
परिचय
पहले से प्रकाशित कार्यों के पूरक के रूप में:
और
हम यहां कर्लिंग मशीनों की टूलींग के डिजाइन को पूरा करने का तरीका विकसित करते हैं। जैसा कि पिछले लेखों में बताया गया है, ये मशीनें तली के किनारों को घुमाती हैं ताकि उन्हें एक साथ फिट किए बिना हेरफेर किया जा सके और उन्हें बंद करने की सुविधा मिल सके।
विभिन्न उपयोगों के लिए उपयोग किए जाने वाले विभिन्न प्रकार के कर्लिंग आयरन का भी संकेत दिया गया। अब इस वर्गीकरण का अनुसरण करते हुए हम देखेंगे कि उनमें से प्रत्येक के लिए एक उपकरण कैसे तैयार किया जाए।
सेंट्रल डिस्क कर्लिंग मशीनों के लिए टूलींग – राउंड बॉटम
इस मामले में, ढुलाई एक उपकरण के माध्यम से की जाती है जिसमें दो भाग होते हैं:
– घूमने वाली केंद्रीय डिस्क
– सेक्टर – या खंड – निश्चित बाहरी।
निचला हिस्सा उनके बीच से गुजरता है, अपने किनारे को उन चैनलों में दर्ज कराता है जो दोनों हिस्सों के अपनी तरफ हैं। केंद्रीय डिस्क घर्षण द्वारा एक घूर्णी गति को नीचे तक पहुंचाती है, बाद वाला ड्राइविंग केंद्रीय डिस्क के समान स्पर्शरेखीय गति से स्वयं घूमता है। चूँकि यह डिस्क की तुलना में व्यास में बहुत छोटा है, पहले के चक्करों की संख्या बहुत अधिक है। अपनी पूरी यात्रा के दौरान, निचला हिस्सा निश्चित बाहरी क्षेत्र पर लुढ़कता है।
जैसा कि हमने पहले ही कहा है, डिस्क और खंड में पार्श्व चैनल होते हैं, एक विशेष प्रोफ़ाइल के साथ जो उनके बीच से गुजरते समय नीचे के किनारे की नकल करता है। चित्र संख्या 1 देखें
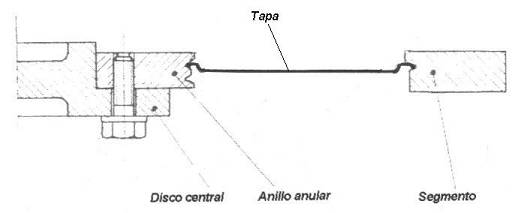
चित्र संख्या 1: कर्लिंग आयरन के टूलींग का अनुभाग।
डिस्क का बाहरी भाग एक बड़े व्यास वाली स्टील रिंग है, जो लगभग आधा मीटर की है। यह पूरी तरह से सपाट होना चाहिए और कार्यशील चैनल को इसकी पूरी परिधि के साथ इसके आधार के बिल्कुल समानांतर रखा जाना चाहिए। इस डिस्क को एक ही तल में घूमना चाहिए, यानी इसकी धुरी इसके आधार से बिल्कुल लंबवत होनी चाहिए। यह स्क्रू के माध्यम से केंद्रीय कोर से जुड़ा होता है और यदि मशीन स्पीड वेरिएटर से सुसज्जित है तो प्रति मिनट क्रांतियों की संख्या को छोड़कर, विनियमन या समायोजन की अनुमति नहीं देता है।
इसके जीवन को बढ़ाने के लिए, इसे उलटा किया जा सकता है, जिससे इसे विपरीत स्थिति में दोहरी कार्यशील प्रोफ़ाइल मिलती है। इस प्रकार, जब एक चैनल पहना जाता है, तो अंगूठी को घुमाया जा सकता है और इसका जीवन दोगुना हो जाता है। जब दोनों माप से बाहर हो जाते हैं, तो रिंग को नई मशीनिंग और पीसकर उनकी प्रोफ़ाइल को फिर से बनाना संभव है। इस ऑपरेशन को जितनी बार किया जा सकता है वह इसके आवास में खंड के विस्थापन की अधिकतम संभावना से सीमित है, जैसा कि हम बाद में देखेंगे। चित्र क्रमांक 2 डिस्क के अनुभाग को उसके सामान्य माप के साथ प्रस्तुत करता है।
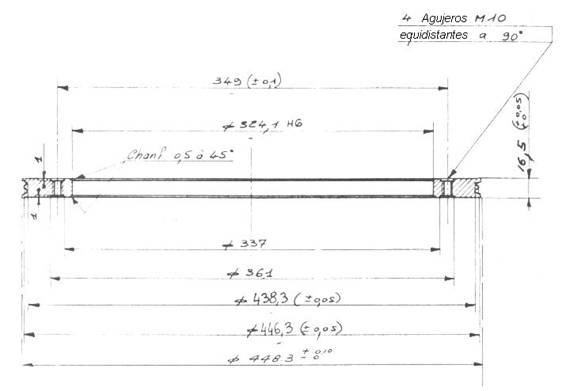
चित्र संख्या 2: कर्लिंग आयरन डिस्क की कुंडलाकार रिंग का खंड
ये छल्ले टूल स्टील से बने होते हैं, लगभग 60 एचआरसी की कठोरता के साथ उपचारित होते हैं, उनके खांचे की प्रोफाइल को मिरर फिनिश के साथ ठीक किया जाता है ताकि तली पर लगाए गए बाहरी वार्निश को नुकसान न पहुंचे।
चित्र संख्या 3 चित्र संख्या 2 में डिस्क की उलटी स्थिति में चैनलों के स्थान और सबसे महत्वपूर्ण माप को इंगित करता है। जब हम नीचे विभिन्न प्रकार के विंग कर्ल के कर्लिंग टूलींग के प्रोफाइल की विशेषताओं का वर्णन करते हैं, तो हम इन प्रोफाइलों के अधिक मापों का विवरण देंगे।
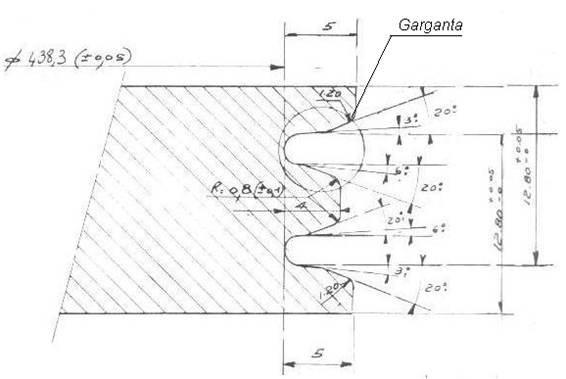
चित्र संख्या 3: डिस्क पर क्रिम्प प्रोफाइल का विवरण
जैसा कि पहले ही उल्लेख किया गया है, पृष्ठभूमि डिस्क और सेक्टर के बीच प्रसारित होती है। पक का कार्य पृष्ठभूमि को खींचना और घुमाना है। वास्तव में, वह टुकड़ा जो इसके आकार को रेखांकित करता है वह निश्चित बाहरी क्षेत्र है, जिस पर पृष्ठभूमि घूमती है। सेक्टर टुकड़ों की एक श्रृंखला से बनता है, आमतौर पर 6, पहले और आखिरी को छोड़कर, एक दूसरे के बराबर। कुल मिलाकर, यह लगभग 270º की जगह को कवर करता है, और इनमें से प्रत्येक टुकड़े को स्क्रू के माध्यम से कर्लिंग आयरन के केंद्र से उनकी दूरी में थोड़ा समायोजित किया जा सकता है, इस लेख का हेडर फोटो देखें। इस प्रकार, इस दूरी को शुरू से अंत तक थोड़ा कम किया जा सकता है ताकि नीचे को अपनी बारी के दौरान अपने किनारे को मोड़ने के लिए मजबूर किया जा सके। हर बार जब आप डिस्क के चैनलों और खंड के प्रोफाइल की समीक्षा और सुधार करते हैं तो आपको यह समायोजन फिर से करना होगा।
डिस्क के प्रारंभिक और अंतिम खंडों में चैंफर होते हैं जो इसके चैनल में नीचे से प्रवेश और निकास की सुविधा प्रदान करते हैं। यह चैनल डिस्क के समान हो सकता है, हालांकि कुछ निर्माता हैं जो इसे थोड़े अंतर के साथ बनाते हैं, क्योंकि जैसा कि हमने कहा है, डिस्क केवल खींचती है और इसलिए इसकी प्रोफ़ाइल वह नहीं है जो कर्ल के आकार को परिभाषित करती है, जबकि बाहरी क्षेत्र का हाँ।
किसी सेक्टर के मध्यवर्ती खंड का एक उदाहरण, विशेष रूप से वह जो चित्र 2 में डिस्क से मेल खाता है, नीचे चित्र 4 में प्रस्तुत किया गया है।
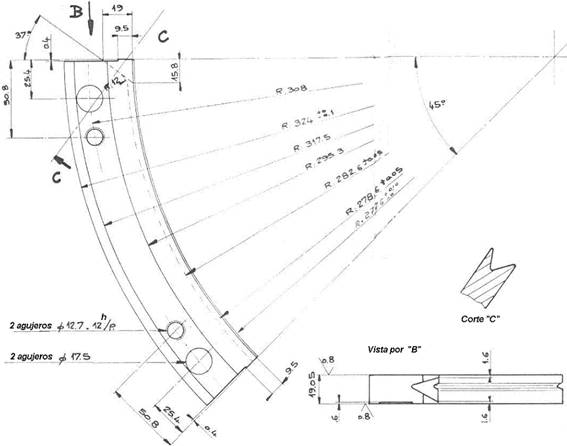
चित्र संख्या 4: बाहरी क्षेत्र का मध्यवर्ती फ्रेम
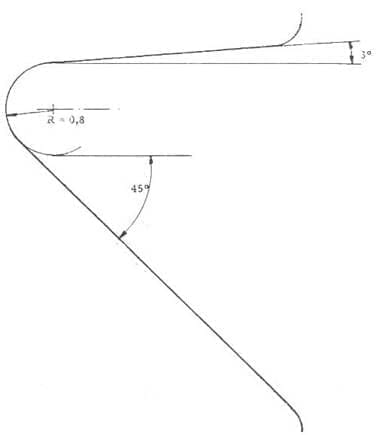
सेक्टरों के अनुभाग प्रतिवर्ती नहीं हैं। सामग्री, मशीनिंग और कठोरता डिस्क के समान होती है, जिसके साथ वे एक कामकाजी युगल बनाते हैं। चित्र संख्या 4 के क्षेत्र की प्रोफ़ाइल का विवरण चित्र संख्या 5 में दर्शाया गया है, जिसमें इसके आकार, औसत, कोण, सहनशीलता और चैनल या कामकाजी खांचे की सतह की समाप्ति की डिग्री की सराहना की जा सकती है।
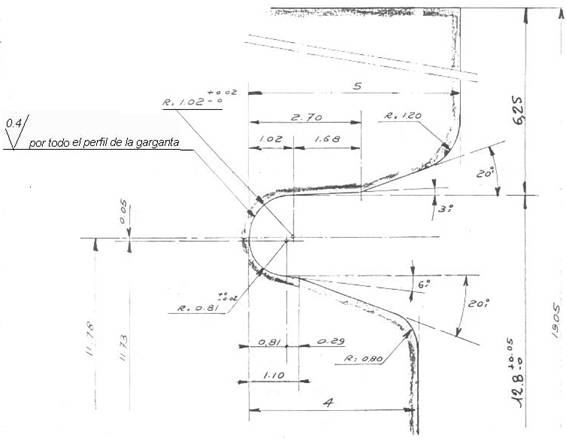
चित्र संख्या 5: चित्र संख्या 4 के क्षेत्र के गले का विवरण
आइए अब विभिन्न प्रकार के खांचे देखें जिनका उपयोग निचले पंख के डिजाइन के आधार पर किया जा सकता है। हमने पहले ही विभिन्न प्रकार की रीफिंग और विंगटिप का संकेत दिया है जो आमतौर पर तली पर उपयोग की जाती हैं। देखना:
इस वर्गीकरण के बाद, घाटियों के आकार को इस प्रकार वर्गीकृत किया जा सकता है:
ए.- एक सपाट शीर्ष के साथ पंख के निचले भाग के लिए गला।
यह सबसे सरल डिज़ाइन है. चैनल में प्रवेश और निकास कोण के साथ एक एकल त्रिज्या होती है। ढक्कन के परिचय की सुविधा के लिए इनपुट एक छोटा है, और आउटपुट एक – बड़ा – वह है जो कर्ल को झुकाव देता है। त्रिज्या आमतौर पर 1 मिमी के मान में होती है। लगभग। चित्र संख्या 6 देखें।
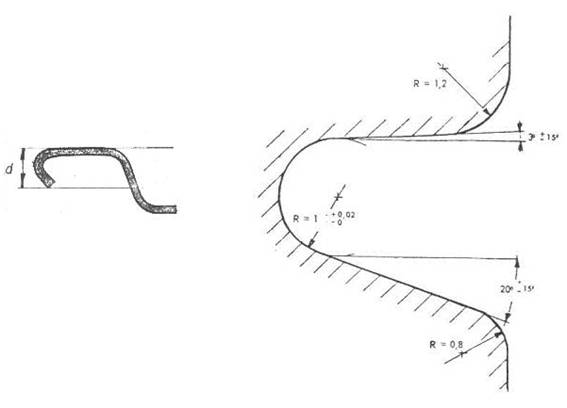
चित्र संख्या 6: फ्लैट टॉप फ्लैंज के लिए टूलींग का कर्ल और घुंघराले प्रोफ़ाइल
इसका उपयोग कम उत्पादन के गोल तलों के लिए किया जाता है, जो सामग्री की मोटाई कम नहीं होती और कम तापमान पर बनाई जाती है। उदाहरण के लिए, “सरल कम” टिनप्लेट के लिए। उपयोग के विशिष्ट मामले: एयरोसोल कंटेनरों के गुंबद और तली, औद्योगिक उत्पाद… इस उपयोग में, डिस्क और सेक्टर का थ्रोट प्रोफ़ाइल समान होता है।
बी.- डबल त्रिज्या शीर्ष पंख के नीचे के लिए गला
यह विकल्प तब होता है जब डिस्क और सेक्टर पर खांचे के विभिन्न प्रोफाइल का सबसे अधिक उपयोग किया जाता है। सेक्टर में से एक डबल रेडियो का हो सकता है, और यहां तक कि प्रवेश और निकास के दोहरे कोण का भी, चित्र संख्या 7 देखने के लिए। डिस्क को इस रूपरेखा की आवश्यकता नहीं है. यहां प्रस्तुत प्रोफाइल वही हैं जो चित्र संख्या 2, 3, 4 और 5 के उदाहरण में उपयोग किए गए हैं।
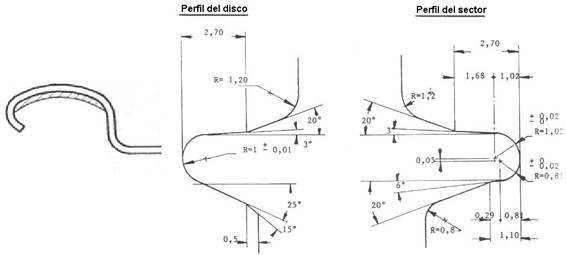
चित्र संख्या 7: दोहरे त्रिज्या के साथ शिखर पंख के लिए टूलींग का कर्ल और घुंघराले प्रोफ़ाइल
वे सबसे अधिक कार्यरत हैं। इनका उपयोग भोजन के उपयोग के लिए धन की पूरी श्रृंखला और उच्च कार्य गति और उच्च उत्पादन मात्रा में किया जाता है।
सी.- ट्रिपल त्रिज्या शीर्ष पंख के नीचे के लिए गला
इस प्रकार के पंखों को कम मोटाई और उच्च तापमान वाली सामग्री से बने तलों के लिए विकसित किया गया था। इसका तात्पर्य पंख की लंबाई में एक निश्चित कमी से है। कर्ल बनाने के लिए, उसमें झुर्रियाँ पैदा किए बिना और उसका आकार बंद करने की सुविधा प्रदान करता है, कर्लिंग गले प्रोफ़ाइल का एक नया डिज़ाइन कॉन्फ़िगर किया गया था।
इस गले प्रोफ़ाइल का एक उदाहरण चित्र क्रमांक 8 में देखा जा सकता है
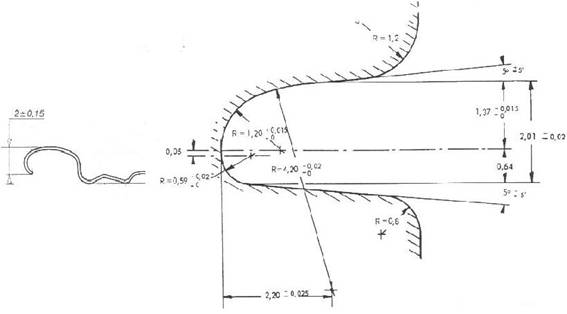
चित्र संख्या 8: ट्रिपल त्रिज्या वाले शिखर पंख के लिए टूलींग का कर्ल और घुंघराले प्रोफ़ाइल
हम इस बात पर ज़ोर देते हैं कि उच्च कठोरता और कम मोटाई वाली सामग्रियों के साथ काम करते समय इस डिज़ाइन का उपयोग किया जाता है।
डिस्क के जोड़े के लिए कर्लिंग मशीनों के लिए टूलींग – राउंड बॉटम
इस प्रकार की मशीनें – जिस पर पहले से ही काम पर चर्चा की गई थी
– इसका उपयोग बहुत सीमित है और केवल बिना मांग वाली गुणवत्ता वाले फंडों के लिए है। इसी वजह से इसके विंग का डिज़ाइन फ्लैट टॉप के रूप में है। दोनों डिस्क में एक ही प्रोफ़ाइल का गला है और सबसे अधिक उपयोग चित्र 9 में खींचे गए गले का है
चित्र संख्या 9: फ्लैट शीर्ष निकला हुआ किनारा के लिए कर्लिंग प्रोफ़ाइल
डिस्क के जोड़े के लिए कर्लिंग मशीनों के लिए टूलींग – आयताकार तल
कर्लिंग आइरन की डबल जोड़ी वाली डिस्क, जब गैर-गोल तली – आयताकार या अंडाकार – के लिए उपयोग की जाती है, तो कई आरोपित टुकड़ों से बनाई जा सकती है। इससे निर्माण बहुत आसान हो जाता है. उदाहरण के लिए, प्रत्येक डिस्क को 3 टुकड़ों में बनाया जा सकता है, एक थोड़ा बड़ा व्यास वाला जो डिस्क के ऊपरी हिस्से का निर्माण करेगा, एक मध्यवर्ती भाग जिसमें एक झुका हुआ प्रोफ़ाइल और एक छोटा व्यास होगा जो कर्ल को आकार देगा, और तीसरा जो डिस्क के ऊपरी हिस्से का निर्माण करेगा। इसका आधार बनें. ड्राइंग नंबर 10 तीन टुकड़ों में एक डिस्क के विवरण का एक भाग प्रस्तुत करता है।
चित्र संख्या: फ्लैट शीर्ष निकला हुआ किनारा के लिए कर्लिंग प्रोफ़ाइल
मध्यवर्ती डिस्क की मोटाई नीचे की ओर उत्पन्न होने वाले कर्ल की ऊंचाई निर्धारित करती है, और यह इसके पंख की लंबाई का एक कार्य है। आरेखण संख्या 10 पंख की लंबाई के फलन के रूप में इस मोटाई के मान को इंगित करता है।
गैर-गोल आकार वाले फंडों के लिए, जिनके कर्ल को कर्लिंग मशीन पर घुमाया जाता है – ऐसा करने के लिए अन्य प्रक्रियाएं हैं-, ऊपर बताए गए डिज़ाइन का आमतौर पर उपयोग किया जाता है।
 उपकरण उन्नयन
उपकरण उन्नयन
 कर्लिंग पंख
कर्लिंग पंख
 कैप्स पेंट कंटेनरों के लिए उपकरण
कैप्स पेंट कंटेनरों के लिए उपकरण
 छल्लों के लिए उपकरण – पेंट कंटेनर
छल्लों के लिए उपकरण – पेंट कंटेनर
 ढक्कन और पृष्ठभूमि की पैकेजिंग
ढक्कन और पृष्ठभूमि की पैकेजिंग
 गम पर पृष्ठभूमि के घुंघराले
गम पर पृष्ठभूमि के घुंघराले
 आसानी से खुलने वाले ढक्कन की निर्माण प्रक्रिया
आसानी से खुलने वाले ढक्कन की निर्माण प्रक्रिया
 समन्वित कर्ल वाले फंड के लिए विशेष डाई
समन्वित कर्ल वाले फंड के लिए विशेष डाई
 स्क्रॉल कट की प्रोफ़ाइल की गणना
स्क्रॉल कट की प्रोफ़ाइल की गणना




0 Comments