई है
यहां सीमांकित भंडार एक मध्यवर्ती मूल्य का प्रतिनिधित्व करते हैं और कंटेनर के व्यास के आधार पर भिन्न होते हैं, इसलिए छोटे व्यास के लिए वे कुछ हद तक छोटे होते हैं और बड़े व्यास के लिए बड़े होते हैं। अंतर कंटेनर की अधिक या कम वक्रता के कारण होता है, जो मिश्र धातु एप्लिकेटर रोलर के संपर्क में आने वाले क्षेत्र को बढ़ाता या घटाता है।
इसकी छवि सुधारने के लिए समय-समय पर तीन संभावित विकल्पों का उपयोग किया गया :
– साइड सीम को वेल्डिंग करने के बजाय सीमेंट करें ।
– उच्च तापमान प्रतिरोधी लिथोग्राफिक सिस्टम का उपयोग करें।
– इलेक्ट्रिक वेल्डिंग का उपयोग करें जिससे भंडार काफी कम हो गया।
आइए इन समाधानों पर नजर डालें;
सीमेंटेड कंटेनर
इस पहले समाधान में थर्मोप्लास्टिक रेजिन या सीमेंट लगाकर टिन-लीड मिश्र धातु सोल्डर को प्रतिस्थापित किया गया । इस सामग्री के बारे में अधिक जानने के लिए आप कार्य देख सकते हैं:
इस सीमेंट को एक क्लिपिंग हुक के अंदर पिघलाकर लगाया जाता है। इसलिए, यह प्रणाली शरीर की बाहरी लिथोग्राफी में बिल्कुल भी हस्तक्षेप नहीं करती है, और पूरे बाहरी चेहरे को इसके लिए समर्पित करने की अनुमति देता है। एक बार उत्कीर्णन हो जाने के बाद, सीमेंट पट्टी में संभावित फ्रैक्चर को खत्म करने के लिए इसे फिर से तैयार करने के लिए सीम पर गर्मी लागू की जानी चाहिए, लेकिन यह गर्मी नरम होती है और लिथोग्राफी को प्रभावित नहीं करती है इस राल का संलयन लगभग 130/140º C पर होता है।
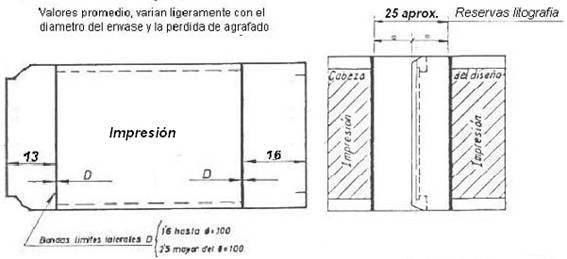
ड्राइंग नंबर 2 में आप एक सीमेंटेड कंटेनर के लिए एक सपाट बॉडी देख सकते हैं, जिसमें उसकी पूरी मुद्रित सतह (छिद्रित क्षेत्र) शामिल है। तार्किक रूप से कुछ क्षेत्रों को पाठ से मुक्त रखना आवश्यक है ताकि कतरन करते समय या सिरों को बंद करते समय उन्हें गायब होने से रोका जा सके। इन सीमाओं को ड्राइंग नंबर 2 में धराशायी रेखाओं द्वारा चिह्नित किया गया है। प्रत्येक आयाम का अर्थ और उन्हें बांधने वाले सूत्र को भी समझाया गया है।
ड्राइंग संख्या 2: सीमेंट से मुद्रित कंटेनरों में शवों को काटने के लिए टेम्पलेट, पूर्ण मुद्रण, आयामों के अनुसार ग्रंथों की सीमा
माप आर विकास ऊंचाई से छूट दिए जाने वाले माप को इंगित करता है और वह पाठ से मुक्त होना चाहिए।
सीमेंटेड कंटेनरों द्वारा प्रस्तुत छवि बहुत सुखद है और उस समय इसका व्यापक रूप से उपयोग किया जाता था। हालाँकि, क्योंकि वे प्रक्रिया योग्य नहीं हैं, क्योंकि वे सीमेंट संलयन के कारण सीम में सील खो देंगे, उनमें केवल ऐसे उत्पाद हो सकते हैं जिन्हें नसबंदी की आवश्यकता नहीं होती है , फिर भी उनकी संभावनाएं कई हैं, जैसे पेंट, वार्निश, ग्रीस के लिए कंटेनर, औद्योगिक उत्पाद, वनस्पति और खनिज तेल, आदि। वर्तमान में उन्हें आंशिक रूप से विद्युत वेल्डेड सीम कंटेनरों द्वारा प्रतिस्थापित किया गया है , जो धातु में बचत और उच्च उत्पादन गति प्रदान करते हैं।
ड्राइंग नंबर 3 में सीमेंटेड और उभरे हुए आयताकार कंटेनरों के निर्माण के लिए एक स्वचालित लाइन का लेआउट दिखाया गया है, जिसमें नीचे और ढक्कन रखा गया है और एक वेल्डेड गर्दन या टोंटी से सुसज्जित है। यह लाइन 4 ऑपरेटरों और 1 मैकेनिक या मैनेजर के दल के साथ 60 इंच/मील पर काम करती है।
ड्राइंग नंबर 3: बंद ढक्कन/तल के साथ आयताकार, उभरे हुए और सीमेंट वाले कम गति वाले कंटेनरों के लिए स्वचालित लाइन और गर्दन और हैंडल रखने के लिए सुसज्जित
इस पंक्ति के मुख्य तत्व हैं:
1.- स्वचालित डबल कतरनी
2.- बॉडी ट्रिमिंग प्रेस
3.- शेपर (शार्पनर)
4.- पुनर्रचना के लिए बर्नर
5.- फ्लैंजर
6.- बॉटम सीमर
7.- ढक्कन सीमर
8.- गर्दन-टोंटी की असेंबली
9.- वेल्डेड गर्दन के लिए बर्नर बैटरी
10.- पैलेटाइज़र
ओवरलैप्ड वेल्डेड कंटेनर
यह क्षेत्र व्यवहार्य समाधानों की तलाश में था जो प्रसंस्कृत उत्पादों के लिए लिथोग्राफी रिजर्व के बिना कंटेनरों के उपयोग की अनुमति देगा। लैप सीम पैकेजिंग में एक विकल्प मिला।
ओवरलैपिंग तकनीक में शरीर के विकास के एक किनारे को दूसरे पर सुपरइम्पोज़ करना , उन्हें एक साथ वेल्डिंग करना और ओवरलैपिंग-प्रकार के साइड सीम को जन्म देना शामिल है। ओवरलैप को ठीक करने के लिए विभिन्न वेल्डिंग साधनों का उपयोग किया जाता है। पुरानी प्रणाली में, दोनों किनारों के बीच टिन मिश्र धातु की एक पट्टी डाली जाती है और गर्मी लगाई जाती है; उसी का संलयन संपूर्ण को वेल्ड करता है। ओवरलैप का परिमाण 6 मिमी के क्रम का है। इसके बाद, इस ओवरलैप को जोड़ने के लिए इलेक्ट्रिक वेल्डिंग का उपयोग किया गया, जिससे इसका आकार काफी कम हो गया, जैसा कि हम बाद में देखेंगे।
यह टिन टेप की सोल्डरिंग द्वारा ओवरलैपिंग थी जिसने लिथोग्राफी के रिजर्व के निकट उन्मूलन का समाधान खोजने की अनुमति दी। टिन मिश्र धातु का गलनांक कम होता है, विशेष रूप से 62/38 प्रतिशत टिन/सीसा के लिए 183º C और शुद्ध टिन के लिए 232º C होता है। ग्राफ़ संख्या 4 देखें
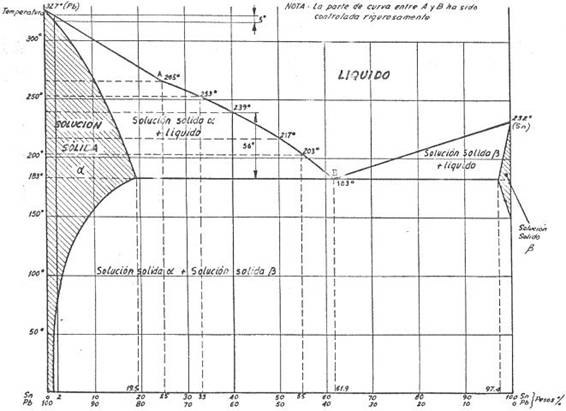
ड्राइंग संख्या 4: टिन-सीसा मिश्र धातु का ठोसकरण आरेख
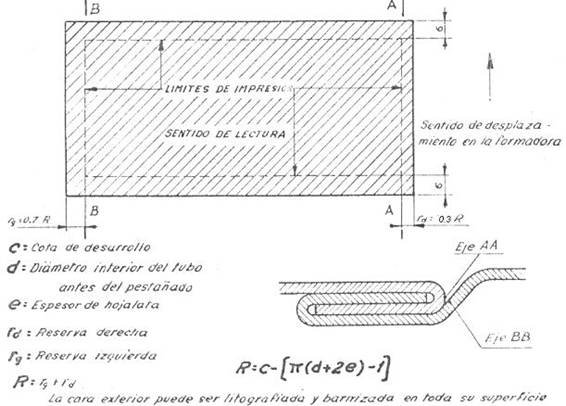
उच्च तापमान मुद्रण प्रणालियों का उपयोग करके लिथोग्राफी को प्रभावित किए बिना इन मूल्यों (183º C) तक पहुंचना संभव है। इसलिए, क्षेत्र की लिथोग्राफी के माध्यम से मिश्र धातु को पिघलाने के लिए गर्मी लागू करके ओवरलैपिंग साइड सीम के बाहर कोई रिजर्व नहीं छोड़ना संभव है। इस प्रकार, प्रक्रिया के अंत में, एक संकीर्ण 1 मिमी पट्टी को छोड़कर, कंटेनर में एक पूर्ण मुद्रित रूपरेखा होती है। इस में ड्राइंग नंबर 5 आप देख सकते हैं: बाईं ओर एक सामान्य ओवरलैपिंग सीम की योजना और अनुभाग इसके अनुरूप आरक्षण के साथ, 16 मिमी (आयाम ए) की छपाई के बिना एक क्षेत्र के साथ और बाईं ओर ऊपरी किनारे पर बाहरी आरक्षण के बिना संस्करण, जो है जिस मामले से हम निपट रहे हैं उत्तरार्द्ध में, पट्टी को कवर नहीं किया गया है जी-सी= 1मिमी.
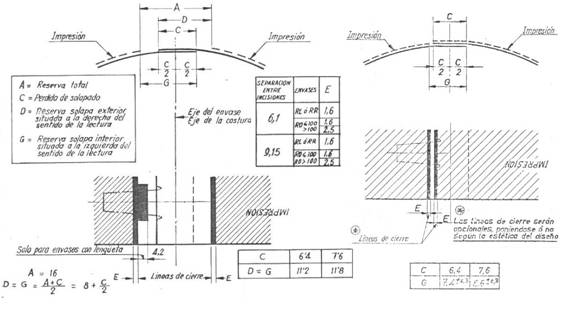
ड्राइंग संख्या 5: सामान्य लिथोग्राफी भंडार (बाएं) और दाईं ओर “स्पष्ट भंडार के बिना” के बीच ओवरलैपिंग पैकेजिंग में तुलना
इस प्रक्रिया की सफलता उपयोग किए गए इतने सारे वार्निशों की गुणवत्ता में निहित है, जिस पर हम जोर देते हैं कि वह “उच्च तापमान” प्रकार का होना चाहिए। इस कार्य प्रणाली का परिणाम बहुत सकारात्मक था, लेकिन टिन/सीसा मिश्र धातु के उपयोग पर कानूनी प्रतिबंधों ने इसके उपयोग की संभावनाओं को कम कर दिया। हालाँकि, यह ध्यान में रखना चाहिए कि शुद्ध टिन का उपयोग किया जा सकता है क्योंकि यह स्वास्थ्य पर बिल्कुल भी प्रभाव नहीं डालता है।
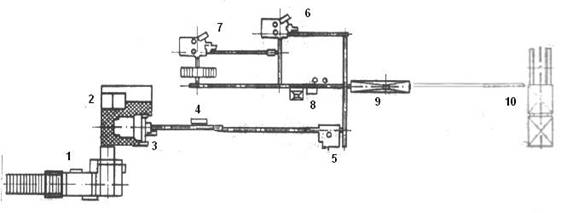
टिन टेप के माध्यम से सीम को ओवरलैप करने के लिए उपयोग किए जाने वाले वेल्डर का उपयोग लगभग 30 से 50 साल पहले व्यापक रूप से किया जाता था, जिसके बाद उनकी कम उत्पादन गति के कारण उनके उपयोग में गिरावट आई। वे हथियारों या स्टेशनों की एक श्रृंखला से सुसज्जित हैं जो क्षैतिज रूप से घूमते हैं; प्रत्येक स्टेशन पर, एक निश्चित क्रिया की जाती है, जैसे: बॉडी फीडिंग, वेल्डिंग टेप फीडिंग, हीट एप्लीकेशन (कई स्टेशन), कूलिंग और इजेक्शन। निर्माता जैसे: लुबिन, सोम्मे, अमोरोसा, आदि। उन्होंने विभिन्न प्रकार के मॉडल उपलब्ध कराए। ड्राइंग नंबर 6 इस प्रकार के वेल्डर से सुसज्जित एक बहुत ही सरल मैनुअल लाइन की स्थान योजना दिखाता है।
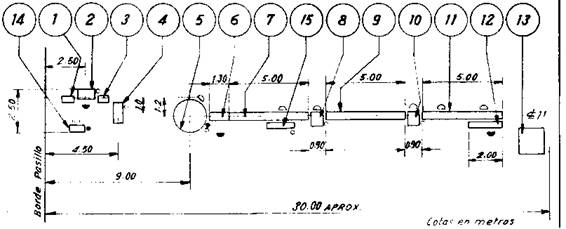
ड्राइंग संख्या 6: ओवरलैपिंग गोल कंटेनरों के लिए मैनुअल लाइन
रेखा निम्नलिखित तत्वों से बनी है:
1.- सामग्री काटें
2.- ट्रिमर
3.- मध्यवर्ती तालिका
4.- वाइन्डर
5.-सर्कुलर ओवरलैप वेल्डर
6.- पतन
7.-शीतलक कन्वेयर
8.- मैनुअल फ्लैंजर
9.- कन्वेयर
10.- मैनुअल सीमर
11.- कन्वेयर
12.- पैकेजिंग
13.- कंटेनरों का पैलेट
14.- रिकवरी बेंच
15.- कूलिंग के लिए टर्बो ब्लोअर
यह लाइन 10 लोगों के दल के साथ 1000 प्रति घंटे की गति से काम करती है । निःसंदेह अधिकांश कार्यों को स्वचालित करना, गति बढ़ाना और श्रम को आधे से भी कम करना संभव है। 3 लोगों के प्रत्यक्ष कार्यबल के साथ 60 इंच/मील से अधिक की लाइनें हैं।
विद्युत वेल्डेड कंटेनर
जो समाधान प्रचलित हुआ है वह लैप सीम का है, जिसमें न्यूनतम किनारे ओवरलैप होते हैं, लेकिन विद्युत रूप से वेल्डेड होते हैं। इसके साथ, सभी प्रकार के अनुप्रयोगों के लिए कंटेनर प्राप्त किए जाते हैं, प्रक्रियात्मक और गैर-दोनों, और बहुत कम लिथोग्राफी रिजर्व के साथ।
हम इस तकनीक के बारे में विस्तार से नहीं बताएंगे क्योंकि यह इस वेबसाइट पर कई अन्य कार्यों में प्रचुर मात्रा में शामिल है। शरीर पर प्रिंट के अनुप्रयोग के संबंध में, हम ड्राइंग संख्या 7 का उल्लेख करते हैं । इसमें, ऊपरी बाएँ भाग में, आप ऐसे सीम के अनुभाग का विवरण देख सकते हैं जहाँ लिथोग्राफी का अंतिम रिजर्व केवल 4.2 मिमी है। इस परिणाम को प्राप्त करने के लिए, स्याही और वार्निश दोनों के लिए, विमान पर कुछ लिथोग्राफिक भंडार छोड़ना आवश्यक है, जैसा कि ड्राइंग के निचले हिस्से में दर्शाया गया है (स्याही के लिए 2.5 मिमी और वार्निश के लिए 3 मिमी)।
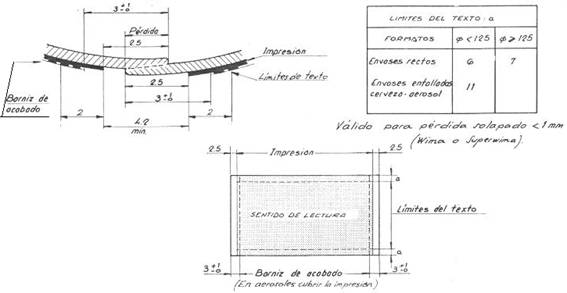
ड्राइंग संख्या 7: विद्युत वेल्डेड पैकेजिंग के लिए लिथोग्राफी में मुद्रण, वार्निश और पाठ की सीमाएं
ड्राइंग के ऊपरी दाहिने हिस्से में एक बॉक्स है जिसमें कंटेनर के प्रकार और उसके व्यास के आधार पर पाठ सीमाओं की ऊंचाई का सम्मान किया जाना चाहिए , ताकि उक्त पाठ विभिन्न विनिर्माण कार्यों से प्रभावित न हों।
यह प्रक्रिया गोल और आयताकार बेस कंटेनर या किसी अन्य ज्यामितीय आकार दोनों पर लागू होती है। एक बेलनाकार नाव के मामले में, लिथोग्राफिक भंडार एक यादृच्छिक जेनरेटर में स्थित होते हैं। गैर-बेलनाकार डिब्बों में इसे उनके एक कोने के साथ संपाती बनाया जाता है। सबसे आम आयताकार हैं। ड्राइंग नंबर 8 एक बंद तल के साथ आयताकार डिब्बे के निर्माण की योजना दिखाता है, जो इस प्रकार के भंडार के साथ काम करता है।
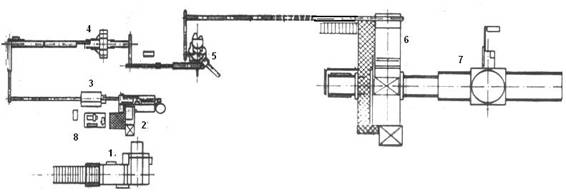
ड्राइंग संख्या 8: मध्यम गति वेल्डेड आयताकार कंटेनरों के लिए स्वचालित लाइन
इस लाइन की बुनियादी मशीनें हैं:
1.- डबल स्वचालित कतरनी
2.- इलेक्ट्रिक वेल्डर
3.- आयताकार के लिए विस्तारक
4.- आयताकार फ्लैंजर
5.- आयताकार तल के लिए सीमर
6.- स्वचालित पैलेटाइज़र
7.- स्ट्रेच फिल्म के साथ रैपिंग मशीन
8.- गुणवत्ता नियंत्रण पीठ
लगभग 80 इंच/मील की गति से 4 लोगों के साथ काम करें।
स्थिति के सारांश के रूप में यह कहा जा सकता है वर्तमान में, गहरे खींचे गए कंटेनरों को छोड़कर, गैर-प्रक्रिया योग्य कंटेनरों के एकमात्र अपवाद के साथ, कैन के शरीर में एक छोटा लिथोग्राफिक रिजर्व बनाए रखना आम तौर पर आवश्यक है। उत्तरार्द्ध में, एक अनारक्षित सीमेंटेड सीम को चुना जा सकता है।
 कंटेनरों में नसबंदी का पानी कैसा होना चाहिए?
कंटेनरों में नसबंदी का पानी कैसा होना चाहिए?
 विमा वेल्डिंग क्या है?
विमा वेल्डिंग क्या है?
 डिब्बे के लिए सबसे अच्छी पैकेजिंग या पैकेजिंग क्या है?
डिब्बे के लिए सबसे अच्छी पैकेजिंग या पैकेजिंग क्या है?
 AD ने जर्मन पैकेजिंग उद्योग को पुनर्चक्रण की कमी के प्रति सचेत किया
AD ने जर्मन पैकेजिंग उद्योग को पुनर्चक्रण की कमी के प्रति सचेत किया
 पैकेजिंग की वापसी
पैकेजिंग की वापसी
 “पार्टी” पैकेजिंग लाइन
“पार्टी” पैकेजिंग लाइन
 टिन पैकेजिंग का बाहरी क्षरण
टिन पैकेजिंग का बाहरी क्षरण
 उत्पाद तकनीकी शीट: “तीन-टुकड़ा” पैकेजिंग
उत्पाद तकनीकी शीट: “तीन-टुकड़ा” पैकेजिंग
 टू-पीस पैकेजिंग डीआरडी
टू-पीस पैकेजिंग डीआरडी
 पैकेजिंग के पक्ष में एक भाला
पैकेजिंग के पक्ष में एक भाला



0 Comments