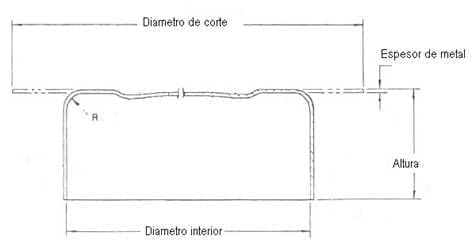
चित्र संख्या 1: प्रेस के बाहर निकलने पर कैप्सूल का आकार
इससे, अगला कदम उठाया जाता है, जिसमें ढक्कन के किनारे को तैयार करना, उसे स्थिरता देने के लिए एक कर्ल देना और कुछ कीलें शामिल होती हैं जो ढक्कन को कांच के जार पर लगाने की अनुमति देती हैं।
यह ऑपरेशन दो चरणों में किया जाता है. उनमें से सबसे पहले, आवक कर्ल का गठन शुरू होता है। यह एक विशेष मशीन की मदद से हासिल किया जाता है। इसका मूल कार्य भाग रोलर्स के साथ एक फॉर्मिंग हेड है, जो मुक्त घुमाव के साथ अक्षों पर लगाया जाता है, जो प्रेस में प्राप्त कैप्सूल के किनारे पर कार्य करता है। ढक्कन को घुमाकर उक्त किनारे को अंदर की ओर घुमाया जाता है। चित्र 2 देखें
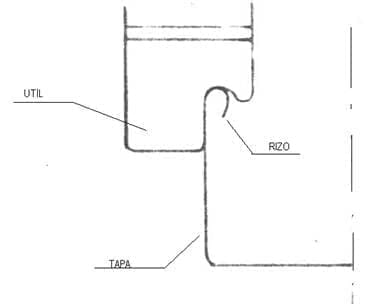
चित्र संख्या 2: कर्ल का गठन
गठित कर्ल की चौड़ाई लगभग एक मिलीमीटर है। कर्लिंग हेड में आम तौर पर 120º पर तीन कर्लिंग रोलर्स लगे होते हैं, जो बेस प्लेट पर उनके समर्थन के साथ बीयरिंग की एक जोड़ी के माध्यम से जुड़े होते हैं। रोलर के सेट को स्क्रू के माध्यम से नस्लीय रूप से समायोजित किया जा सकता है। चित्र संख्या 3 में इस सिर का एक ऊर्ध्वाधर खंड आंशिक रूप से प्रस्तुत किया गया है।
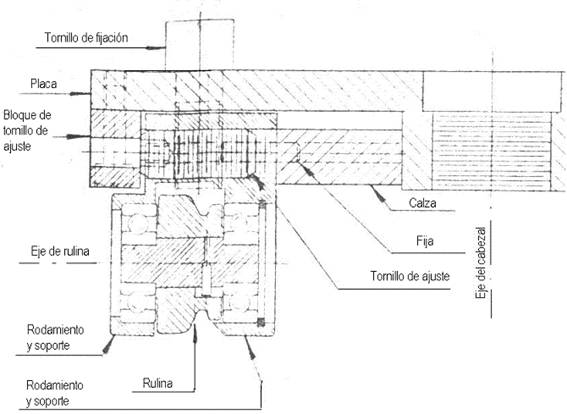
चित्र संख्या 3: कर्लिंग हेड का आंशिक ऊर्ध्वाधर खंड ।
अनुक्रम इस प्रकार है: प्रेस में प्राप्त कैप्सूल एक स्टार तंत्र के माध्यम से, रोलर हेड के नीचे स्थित निचली प्लेट में प्रवेश करता है। प्लेट को ऊपर उठाने पर जब वह कैप्सूल को लेकर घूमती है तो उसका किनारा रोलर्स के गले के प्रवेश मोड़ को छूता है। जैसे ही प्लेट ऊपर उठती है, कर्ल उत्पन्न होता है। कैप्सूल प्लेट पर फिट होना चाहिए. यह प्लेट के आंतरिक व्यास को कैप्सूल के बाहरी व्यास से 0.05 मिमी कम करके प्राप्त किया जाता है। यह प्लेट पर फिसले नहीं इसके लिए प्लेट के नीचे एक रबर डिस्क लगा दी जाती है जिससे घर्षण बढ़ जाता है। चित्र 4 देखें
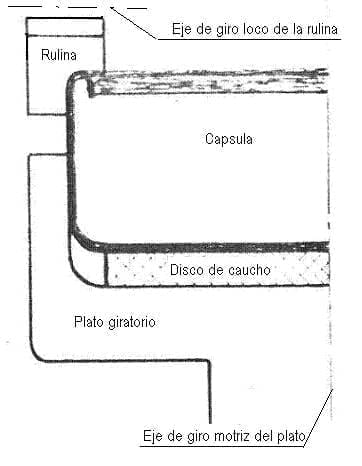
चित्र संख्या 4: कर्ल गठन सिर का आरेख
अगले चरण में, जो एक ही मशीन पर या एक अलग मशीन पर स्थित हो सकता है, एक अन्य विशेष सिर ऑपरेशन को पूरा करता है। चित्र संख्या 5 देखें। कैप्सूल को घंटी के आकार में एक बाहरी टुकड़े के माध्यम से एक प्लेट पर केंद्रित किया जाता है (1)। इस प्लेट का मध्य भाग, जिस पर कैप्सूल जमा होता है, ऊर्ध्वाधर गति में होता है (टुकड़ा 2)। अपनी चढ़ाई पर, वह प्रारंभिक कर्ल के साथ ढक्कन को एक सिर में डालता है, इसे एक अंगूठी के खिलाफ मारता है जिसमें एक नाली (टुकड़ा 6) होती है, जो इसके गठन को पूरा करती है।
चित्र संख्या 5: कर्ल समाप्ति सिर और नाखून गठन की प्रारंभिक स्थिति
चित्र संख्या 6 ढक्कन के आंशिक भाग को उसके पूर्ण कर्ल के साथ प्रस्तुत करता है

चित्र 6º: कर्ल का अंतिम आकार
ढक्कन उठाने से सिर का भाग 3, 4 और 5 ऊपर उठ जाता है। इसमें, एक केंद्रीय शंकु (टुकड़ा संख्या 7) अंगुलियों पर कार्य करता है, (टुकड़े संख्या 5) जितने नाखून हम ढक्कन में चाहते हैं, उन्हें रेडियल दिशा में बाहर की ओर विस्तारित करता है। जब आप प्लेट को उठाना समाप्त कर लेंगे, तो ये उंगलियां नाखूनों को बनाने वाले कर्ल को कुचल देंगी। चित्र संख्या 7 देखें। प्लेट के उतरने से पहले, उंगलियां स्प्रिंग्स के माध्यम से सिकुड़ती हैं, जिससे ढक्कन बाहर आ जाता है।
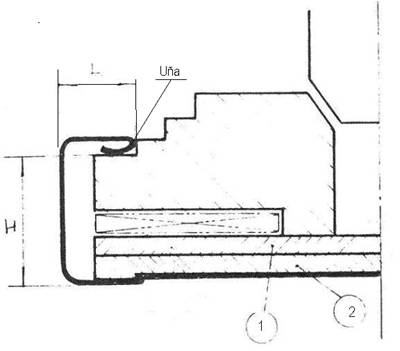
चित्र संख्या 7: कर्ल समाप्ति सिर और नाखून गठन की अंतिम स्थिति
कांच के जार के मुंह के सिरे से जुड़ने के अपने कार्य को पूरा करने के लिए नाखूनों के लिए मूलभूत माप एच (ढक्कन के केंद्रीय पैनल की ऊंचाई) और एल (नाखून की चौड़ाई या लंबाई) हैं। यदि हम ऊंचाई H बढ़ाना चाहते हैं, तो चित्र 7 के टुकड़े 1 और 2 के बीच एक बढ़िया शिम रखा जाना चाहिए।
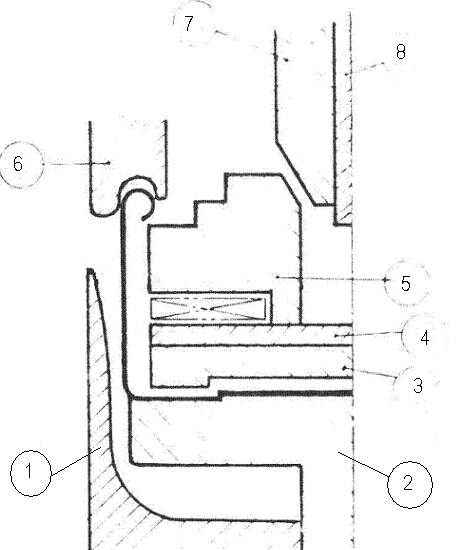
वांछित उत्पादन गति के आधार पर, एक या अधिक कर्लिंग सेट लगाए जा सकते हैं और कैप्सूल को तारों द्वारा या रैखिक रूप से खिलाया जा सकता है। चित्र 8 कर्ल-परिष्करण और नाखून-गठन वाले सिर के ऊपरी भाग का पूरा खंड दिखाता है।
चित्र संख्या 8: कर्लिंग और नाखून निर्माण अंतिम सिर
इस सिर को बनाने वाले टुकड़े हैं:
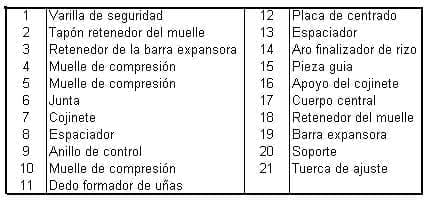
*चिह्नित टुकड़े कैप्सूल के आकार के साथ बदलते हैं।
विनिर्माण में अगला कदम यौगिक को टोपी के अंदर लगाना और उसे ठीक से पकाना है।
 कैन से अपने बालों को कर्ल करना: नवीनतम टिक टोक सनक जो काम करती है
कैन से अपने बालों को कर्ल करना: नवीनतम टिक टोक सनक जो काम करती है
 ट्विस्ट-ऑफ लिड्स: विशेषताएँ, निर्माण और अनुप्रयोग
ट्विस्ट-ऑफ लिड्स: विशेषताएँ, निर्माण और अनुप्रयोग
 डिब्बे के निर्माण में सिलाई की बुनियादी जानकारी
डिब्बे के निर्माण में सिलाई की बुनियादी जानकारी
 ट्विस्ट ऑफ, पीटी और पीटी प्लस वैक्यूम कैप्स का सही उपयोग
ट्विस्ट ऑफ, पीटी और पीटी प्लस वैक्यूम कैप्स का सही उपयोग
 ट्विस्ट-ऑफ कैप्स फीडर
ट्विस्ट-ऑफ कैप्स फीडर
 शंकु के आकार का कैप्स फीडर
शंकु के आकार का कैप्स फीडर
 कैप्स पेंट कंटेनरों के लिए उपकरण
कैप्स पेंट कंटेनरों के लिए उपकरण
 आसानी से खुलने वाले ढक्कन की निर्माण प्रक्रिया
आसानी से खुलने वाले ढक्कन की निर्माण प्रक्रिया
 समन्वित कर्ल वाले फंड के लिए विशेष डाई
समन्वित कर्ल वाले फंड के लिए विशेष डाई
 शीर्ष पर कर्ल
शीर्ष पर कर्ल




0 Comments