






घटी हुई डबल टिनप्लेट एक उच्च कठोरता प्रस्तुत करती है, जिसे रॉकवेल 30T स्केल पर 70 से 80 डिग्री के बीच मापी गई कठोरता से पहचाना जाता है। यह माप 0.20 मिमी से कम मोटाई के लिए रॉकवेल 15टी उपकरण पर किया जा सकता है और बाद में रॉकवेल 30टी पैमाने पर मूल्यों में परिवर्तित किया जा सकता है। इसका ब्रेकिंग लोड 60 Kgr/mm2 के क्रम का है।
हालाँकि, डबल रिड्यूस्ड टाइप टिनप्लेट की कठोरता को ड्यूरोमीटर के माध्यम से मापने की सलाह नहीं दी जाती है। इसका कारण इस प्रकार के ब्लेडों का पतला होना है, जिसका अर्थ है कि 1/16″ प्रवेश गेंद, जब धातु में कील ठोक दी जाती है, तो रीडिंग को विकृत करते हुए, इसे विकृत भी कर देती है।
इसलिए, इस मामले में इसकी लोचदार सीमा को मापना और नाममात्र डेटा के साथ तुलना करना बेहतर है जो इस्पात उद्योग एक पहचान तत्व के रूप में प्रदान करता है। धीमी गति से चलने वाले इस परीक्षण के लिए जटिल और महंगे उपकरणों की आवश्यकता होती है, जिससे निर्माण प्रक्रिया के दौरान प्रत्येक कॉइल पर इसे लगातार करना मुश्किल हो जाता है।
इस लोचदार सीमा को निर्धारित करने के मुद्दे पर ध्यान केंद्रित करने से पहले यह याद रखना चाहिए कि उक्त टिनप्लेट की पहचान करने के लिए, यूरोपीय पदनाम कोड “डीआर” (डबल कम) अक्षरों और तीन अंकों की संख्या से बना है, जो मूल्य के साथ मेल खाता है उसी की लोचदार सीमा को N/mm2 में व्यक्त किया गया है। अमेरिकी कोड समान अक्षरों “DR” का उपयोग करता है, जिसके बाद एक अंक होता है, जो साई में व्यक्त इसकी लोचदार सीमा के मान के पहले अंक के अनुरूप होता है। रॉकवेल एचआर 30टी स्केल पर अनुमानित कठोरता मान दिया जा सकता है, लेकिन इसे विश्वसनीय डेटा के रूप में नहीं लिया जा सकता है। घटे हुए दोहरे के लिए, मूल्यों की निम्न तालिका दी जा सकती है:
यूरोप अमेरिका
कोड लोचदार सीमा कोड कठोरता लगभग। एचआर30टी
DR520 520 N7mm2 DR 7 (70,000psi) 70
DR550 550 N/mm2 DR 8 (80,000psi) 73
DR620 620 N/mm2 DR 9 (90,000psi) 76
DR660 655 N/mm2 DR 9M(95,000psi)º 77
DR690 690 N/mm2 DR 10 (100,000psi) 80
लोचदार सीमा का अप्रत्यक्ष निर्धारण
उत्पादन कार्यशाला में लोचदार सीमा निर्धारित करने की जटिलता को देखते हुए, इसे एक सरल उपकरण का उपयोग करके एक और सरल परीक्षण द्वारा प्रतिस्थापित किया जा सकता है जो अच्छी तरह से परिभाषित आयामों के साथ टेस्ट ट्यूब की लोच की जांच करता है।
हालाँकि थोड़ी गहराई में, हम पहले ही प्रकाशित कार्यों में इस विषय पर बात कर चुके हैं:
– कॉइल कटिंग लाइनों में गुणवत्ता नियंत्रण
अब हम इस पर अधिक विस्तार से चर्चा करेंगे।
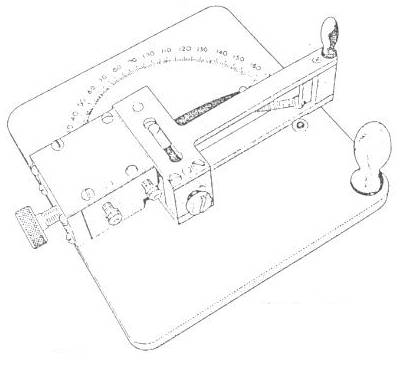
यह परीक्षण धातु को झुकने वाले तनाव के अधीन करने के बाद उसमें होने वाली स्थायी विकृति को मापने के सिद्धांत पर आधारित है। इसके लिए, एक उपकरण का उपयोग किया जाता है जो इस झुकने को करने और इसके मूल्य को मापने की अनुमति देता है। यह गेज पोर्टेबल उपकरण है, जिसे किसी भी कार्यक्षेत्र पर स्थापित किया जा सकता है। इसे “स्प्रिंग बैक टेम्पर टेस्टर” के नाम से जाना जाता है, जिसका अनुवाद हम “लोच द्वारा कठोरता का परीक्षक” के रूप में कर सकते हैं। चित्र 1 इस प्रकार का एक गेज दिखाता है।
संकल्प को क्रियान्वित करना:
परीक्षण का उद्देश्य :
सामग्री की लोच के माध्यम से कम डबल टिनप्लेट की कठोरता की डिग्री की जाँच करें
विवरण:
“टेम्परेचर” परीक्षण एक उपकरण के साथ किया जाता है जो धातु के नमूने को मोड़ने की अनुमति देता है। यह नमूना – या टेस्ट ट्यूब – निश्चित आयामों का है, और अध्ययन के लिए इसे कॉइल या टिन शीट से लिया जाना चाहिए। यदि यह एक कुंडल है तो हम इसके विभिन्न बिंदुओं पर कई नमूने ले सकते हैं।
गड़गड़ाहट रहित धातु परीक्षण नमूने तैयार करने के लिए कतरनी की आवश्यकता होती है। एक टेस्ट ट्यूब जिसमें गड़गड़ाहट होती है, कोण के मान को विकृत कर देती है, क्योंकि यह इसे विरूपण के लिए अधिक प्रतिरोध देता है। टेस्ट ट्यूब के उचित माप हैं: लंबाई 152.4 मिमी, चौड़ाई: 23.8 मिमी। यदि गुणवत्तापूर्ण कतरनी उपलब्ध नहीं है, तो लाइट-ड्यूटी प्रेस पर लगे छोटे कटिंग डाई का उपयोग किया जा सकता है।
यह ध्यान में रखा जाना चाहिए कि नमूने का सबसे लंबा पक्ष हमेशा स्टील के रोलिंग की दिशा के समानांतर होना चाहिए, यानी अनाज की दिशा के समानांतर होना चाहिए। चित्र क्रमांक 2 देखें:
चित्र संख्या 2: “स्प्रिंग बैक टेम्परेचर टेस्टर” परीक्षण के लिए नमूना
ऐसा करना आवश्यक है, क्योंकि परीक्षण करते समय, नमूना अनाज की दिशा के लंबवत झुकना चाहिए, अन्यथा प्राप्त मूल्य झुकने के कोण में 2 या 3 डिग्री तक भिन्न हो सकता है।
परीक्षण करने से पहले, एक विशेष माइक्रोमीटर की मदद से नमूने की मोटाई को मापना सुविधाजनक होता है, क्योंकि यह ध्यान में रखने योग्य तथ्य है। एक बार नमूना या टेम्पलेट तैयार हो जाने के बाद, इसे गेज पर ले जाया जाता है और आगे बढ़ाया जाता है।
चित्र संख्या 3 इस प्रकार के गेज को अधिक विस्तार से दिखाता है। यद्यपि कार्य सिद्धांत वही है जो चित्र संख्या 1 में दिखाया गया है, यह अपने डिजाइन में थोड़ा भिन्न है, और इसमें एक वॉच-फीडर शामिल है जो सीधे मोटाई को मापता है टेम्पलेट। (चित्र संख्या 3 के टुकड़े 32, 22 और 23)। इस चित्र में टुकड़ों की संख्या का उपयोग करके हम उठाए जाने वाले कदमों का वर्णन करेंगे:
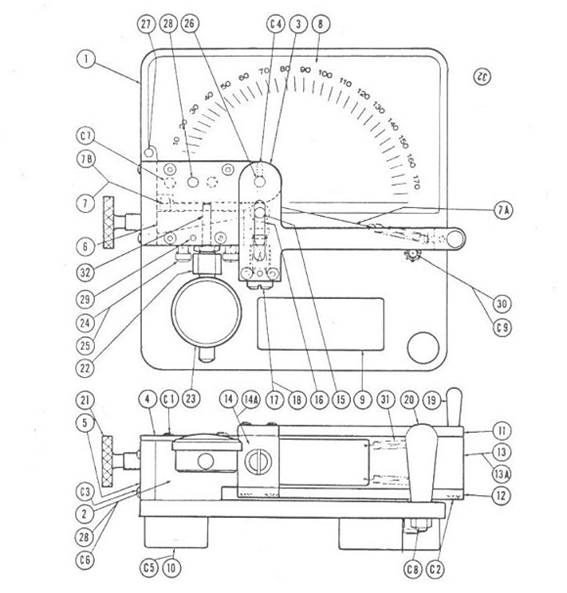
चित्र संख्या 3: एसबीटीटी गेज का विवरण। (स्प्रिंग बैक टेम्परेचर टेस्टर)
1.- फिक्सिंग स्क्रू (21) को ढीला करें और परीक्षण किए जाने वाले धातु के नमूने को फॉर्मिंग आर्म के समानांतर डालें, यह सुनिश्चित करते हुए कि यह आंतरिक स्टॉप (5) के साथ संपर्क बनाता है। पेंच कस रहा है.
2.- बनाते हुए भुजा को 180º (11, 19) तक झुकाएं और मूल स्थिति में लौट आएं। इस प्रकार, नमूना को बनाने वाली भुजा की क्रिया द्वारा एक छोटे खराद का धुरा (3) पर घुमाया जाता है, फिर इसे कुछ स्प्रिंग्स (31) की क्रिया द्वारा छोड़ा जाता है। यह कार्रवाई शीघ्र की जानी चाहिए. मूल स्थिति में लौटते समय फॉर्मिंग आर्म को टकराने न दें।
3.- नमूना अपने मध्य भाग में घुमावदार होगा. इसका मुक्त सिरा, सीधा, पैमाने (8) पर एक कोणीय मान अंकित करेगा। इसके बाद, विकृत नमूने का अवशिष्ट कोण पैमाने (8) पर मापा जाता है। रीडिंग रिकॉर्ड करें और नमूना सिलेंडर हटा दें।
4.- इस कोण का मान, नमूने की मोटाई के साथ, कुछ तालिकाओं पर दर्ज किया जाता है जो काफी अनुमानित तरीके से लोचदार सीमा निर्धारित करते हैं। इन तालिकाओं को उपकरण के साथ आपूर्ति की जाती है
टिनप्लेट बेस स्टील की लोच का एक अनुभवजन्य मूल्य – या इसके रेंगने से संबंधित सामग्री के स्थायी विरूपण का वास्तव में मूल्यांकन किया गया है, लेकिन यह सीधे इसकी कठोरता से जुड़ा हुआ है। मानक सारणी इस प्रकार बनाई जाती है कि वह स्थायी विकृति को कठोरता से जोड़ती है तथा एक के उपज कोण को जानकर दूसरे का मूल्य ज्ञात हो जाता है।
बाज़ार में ऐसे व्यावसायिक उपकरण मौजूद हैं जो इसे साकार करने की अनुमति देते हैं
 वार्निश के लिए कौन से विश्लेषण किए जाते हैं
वार्निश के लिए कौन से विश्लेषण किए जाते हैं
 क्या टीएफएस सामग्री कॉपर सल्फेट परीक्षण पर प्रतिक्रिया करती है?
क्या टीएफएस सामग्री कॉपर सल्फेट परीक्षण पर प्रतिक्रिया करती है?
 ताप प्रवेश परीक्षण
ताप प्रवेश परीक्षण
 सभी पाउचों पर दबाव परीक्षण क्यों किया जाता है?
सभी पाउचों पर दबाव परीक्षण क्यों किया जाता है?
 डिब्बे के निर्माण में गुणवत्ता के रूप
डिब्बे के निर्माण में गुणवत्ता के रूप
 लेपित धातुओं पर सतह की चिकनाई को सत्यापित करने के लिए रैपिड परीक्षण
लेपित धातुओं पर सतह की चिकनाई को सत्यापित करने के लिए रैपिड परीक्षण
 टिनप्लेट – कठोरता मान और तन्यता परीक्षण
सतह की चिकनाई की जांच के लिए रैपिड टेस्ट
टिनप्लेट – कठोरता मान और तन्यता परीक्षण
सतह की चिकनाई की जांच के लिए रैपिड टेस्ट
 सरंध्रता परीक्षण
वार्निश के अनुप्रयोग की गुणवत्ता को नियंत्रित करने के लिए परीक्षण
सरंध्रता परीक्षण
वार्निश के अनुप्रयोग की गुणवत्ता को नियंत्रित करने के लिए परीक्षण



0 Comments