
परिचय
धातु उद्योग में, पहले से निर्मित घटकों (फोन, आसानी से खुलने वाले कवर, एयरोसोल डोम, आदि) की खरीद या विनिमय अक्सर होता है। यह पैकेजिंग निर्माताओं के बीच हो सकता है, क्योंकि उनमें से कुछ घटकों में विशेषज्ञ हैं, या धातुकर्मवादियों और पैकर्स के बीच। इन मामलों के लिए, और भरने वाले उद्योगों को ढीले ढक्कन वाले डिब्बे की सामान्य आपूर्ति में भी, इन पहले से निर्मित घटकों के लिए गुणवत्ता नियंत्रण प्रणाली स्थापित करना कभी-कभी अच्छा होता है।
इस मामले को कार्यस्थल पर पहले ही निपटाया जा चुका है.
“एक भरने वाले संयंत्र में कंटेनरों का स्वागत”
, इस वेबसाइट के अनुभाग “तकनीकी जानकारी” अनुभाग “नियंत्रण” में प्रकाशित। अब, हम टॉप्स/बॉटम्स की आयामी गुणवत्ता की निगरानी के विशिष्ट मुद्दे पर थोड़ा गहराई से जाने का इरादा रखते हैं। यहां जो वर्णित है वह धातु की दुकान में सीधे नियंत्रण स्थापित करने के लिए भी मान्य है।
हम दोषों, नमूनाकरण योजना, गुणवत्ता स्तर इत्यादि की परिभाषा में नहीं जाएंगे, क्योंकि इन मुद्दों को पहले ही उपरोक्त कार्य में निपटाया जा चुका है। न ही हम उन दृश्य दोषों से निपटेंगे जो फंड इसी कारण से प्रस्तुत कर सकते हैं। हम उन मापदंडों पर ध्यान केंद्रित करेंगे जिन्हें विशिष्ट उपायों के माध्यम से नियंत्रित किया जा सकता है, इन मापों को यथासंभव सरल बनाने के साधन प्रदान करेंगे।
वर्तमान में बहुत ही परिष्कृत नियंत्रण साधन मौजूद हैं, जो किसी फंड के मुख्य स्तरों को व्यावहारिक रूप से स्वचालित रूप से मापने की अनुमति देते हैं। इस उपकरण की उच्च लागत के कारण, यह तभी उचित है जब काम की मात्रा बड़ी हो। इसका मतलब यह है कि छोटी कंपनियों के लिए उनके अधिग्रहण का कोई खास मतलब नहीं है. यहां बताई गई प्रक्रियाएं सरल और सस्ते उपकरणों का उपयोग करती हैं और इस अंतिम प्रकार की कंपनी के लिए डिज़ाइन की गई हैं।
नियंत्रित करने के लिए पैरामीटर
हम बताएंगे कि फंड के कौन से बुनियादी उपाय हैं जिन्हें नियंत्रित किया जाना चाहिए। इसके लिए हम चित्र 1 पर भरोसा करेंगे
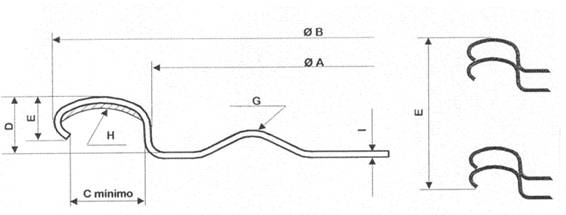
चित्रा संख्या 1
निम्नलिखित तालिका सारांशित करती है: ए) लिए जाने वाले आयाम – चित्र के समान अक्षर से चिह्नित -, बी) जिस अवधारणा को वे प्रतिबिंबित करते हैं और ग) इन मापों में लागू सामान्य सहनशीलता। टिनप्लेट की मोटाई और तापमान के लिए, हम लागू अंतरराष्ट्रीय मानकों का उल्लेख करते हैं। चैनल की चौड़ाई में कोई सहनशीलता नहीं है, नियंत्रण गेज इसके न्यूनतम मूल्य को चिह्नित करता है। फंड पैनल की प्रोफ़ाइल वह होगी जिस पर पार्टियों के बीच सहमति होगी।
|
आयाम |
अवधारणा |
सहिष्णुता |
| –
– को बी। सी। डी। और जी। – |
टिनप्लेट की मोटाई
टिन कठोरता क्युवेट व्यास बाहरी व्यास न्यूनतम चैनल चौड़ाई ट्रे की गहराई 2″ (50.8 मिमी) में कवर की संख्या पैनल प्रोफाइल यौगिक भार |
मानकों के अनुसार
“ “ + 0.05 मिमी. + 0.20 मिमी. – + 0.15 मिमी. + 2 इकाइयाँ – + 18.5% |
ऐसे अन्य पैरामीटर हैं जिन्हें मापा जा सकता है, लेकिन हम उन्हें इस काम में शामिल नहीं करते हैं क्योंकि वे या तो अधिक जटिल हैं या वेब पर पहले से प्रकाशित लेखों में उनका पालन किया जा सकता है, जैसे:
– ए.- टिन चढ़ाना। देखना:
“टिनप्लेट पर टिन कोटिंग का निर्धारण”
– बी.- आंतरिक और बाहरी वार्निश लोड। देखना:
“वार्निश की सूखी फिल्म के वजन का निर्धारण”
– सी.- क्युवेट की दीवार की त्रिज्या। यद्यपि यह महत्वपूर्ण है कि यह सही माप में हो, इसके सटीक सत्यापन के लिए जटिल साधनों की आवश्यकता होती है। यदि निचली विनिर्माण डाई को अच्छी तरह से बनाए रखा जाता है, तो इसमें कोई भिन्नता नहीं दिखनी चाहिए।
तो आइए मान लें कि हमारे पास पहले से ही नियंत्रित किए जाने वाले मापदंडों के मूल्यों के साथ एक पूरी तालिका है। इसे ऊपर बताए अनुसार सहनशीलता कॉलम में प्रत्येक आयाम की मात्रा जोड़कर बनाया जा सकता है। उसे सामने रखकर हम नियंत्रण शुरू कर सकते हैं।
मोटाई
उद्देश्य : यह सुनिश्चित करना कि तली में पर्याप्त यांत्रिक प्रतिरोध है।
मापने का उपकरण : पतले या अर्ध-गोलाकार सिरे वाला माइक्रोमीटर, अधिमानतः डिजिटल।
विधि : सीधा पढ़ना
कठोरता
उद्देश्य : सुनिश्चित करें कि तली में पर्याप्त यांत्रिक प्रतिरोध है
मापने के उपकरण : ड्यूरोमीटर रॉकवेल एचआर 15टी और एचआर 30टी स्केल से सुसज्जित है।
विधि : प्रत्येक मामले में उपकरण मैनुअल देखें।
बाल्टी का व्यास “ए”
उद्देश्य: जाँच करें कि बंद करने के दौरान मेन्ड्रेल तल पर सही ढंग से फिट होगा।
मापने का उपकरण : ड्राइंग चित्र संख्या 2 के अनुसार बाल्टी व्यास (चक समायोजन) का “गो/नो गो” गेज:
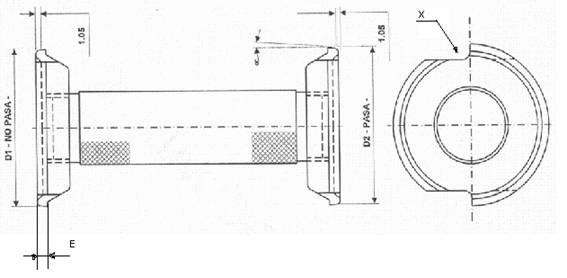
चित्रा संख्या 2
इस गेज में दो चक के समान अलग-अलग व्यास की दो प्लेटें होती हैं। उनमें से प्रत्येक में दो विपरीत “X” अवकाश हैं, जो यह जांचना संभव बनाते हैं कि यह ढक्कन कटोरे के आधार पर सही ढंग से स्थित है या नहीं। इसके माप की गणना करने के लिए, संबंधित समापन मंडल के मूल्यों से शुरू करना आवश्यक है – चित्र 3 देखें – और निम्नलिखित सूत्रों को लागू करें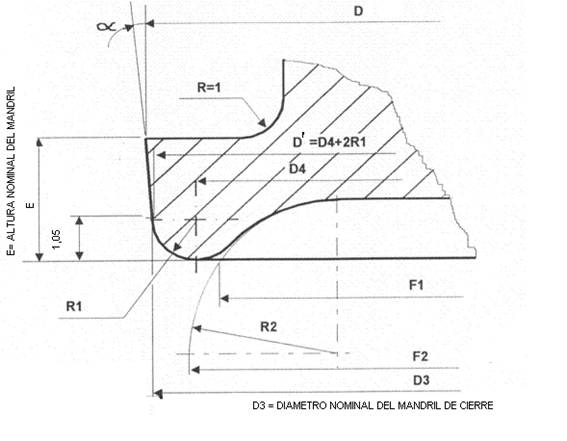
चित्रा संख्या 3
डी1 (“नो-गो” व्यास) = डी3 (चक का नाममात्र व्यास) + 0.03 मिमी।
डी2 (“पास” व्यास) = डी3 (मैंड्रेल का नाममात्र व्यास) – 0.12 मिमी।
+0.02
व्यास D1 और D2 की सहनशीलता -0 है
दोनों कैलिबर प्लेटों के बाकी माप चक के समान ही हैं। “किशमिश” पकवान तैयार करने के लिए कुछ घिसे हुए मांडल को भी बरामद किया जा सकता है।
विधि :
– गेज “पास नहीं होता”: जाँचता है कि ढक्कन बहुत बड़ा है या नहीं। एक सपाट और क्षैतिज सतह पर, ढक्कन ट्रे पर 90º अवकाश वाले क्षेत्र में झुके हुए गेज को प्रस्तुत करें। सीट, हल्के दबाव के साथ, कटोरे पर पूरी तरह से समान, फिर जाँच – अवकाश के माध्यम से – कि गेज की त्रिज्या ढक्कन के कटोरे की त्रिज्या पर सही ढंग से टिकी हुई है। इसे सीधी स्थिति में उठाएं, यदि ढक्कन गिरता है तो यह बहुत बड़ा होता है।
– “पास” गेज: निर्धारित करता है कि ढक्कन बहुत छोटा है या नहीं। गेज को पिछले मामले की तरह ही रखें। इसे ऊर्ध्वाधर स्थिति में उठाएं, यदि ढक्कन गिरता है तो यह स्वीकार्य है, यदि यह गेज के साथ उठता है तो यह बहुत छोटा है।
बाहरी व्यास “बी”
उद्देश्य: निधियों की फीडिंग में संभावित समस्याओं को रोकना। यदि उनका बाहरी व्यास माप से बाहर है, तो यह फीडर, गाइड, तारों आदि में जाम का कारण बन सकता है।
मापने का उपकरण : नीचे के बाहरी व्यास का “गो/नो गो” गेज। चित्र 4 देखें:
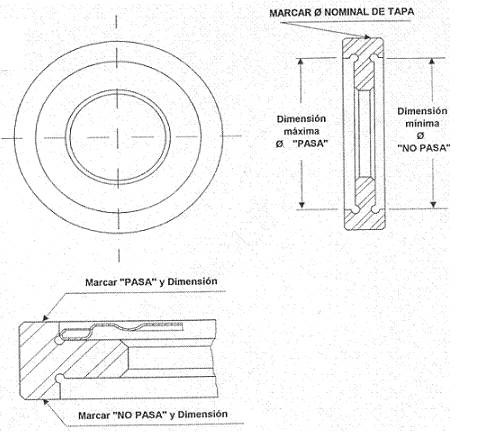
चित्र संख्या 4
यह ढक्कन के बाहरी हिस्से की तुलना में थोड़े बड़े व्यास और भय के साथ दो आवास प्रस्तुत करता है। इसका मूल्य निर्धारित करने के सूत्र हैं:
+0.02
अधिकतम व्यास “पास” = कवर का बाहरी व्यास “बी” + 0.21 / सहनशीलता -0
+0
न्यूनतम व्यास “पास नहीं होता” = कवर का बाहरी व्यास “बी” -0.21/ सहनशीलता -0.02
विधि: गेज के दो “पास” और “असफल” पक्षों में से प्रत्येक में निवेशित धनराशि प्रस्तुत करें। धनराशि आवास में “नो पास” की ओर से नहीं, बल्कि “पास” की ओर से प्रवेश करनी चाहिए।
वैकल्पिक विधि : कैलीपर के माध्यम से प्रत्यक्ष माप।
न्यूनतम चैनल चौड़ाई “सी”
उद्देश्य : यह सुनिश्चित करने के लिए कि, समापन ऑपरेशन के दौरान, शरीर का निकला हुआ किनारा ढक्कन के पंख के अंदर अच्छी तरह से स्थित है, इसके कर्लिंग में हस्तक्षेप किए बिना।
मापने का उपकरण: चित्र संख्या 5 के अनुसार न्यूनतम चैनल चौड़ाई गेज
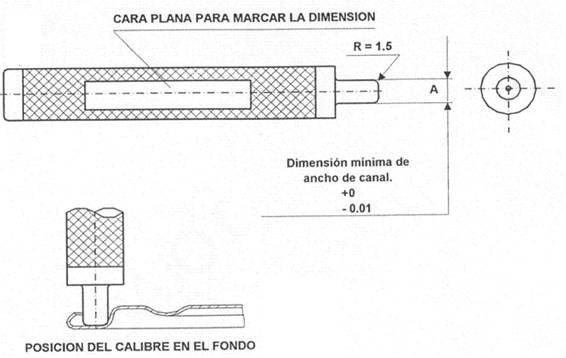
चित्रा संख्या 5
तरीका:
– गेज को ढक्कन ट्रे के कर्ल और दीवार के बीच लंबवत रूप से डालें, जैसा कि चित्र 5 में दर्शाया गया है।
– चैनल की चौड़ाई इतनी बड़ी होनी चाहिए कि गेज नीचे की पूरी परिधि के चारों ओर स्वतंत्र रूप से घूम सके।
वैकल्पिक विधि: कैलीपर द्वारा प्रत्यक्ष माप।
बेसिन गहराई “डी”
उद्देश्य : जाँच करना
ए.- कि समापन खराद का धुरा ढक्कन में ठीक से घुस जाएगा
बी.- कि कंटेनर की क्षमता अनुमान के अनुसार होगी
मापने का उपकरण : बाजार से प्राप्त करें या चित्र संख्या 6 में दिखाए अनुसार एक कैलिबर तैयार करें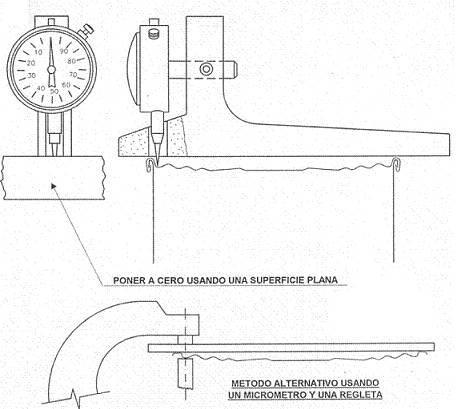
विधि :
– समतल सतह पर डायल इंडिकेटर को शून्य पर सेट करें
– जांचें कि जब गेज को सपाट सतह से हटा दिया जाता है, तो फीलर के पास एक पथ होता है जो इसे मापी जाने वाली ट्रे की गहराई से अधिक मूल्य तक पहुंचने की अनुमति देता है।
– गेज सपोर्ट बेस या रूलर को निचले पंख पर रखें, इसे व्यास में और बेसिन क्षेत्र के आधार के संपर्क में फीलर के साथ रखने की कोशिश करें।
– डायल पर अधिकतम रीडिंग का बिंदु मिलने तक कैलीपर को थोड़ा हिलाएं। इस बिंदु पर हमारे पास वांछित माप होगा।
लेखनी बारीक नोक वाली और काफी लंबी होनी चाहिए। मापे जाने वाले तल की स्थिर और दृढ़ स्थिति के लिए, इसे उसी व्यास के फ़्लैंज्ड बॉडी पर सहारा देने की सलाह दी जाती है।
वैकल्पिक विधि: एक माइक्रोमीटर और रूलर की सहायता से माप, जैसा कि चित्र 6 में दर्शाया गया है। रीडिंग में पट्टी की मोटाई और टिन प्लेट की मोटाई को छूट देनी होगी।
2 इंच में कवर की संख्या (50.8 मिमी) “ई”
उद्देश्य: अप्रत्यक्ष रूप से यह निर्धारित करें कि कैप की कर्ल ऊंचाई निर्दिष्ट के अनुसार है। यह सीमर के माध्यम से धन की सुचारू आवाजाही और सही समापन सुनिश्चित करता है।
मापने का उपकरण : चित्र 7 के अनुसार 50.8 मिमी में कैप की संख्या का नियंत्रण गेज।
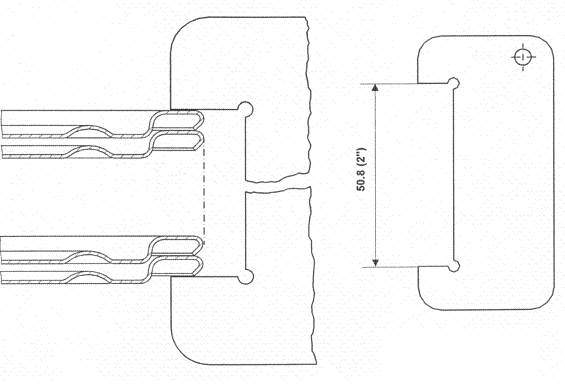
चित्र संख्या 7
विधि :
– दबाव या निकासी के बिना गेज स्लॉट को भरने के लिए पर्याप्त संख्या में ढक्कन लगाएं।
– फिट होने वाले फंडों की संख्या गिनें
वैकल्पिक तरीका: वर्नियर गेज को 50.8 मिमी पर सेट करें और खुद को गेज के रूप में उपयोग करें।
बैक पैनल प्रोफ़ाइल “जी”
उद्देश्य: कंटेनर के उपयोग के दौरान तली का उपयुक्त व्यवहार सुनिश्चित करना।
मापने का उपकरण : दृश्य
विधि : प्रत्यक्ष अवलोकन
समग्र वजन
उद्देश्य: सत्यापित करें कि निचले फ़्लैंज में निहित यौगिक का वजन निर्दिष्ट के अनुसार है। यौगिक बंद होने की जकड़न सुनिश्चित करने का महत्वपूर्ण मिशन करता है, इसलिए सही मात्रा में इसकी उपस्थिति आवश्यक है।
माप उपकरण : एमजीआरएस की सटीकता के साथ प्रयोगशाला संतुलन।
तापरोधी कंटेनर
ताप स्रोत
थर्मामीटर (0 से 100 ºC)
विधि :
– सिद्धांत: कंपाउंड के साथ और बिना कंपाउंड के फंड के वजन में अंतर।
– नमूना: यादृच्छिक रूप से लिए गए चार फंड।
– अभिकर्मक: पानी में 96º अल्कोहल का 50% घोल।
– अनुक्रम:
– निधियों को क्रमांकित करें और उन्हें एक-एक करके तौलें।
– उन्हें लगभग 2 या 3 मिनट के लिए अभिकर्मक में डुबोएं, स्नान को गर्म रखें, लगभग। 90ºC
– यौगिक को तब तक रगड़ें जब तक वह अलग न हो जाए, कोशिश करें कि आंतरिक वार्निश को नुकसान न पहुंचे।
– कंपाउंड को पूरी तरह से हटाने के लिए, सरौता की मदद से पंख को सपाट रखना और ऑपरेशन को दोहराना आवश्यक हो सकता है।
– एक-एक करके निधियों का दोबारा वजन करें।
– अंतर के आधार पर प्रत्येक के पास मौजूद यौगिक का वजन निर्धारित करें
– चार रीडिंग के अंकगणितीय माध्य की गणना करें
टिप्पणियाँ
हालाँकि कुछ परीक्षणों में प्रत्यक्ष माप द्वारा एक वैकल्पिक विधि का संकेत दिया जाता है, निम्नलिखित फायदों के कारण कैलीपर्स का उपयोग करना बेहतर होता है:
– एक स्थिर मानदंड रखें और माप में त्रुटि की संभावना को खत्म करें।
– निष्पादन में आसानी. बहुत ही सरल स्टाफ प्रशिक्षण.
 आटोक्लेव प्रक्रिया के बाद आसानी से खुलने वाला ढक्कन खुल जाता है, यह क्या हो सकता है?
आटोक्लेव प्रक्रिया के बाद आसानी से खुलने वाला ढक्कन खुल जाता है, यह क्या हो सकता है?
ढक्कन पर बाल्टी क्या है?
 आसान-खुले ढक्कन में रिवेट्स क्या हैं?
आसान-खुले ढक्कन में रिवेट्स क्या हैं?
 “ट्विस्ट-ऑफ़ ढक्कन”: इतिहास का एक अंश
“ट्विस्ट-ऑफ़ ढक्कन”: इतिहास का एक अंश
 गुणवत्ता नियंत्रण कफ़ल वाल्व एयरोसोल डोम
गुणवत्ता नियंत्रण कफ़ल वाल्व एयरोसोल डोम
 लिथोग्राफिक सामग्रियों का गुणवत्ता नियंत्रण
लिथोग्राफिक सामग्रियों का गुणवत्ता नियंत्रण
 चर द्वारा गुणवत्ता नियंत्रण पैरामीटर
चर द्वारा गुणवत्ता नियंत्रण पैरामीटर
 ढक्कन और पृष्ठभूमि की पैकेजिंग
ढक्कन और पृष्ठभूमि की पैकेजिंग
 उत्पाद तकनीकी शीट: ढक्कन
उत्पाद तकनीकी शीट: ढक्कन



0 Comments