
इनके – या किसी अन्य उत्पाद के संबंध में – आप कई पद ले सकते हैं:
क) आपूर्ति किए गए कंटेनरों की गुणवत्ता पर बिना किसी अतिरिक्त जांच के पूरा भरोसा रखें , इसे उस उद्देश्य के लिए पर्याप्त मानें जिसके लिए उनका इरादा है। इसलिए, यह किसी भी प्रकार का नियंत्रण स्थापित नहीं करता है और केवल जब उनके कारण कोई समस्या उत्पन्न होती है, या तो भरने की प्रक्रिया के दौरान या बाद में, यह आपूर्तिकर्ता को उचित दावा प्रस्तुत करता है। यह कई परिस्थितियों में उत्पन्न हो सकता है:
- जब आप कोई लागत नहीं उठाना चाहते.
- जब आपूर्तिकर्ता पूर्ण गारंटी का हकदार हो।
- जब पैक किए जाने वाले उत्पाद के प्रकार के कारण जोखिम न्यूनतम होता है।
बी) एक रिसेप्शन नियंत्रण स्थापित करें । ऐसा करने के लिए, आपूर्तिकर्ता के साथ मानक स्थापित किए जाने चाहिए, चाहे वे सहमत हों या नहीं, जो पालन की जाने वाली प्रक्रिया और पूर्वानुमानित दोषों के आकलन को पर्याप्त रूप से निर्धारित करते हैं। हम उस पर बाद में वापस आएंगे।
ग) आपूर्तिकर्ता के साथ एक ठोस, बातचीत से और पूरी तरह से परिभाषित गुणवत्ता प्रणाली स्थापित करें । वही गुणवत्ता का स्तर निर्धारित करता है जिसे पैकेजिंग का निर्माता पूर्ण सुरक्षा के साथ परोसने का वचन देता है। इस मामले में, इसकी निरंतर निगरानी की आवश्यकता नहीं है, बल्कि यह पुष्टि करने के लिए छिटपुट ऑडिट की आवश्यकता है कि समझौता पर्याप्त रूप से पूरा हुआ है।
घ) अपनी आवश्यकताओं के आधार पर अपना सिस्टम परिभाषित करें । कई समाधान यहां फिट होते हैं, जैसे विशिष्ट नमूनाकरण, हानि नियंत्रण, आईएसओ मानक , आदि…
मानदंड a) का प्रयोग कम होता जा रहा है, इसका प्रयोग छोटी कंपनियों तक कम होता जा रहा है। आज, कोई भी कंपनी जो अपने उत्पादों की गुणवत्ता के बारे में चिंतित है वह विकल्पों का चयन करेगी बी), ग) या डी)।
उदाहरण के तौर पर, हम संभावना बी) को अधिक विस्तार से विकसित करते हैं, यानी, एक पैकर द्वारा कुछ “टिन कंटेनरों के स्वागत के लिए मानक” की स्थापना। ऐसा करने के लिए, हम बताते हैं कि इन मानकों का मसौदा क्या हो सकता है।
इस मसौदे को विकसित करने से पहले, निम्नलिखित पर ध्यान देना उचित है:
– इसमें सेट किए गए डेटा को संकेतक के रूप में लिया जाना चाहिए । इसलिए, AQL मान, लॉट आकार, नमूना योजना इत्यादि। वे पूर्णतया केवल सांकेतिक हैं। उन्हें प्रत्येक मामले की विशिष्ट आवश्यकताओं के अनुसार समायोजित करना होगा।
– दोष वर्गीकरण सूचियों के बारे में भी यही कहा जा सकता है। प्रत्येक प्रक्रिया की विशिष्ट परिस्थितियों के आधार पर इन्हें बढ़ाया या घटाया भी जा सकता है।
टिन पैकेजों के स्वागत के लिए मसौदा मानक
I.- उद्देश्य और आवेदन का क्षेत्र
इन मानकों का उद्देश्य उन तकनीकी शर्तों को परिभाषित करना है जो ____________________________________ कंपनी द्वारा आपूर्ति किए गए टिन के डिब्बे को पूरा करना होगा।
इन मानकों में दर्शाई गई विशेषताएँ निश्चित हैं, जो प्रत्येक मामले में निर्दिष्ट सहनशीलता को स्वीकार करती हैं।
II.- बुनियादी सामग्री :
II.1.- टिन प्लेट : कम कार्बन सामग्री वाला फ्लैट स्टील उत्पाद, दोनों तरफ टिन-लेपित, इलेक्ट्रोडेपोजिशन द्वारा लगाया गया।
II.2.- वार्निश : ऑर्गेनोसोल, विनाइल, एपॉक्सीफेनोलिक प्रकार या समकक्ष की जैविक खाद्य कोटिंग।
II.3.- सीलिंग कंपाउंड : विशेष जल-आधारित रबर और राल का खाद्य समाधान, एक बार सूखने पर, एक हेमेटिक सील का उत्पादन करने के लिए उपयोग किया जाता है। इसे कंटेनरों की नसबंदी प्रक्रिया का विरोध करना चाहिए।
III.- दोषों का वर्गीकरण और विवरण
III.1.- दोषों की परिभाषा
III.1.1.- क्लास ए (गंभीर) दोष: स्वीकार्य गुणवत्ता स्तर AQL=0.40% (“सैन्य मानक” तालिकाओं के अनुसार – सैन्य मानक)
दोष जो कंटेनर को सामान्य उपयोग के लिए बेकार कर देते हैं, या जो उत्पाद या पैकेजिंग की गुणवत्ता को प्रभावित करते हैं। उनमें वे सभी शामिल हैं जो भली-भांति प्रभावित करते हैं या जो कंटेनर को पैक होने से रोकते हैं।
III.1.2.- क्लास बी दोष (प्रमुख): एनसीए = 4.0%
वे दोष जो उन्हें प्रस्तुत करने वाले कंटेनरों में एक निश्चित जोखिम पैदा करते हैं, लेकिन सामान्य परिस्थितियों में उनके उपयोग को नहीं रोकते हैं।
III.1.3.- क्लास सी दोष (मामूली): एनसीए = 6.5%
दोष जो लाइन की उत्पादन प्रक्रिया या उत्पाद की गुणवत्ता को नुकसान पहुंचाए बिना कंटेनर की प्रस्तुति को प्रभावित करते हैं।
ध्यान दें: स्पष्ट रूप से हैंडलिंग या आपत्तिजनक परिवहन स्थितियों (अनलोडिंग से पहले, फैक्ट्री रसीद के बाद, आदि) से उत्पन्न दोषों को ध्यान में नहीं रखा जाता है।
III.2.- दृष्टि दोषों का वर्णन
III.2.1.- वर्ग “ए” दोष
III.2.1.1.- पैकेजिंग
ए.1 टपका हुआ कंटेनर (1)
.2 धातु का टूटना या छिद्र होना
ए-3 गलत बंद
ए.4 फ़्लैंज की महत्वपूर्ण विकृति जिससे इसे बंद करना असंभव हो जाता है।
A-5 आंतरिक वार्निश का पूर्ण अभाव
ए-6 गलत, गायब या अस्पष्ट सजावट
ए-7 आंतरिक सजावट
ए-8 मिश्रित सजावट
A-9 आंतरिक चिपचिपी मिट्टी
III.2.1.2.- टॉप्स/बैक्स
ए.1 धातु की ड्रिलिंग
ए-2 लूप की महत्वपूर्ण विकृति जिससे इसे बंद करना असंभव हो जाता है
ए.3 संपूर्ण परिधि या उसके कुछ क्षेत्र में यौगिक का अभाव।
ए.4 आंतरिक चिपचिपी मिट्टी
प्रति 5 इंटीरियर में सजावट
A-6 खंडित कीलक (आसानी से खुला कवर)
A-7 खंडित चीरा (आसानी से खुला ढक्कन)
A-8 बिना रिंग वाला ढक्कन (आसानी से खुलने वाला ढक्कन)
III.2.2.- वर्ग “बी” दोष
III.2.2.1.- पैकेजिंग
बी .1 कंटेनर की ऊंचाई सहनशीलता से बाहर (2)
बी .2 निकला हुआ किनारा का थोड़ा विरूपण
बी.3 बाहरी रूप से जंग लगे कंटेनर
बी 4 खरोंचा हुआ आंतरिक वार्निश
बी.5 नसबंदी से पहले या बाद में आंतरिक वार्निश को अलग करना।
बी.6 आंतरिक वार्निश की आंशिक कमी
बी.7 सजावट में उपयोग की जाने वाली स्याही में से एक की पूर्ण अनुपस्थिति।
बी.8 दोषपूर्ण या ऑफ-सेंटर सजावट
बी.9 आंतरिक गंदगी
III.2.2.2.- सबसे ऊपर/नीचे
बी .1 क्षतिग्रस्त कर्ल
बी .2 कर्ल का बाहरी व्यास सहनशीलता से बाहर (2)
बी.3 कर्ल की ऊंचाई सहनशीलता से बाहर (2)
बी 4 विकृति या डेंट जो लाइन में रुकावट पैदा करते हैं, लेकिन बंद होने से समझौता नहीं करते हैं।
बी.5 आंतरिक वार्निश की खरोंचें या विफलता
बी.6 बाह्य ऑक्सीकरण
बी.7 विकृत कीलक (आसानी से खुलने वाला ढक्कन)
III.2.3.- वर्ग “सी” दोष
III.2.3.1.- पैकेजिंग
सी.1 क्षत-विक्षत या पीटा हुआ शरीर
सी.2 निचला पैनल विरूपण
सी.3 कमज़ोर घेरा
सी.4 झुर्रीदार बरौनी
सी.5 रंग टोन भिन्नता
सी.6 दागदार सजावट
सी.7 लिथोग्राफी द्वारा जल अवशोषण
सी.8 सजावट पर छोटी खरोंचें
सी.9 सजावट में प्रयुक्त स्याही में से एक की आंशिक अनुपस्थिति
सी.10 बाहरी गंदगी
III.2.3.2.- टॉप्स/बैक्स
सी.1 लहरदार कर्ल
सी.2 यौगिक भार सहनशीलता से बाहर हो गया
सी.3 गंभीर स्वर भिन्नताएँ
सी.4 लिथोग्राफी द्वारा जल अवशोषण
सी.5 सजावट पर छोटी खरोंचें
सी.6 सजावट में प्रयुक्त स्याही में से एक की आंशिक अनुपस्थिति।
सी.7 बाहरी गंदगी
ग्रेड
(1): कंटेनर को 1 किग्रा/सेमी2 के न्यूनतम दबाव में रखकर जकड़न की जाँच की जाती है
(2): आयाम जो कैलीपर्स से नियंत्रित होते हैं।
IV.- रिसेप्शन नियंत्रण प्रक्रिया
IV.1.- लॉट परिभाषा
एक ट्रक में मौजूद कंटेनरों और/या ढक्कनों की मात्रा को इस प्रकार लिया जाता है।
IV.2.- आवेदन
इसे सैन्य मानक MIL-STD-105D (विशेषताओं द्वारा निरीक्षण के लिए नमूना तालिकाएँ और प्रक्रियाएँ) द्वारा निर्धारित सांख्यिकीय नमूना योजना के माध्यम से प्रत्येक बैच पर लागू किया जा सकता है।
IV.3.- नमूनाकरण योजना
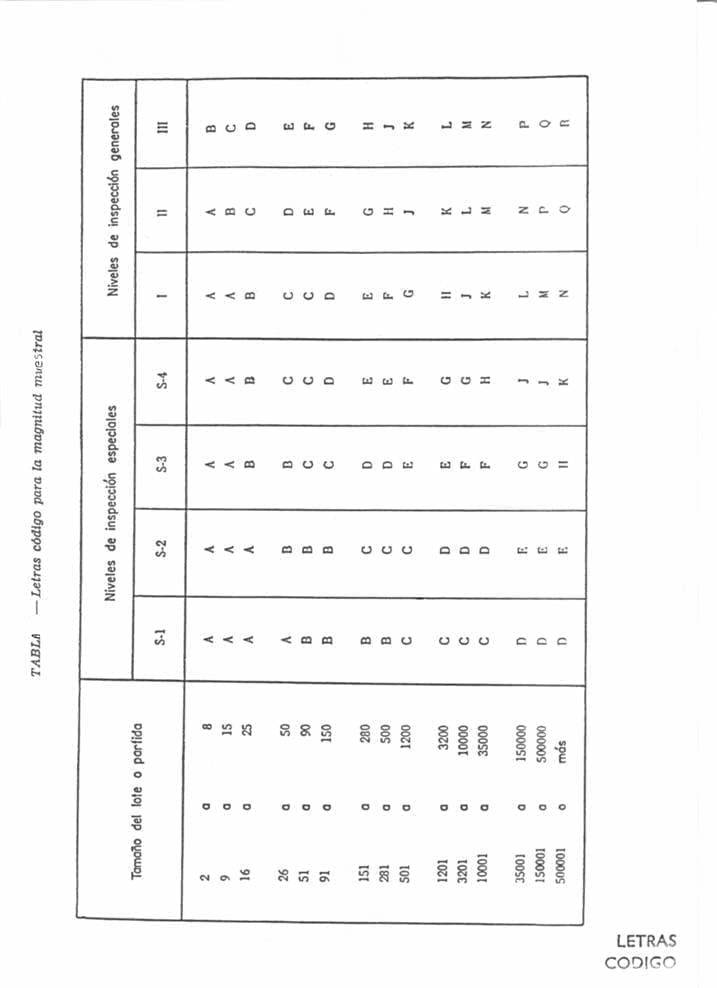
एक बार लॉट का आकार ज्ञात हो जाने पर, नमूनाकरण योजना निरीक्षण स्तर I और सामान्य निरीक्षण के लिए सरल नमूनाकरण द्वारा निर्धारित की जाती है। (“सामान्य निरीक्षण स्तर”)। नीचे दी गई तालिका “नमूना मात्रा के लिए कोड अक्षर” देखें। लॉट के आकार और निरीक्षण के स्तर को जानने के बाद, यह तालिका परिमाण या नमूना आकार निर्धारित करने के लिए आवश्यक संबंधित “कोड अक्षर” को परिभाषित करती है।
IV.4.- स्वीकार्य गुणवत्ता स्तर (ANQ)
इसे किसी खेप की दोषपूर्ण इकाइयों के अधिकतम प्रतिशत के रूप में परिभाषित किया गया है, जो पहले इन विनियमों की धारा III में जांच की गई दोषों की गंभीरता की डिग्री के अनुसार स्थापित किया गया था।
चतुर्थ.5 नमूना परिभाषा
जांच के लिए यादृच्छिक खेल से निकाली गई इकाइयों का सेट।
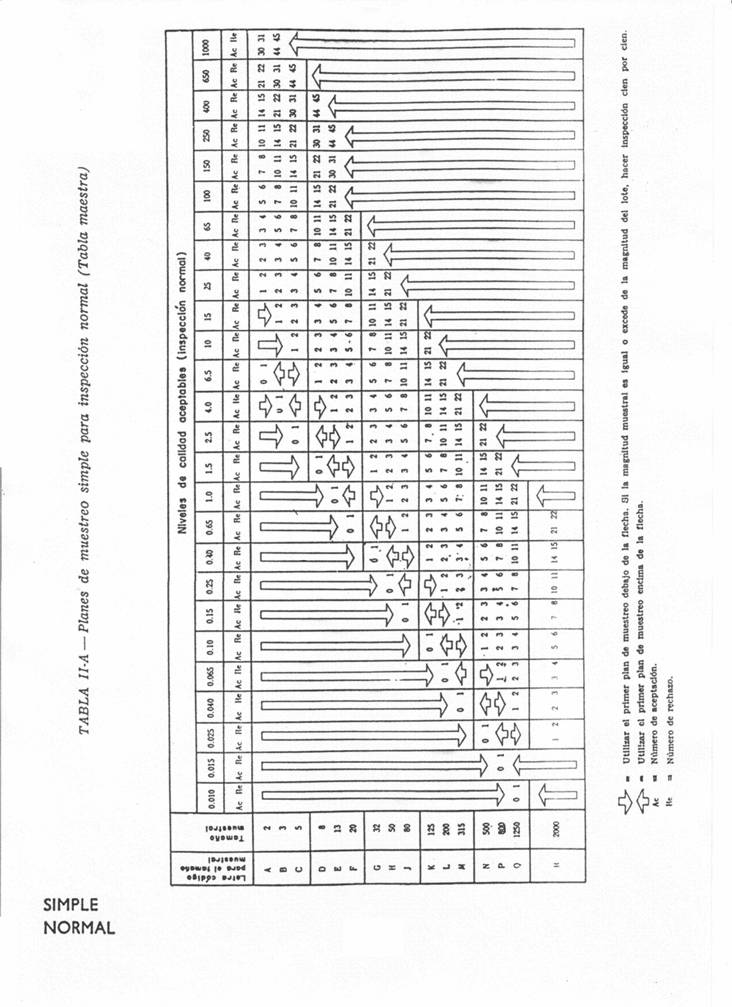
नमूने में शामिल इकाइयों की संख्या को नमूना आकार कहा जाता है। इसका मूल्य संलग्न तालिका II-ए के माध्यम से निर्धारित किया जाता है। इसके लिए, एनसीए को जानना आवश्यक है – दोषों के प्रकार के आधार पर ऊपर परिभाषित – और कोड अक्षर जिसे हमने “लॉट या बैच आकार” (उदाहरण के लिए एक ट्रक) और निरीक्षण स्तर के आधार पर पहले ही निर्धारित कर लिया है। स्तर I) जैसा कि खंड IV.3 में बताया गया है नमूने चुनने की प्रक्रिया
तालिका II-ए AQL के आधार पर दोषपूर्ण नमूनों की संख्या को परिभाषित करती है जो बैच की स्वीकृति या अस्वीकृति का निर्धारण करती है।
IV.6.- नमूना लेना
बैच बनाने वाले पैलेटों की संख्या जानना (बी) और एक बार नमूना आकार निर्धारित हो गया है (सी), निम्नलिखित सूत्र लागू किया जाएगा
ए=3सी/बी; जहां A = प्रत्येक पैलेट से ली जाने वाली इकाइयों की संख्या।
इसका मतलब है कि इसका नमूना हर तीन पैलेट (तीसरे, छठे, नौवें…) में लिया जाएगा।
यदि अंक A का परिणाम क्रमशः 0.5 से अधिक या कम अंश होता है, तो इसे उच्च या निम्न पूर्ण संख्या में पूर्णांकित किया जाएगा।
नमूना आकार को पूरा करने के लिए लापता इकाइयों को अंतिम फूस से हटा दिया जाएगा।
ग्रेड:
-आयामी या विनाशकारी परीक्षणों के लिए, ऊपर बताई गई तालिका में से “विशेष निरीक्षण स्तरों” में से एक को चुना जा सकता है, उदाहरण के लिए स्तर एस-1
– मानकों को कंटेनरों और ढक्कनों की संबंधित तकनीकी शीटों के साथ-साथ सैन्य तालिकाओं की उपयुक्त शीटों के साथ पूरा किया जाना चाहिए। उत्तरार्द्ध नीचे संलग्न हैं (केवल वे जिनका इस मसौदे में उल्लेख किया गया है)।
 रियो टिंटो और सुमितोमो ग्लैडस्टोन में एक अनोखा हाइड्रोजन संयंत्र बनाएंगे
रियो टिंटो और सुमितोमो ग्लैडस्टोन में एक अनोखा हाइड्रोजन संयंत्र बनाएंगे
 अपील वेस्ट फ्रेमवर्क डायरेक्टिव के संशोधन का स्वागत करती है: अधिक टिकाऊ स्टील पैकेजिंग की दिशा में एक कदम
अपील वेस्ट फ्रेमवर्क डायरेक्टिव के संशोधन का स्वागत करती है: अधिक टिकाऊ स्टील पैकेजिंग की दिशा में एक कदम
 पेप्सिको लैटिन अमेरिका की पर्यावरण के प्रति प्रतिबद्धता: सार्वजनिक जल के उपभोग के लिए चार संयंत्र निःशुल्क
पेप्सिको लैटिन अमेरिका की पर्यावरण के प्रति प्रतिबद्धता: सार्वजनिक जल के उपभोग के लिए चार संयंत्र निःशुल्क

कंटेनरों में इलेक्ट्रोस्टैटिक पाउडर
 धातु के कंटेनरों में वार्निश: सुरक्षा, प्रौद्योगिकी और अनुप्रयोग
धातु के कंटेनरों में वार्निश: सुरक्षा, प्रौद्योगिकी और अनुप्रयोग
 धातु कंटेनरों की रिसाव के लिए मैनुअल परीक्षक
धातु कंटेनरों की रिसाव के लिए मैनुअल परीक्षक
 कंटेनरों और ढक्कनों का वजन
कंटेनरों और ढक्कनों का वजन
 एरोसोल कंटेनरों के लिए कैप्स
एरोसोल कंटेनरों के लिए कैप्स
 पेंट कंटेनरों में कैप के निष्कासन का मूल्यांकन
पेंट कंटेनरों में कैप के निष्कासन का मूल्यांकन
 पेय पदार्थों के कंटेनरों के लिए लाइन “तीन टुकड़े”
पेय पदार्थों के कंटेनरों के लिए लाइन “तीन टुकड़े”



0 Comments