
पैड ग्लूइंग मशीन (स्टेकर के बिना)
सारांश
पुनर्प्राप्त टैम्पोन ग्लूअर का उपयोग करके गैर-गोल तलों को पूरी तरह से समेटने के लिए एक सरल प्रणाली का विवरण।
परिचय
गैर-गोल बॉटम्स को कर्ल करने के लिए, क्लासिक प्रक्रिया प्रेस के बाहर निकलने पर इसके दो सबसे लंबे किनारों के किनारों को विपरीत दिशा में घूमने वाली समान डिस्क की एक जोड़ी द्वारा गठित कर्लिंग लोहे पर मोड़ना है। यह प्रणाली सरल और सस्ती है, लेकिन इसमें नीचे के दो छोटे किनारों और कोनों को बिना मुड़े छोड़ देने की कमी है। इससे गमिंग और बंद करने का कार्य कठिन हो जाता है।
इस कारण से, धीरे-धीरे अलग-अलग कर्लिंग सिस्टम लगाए गए हैं जो नीचे की पूरी परिधि पर इसे लागू करने की अनुमति देते हैं। संभावित समाधान विविध हैं, एक प्रेस को अनुकूलित करने से लेकर, इसे एक यूनिट फीडिंग सिस्टम प्रदान करना, टैम्पोन द्वारा समान प्रदर्शन करना, इस उद्देश्य के लिए विशेष रूप से स्वचालित रूप से डिज़ाइन की गई मशीनों तक। इसमें हमेशा उपकरण में कुछ निवेश शामिल होता है।
इस कार्य में हम गैर-गोल आकार वाले फंडों के लिए पैड ग्लूअर का लाभ उठाते हुए, सरल और किफायती तरीके से कुल कर्ल करने का एक विकल्प प्रस्तुत करते हैं। इस प्रकार की मशीनें अंतिम उपकरणों के गोदाम में या सेकेंड-हैंड बाजार में होना आम बात है। इसलिए मशीनरी में निवेश शून्य या सस्ता है। इस मशीन से शुरू करके, यह नीचे फीडर, टेबल, कन्वेयर बार, स्टेकर … के रूप में अपने यांत्रिकी का लाभ उठाता है और इसे कर्ल करने के लिए सरल उपकरण प्रदान किए जाते हैं।
डिज़ाइन
चूंकि क्रिम्पिंग ऑपरेशन के लिए बहुत कम प्रयास की आवश्यकता होती है, इसलिए उस व्यक्ति का उपयोग करना संभव है जो सिर को संचारित करने में सक्षम है जो कि आदिम रबर स्टैम्प रखता है। सिस्टम में मशीन की मेज पर एक उपकरण को असेंबल करना शामिल है, जो एक निश्चित निचले भाग और एक ऊपरी भाग से बना होता है, जिसमें क्षैतिज विमान में एक वैकल्पिक गति होती है, जो ग्लूअर के सिर पर समर्थित होती है।
निचला हिस्सा, जैसा कि हम पहले ही कह चुके हैं, गमिंग टेबल से जुड़ा हुआ है। यह मशीन के गमिंग टूलींग को ठीक करने के लिए उपयोग किए जाने वाले छेद या थ्रेडेड छेद के माध्यम से उस पर बैठता है। निचले हिस्से को प्रभावित करते समय ऊपरी हिस्सा कर्लिंग ऑपरेशन करता है। चित्र 1 इस टूल का एक भाग दिखाता है.
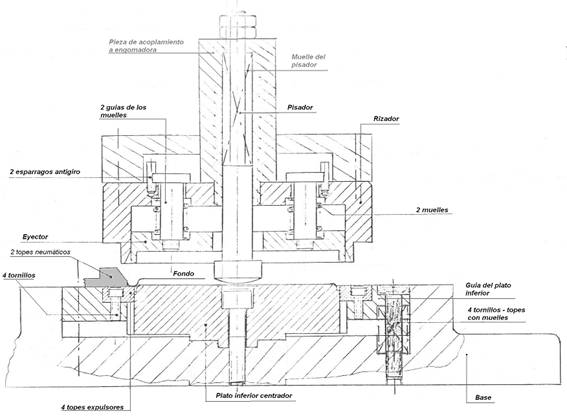
चित्र संख्या 1: ग्लूअर में टूलिंग को क्रिम्प करना
टैबिंग प्रक्रिया इस प्रकार है:
1º.- फीडिंग: जैसा कि चित्र में देखा जा सकता है, नीचे की तरफ उल्टा फीड किया गया है। इसकी उत्पत्ति सिर पर स्थित एक प्रेस से हो सकती है, जो कन्वेयर के माध्यम से ग्लूअर से जुड़ी होती है, या ग्लूअर के स्वयं के स्टेकर से होती है। इस दूसरे मामले में, डबल-डिस्क क्रिम्पर के माध्यम से प्रेस के बाहर निकलने पर निचले हिस्से को पहले से क्रिम्प करने की सलाह दी जाती है।
2º.- विस्थापन: पृष्ठभूमि आगे बढ़ती है और ग्लूअर की मूल नेल पट्टियों के माध्यम से उपकरण पर रखी जाती है।
3º.- पोजिशनिंग: कहा गया तल वायवीय रूप से संचालित स्टॉप की एक जोड़ी के माध्यम से सटीकता के साथ सही बिंदु पर स्थित है। ये स्टॉप नीचे को सही जगह पर रोकते हैं, और क्षैतिज रूप से लगे सिलेंडरों द्वारा थोड़े स्ट्रोक के साथ चलते हैं। वे उपकरण के ऊपरी हिस्से की गति के साथ सिंक्रनाइज़ होते हैं, और जब उक्त सिर कवर पर कार्य करता है तो वापस ले लिया जाता है। चित्र संख्या 1 देखें। इसकी स्थिति में सुधार करने के लिए, आप टेबल में एम्बेडेड कुछ छोटे मैग्नेट भी रख सकते हैं जो नीचे की जड़ता की गति को रोकते हैं, हालांकि यह बहुत उचित नहीं है क्योंकि वे बनाए रखकर खरोंच का स्रोत बन सकते हैं उन पर धात्विक धूल।
4º.-कर्लिंग: अपनी नीचे की ओर गति में, उपकरण का ऊपरी भाग निम्नलिखित क्रियाएं करता है:
– केंद्रीय “प्रेसर” रॉड, अपने स्प्रिंग की क्रिया द्वारा, कर्लिंग ऑपरेशन के दौरान इसे नीचे तक स्थिर रखती है।
– “रिजाडोर”, अपने शंक्वाकार होंठ के माध्यम से, पहले “निचली प्लेट” को धक्का देता है – जो चार बिंदुओं पर निर्देशित होती है और चार स्प्रिंग्स के माध्यम से तैरती रहती है – और फिर नीचे के किनारे पर कार्य करती है, जिससे घुंघराले का निर्माण होता है . चित्र संख्या 2 देखें। इस क्रिया में पृष्ठभूमि “लोअर सेंटरिंग प्लेट” में रहकर केन्द्रित रहती है।
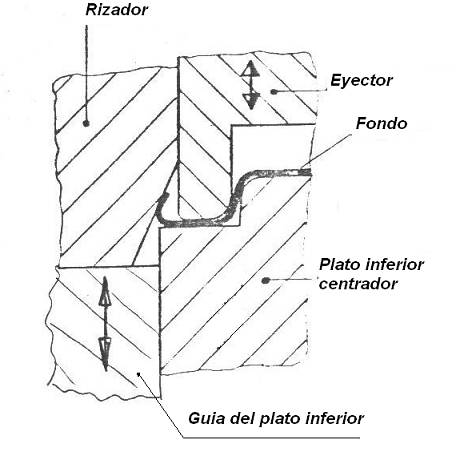
चित्र संख्या 2: कर्लिंग क्रिया
– जब उपकरण ऊपर की ओर बढ़ना शुरू करता है, तो सबसे पहले “निचली प्लेट” अपने स्प्रिंग्स के माध्यम से नीचे को ऊपर की ओर धकेलती है, इसे चार बिंदुओं में खींचती है – 4 छोटे “इजेक्ट स्टॉप” – और बाद में ऊपरी “इजेक्टर” स्प्रिंग्स, अर्क से भरा होता है “कर्लर” के निचले भाग में और इसे टूलींग के निचले भाग में जमा छोड़ देता है।
5º.- इजेक्शन: एक बार कर्लिंग ऑपरेशन समाप्त हो जाने के बाद, निचला भाग मशीन की सामान्य पट्टियों के माध्यम से धकेले गए ग्लूअर के स्टेकर की ओर बढ़ता है।
टिप्पणियाँ
– यह प्रक्रिया वास्तव में किसी भी आकार के फंडों पर लागू होती है – आयताकार, अंडाकार, मैंडोलिन… – यहां तक कि गोल भी, हालांकि इस अंतिम प्रकार के लिए इसका कोई मतलब नहीं है, क्योंकि डिस्क कर्लर का उपयोग करने वाली सामान्य प्रणाली अधिक कुशल है और बेहतर गुणवत्ता देती है .
– उपलब्ध ग्लूअर के आधार पर, चित्र 1 में प्रस्तुत उपकरण के डिज़ाइन पर, इसे मशीन के हेड और टेबल की विशेषताओं के अनुसार समायोजित करने के लिए संशोधन करना होगा।
– कर्लिंग गति कम है, क्योंकि ये मशीनें कम ताल पर काम करती हैं, लेकिन मध्यम उत्पादन के लिए यह पर्याप्त हो सकती है।
– इसी प्रकार के उपकरण को मैन्युअल प्रेस पर लगाया जा सकता है, लेकिन इसे बॉटम फीडिंग सिस्टम प्रदान करना आवश्यक होगा, जिसे वायवीय सामग्री से डिज़ाइन किया जा सकता है।
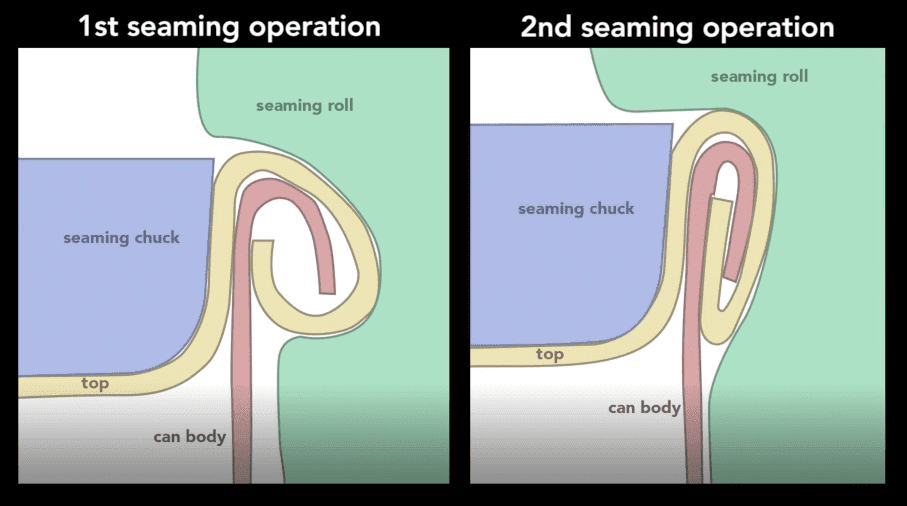 डबल सीम में ओवरलैप की गणना करने का सूत्र क्या है?
डबल सीम में ओवरलैप की गणना करने का सूत्र क्या है?
 मैं इसका विश्लेषण करने के लिए डबल सील को कैसे अलग करूं?
मैं इसका विश्लेषण करने के लिए डबल सील को कैसे अलग करूं?
 छल्लों के लिए उपकरण – पेंट कंटेनर
छल्लों के लिए उपकरण – पेंट कंटेनर
 आयताकार पीठ के लिए “यू” में पंक्ति
आयताकार पीठ के लिए “यू” में पंक्ति
 ढक्कन और पृष्ठभूमि की पैकेजिंग
ढक्कन और पृष्ठभूमि की पैकेजिंग
 इंजेक्शन द्वारा गोल नीचे गंबिंग
इंजेक्शन द्वारा गोल नीचे गंबिंग
 आसानी से खुलने वाले ढक्कन की निर्माण प्रक्रिया
आसानी से खुलने वाले ढक्कन की निर्माण प्रक्रिया
 कवर डाई का निवारक रखरखाव
कवर डाई का निवारक रखरखाव
 डाईज़ में कवर का नियंत्रण
डाईज़ में कवर का नियंत्रण



0 Comments