
La manière de préparer une « fiche produit » est développée, ce qui permet d’avoir les informations adéquates pour la fabrication correcte d’un récipient de type saucisse de faible hauteur.
INTRODUCTION
Nous avons déjà discuté des raisons pour lesquelles il est très intéressant d’avoir une « fiche produit », nous ne les répéterons donc pas, à leur sujet vous pouvez consulter l’ouvrage :
– Bulletin d’information sur les produits : Emballage en trois parties
Du point de vue de la production, un matériau simple est nécessaire à la machine, mais avec les informations les plus complètes possibles sur le produit qui est fabriqué à ce moment. Pour couvrir ce besoin, le bureau technique prépare la « fiche produit », dans laquelle les données nécessaires sont fournies afin que, dans chaque phase ou opération, les informations nécessaires soient disponibles pour la mener à bien.
Par exemple, dans le cas de la fabrication d’un conteneur de type saucisse de faible hauteur, il reflétera les données de la matière première à partir de laquelle il démarre, et les mesures pour obtenir le conteneur. Dans certains cas, ces moyennes auront une tolérance plus étroite à respecter lors du réglage de la machine. Lors de la production en série, une plage de tolérance plus large dans la même dimension est autorisée.
Un critère important à respecter lors de la préparation de la « fiche produit » est que les dimensions ou les valeurs qui y figurent, et qui doivent être contrôlées pendant la production par les opérateurs de la ligne, ou précédemment par les préparateurs mécaniques, sont faciles à déterminer, sans qu’il soit nécessaire d’utiliser des équipements complexes qui demandent un certain dévouement ou beaucoup de temps, car les opérateurs n’en disposent généralement pas.
Nous allons détailler la définition d’une « fiche produit ». Pour cela, nous utiliserons un cas concret.
FICHE PRODUIT D’UN EMBALLAGE DE SAUCISSE
L’exemple que nous allons développer sera celui d’un récipient très typique pour les conserves de poisson : le RO 170, c’est-à-dire qu’il a une capacité de 170 c.c. avec un diamètre de corps de 83 mm et une hauteur de 37,5 mm. La valeur 83 du diamètre est nominale, car elle est en fait proche de 83,7 mm.
La photo n° 1 montre un aperçu de la « fiche produit » de cet emballage. Nous reviendrons plus tard sur les détails de chacune des sections qui la composent. Pour l’instant, restons dans sa configuration générale. Un document unique reflète les données de base, à prendre en compte dans chacune des étapes qui sont réalisées tout au long du processus, telles que : la découpe de la feuille à partir de la bobine, la découpe en bandes, l’étirage et l’emballage. Dans tous les cas, il s’agit de valeurs à atteindre sur les éléments obtenus et donc, bien qu’elles soient directement liées aux dimensions des outils, elles ne leur correspondent pas nécessairement exactement. Des données plus complexes à déterminer, telles que la charge de vernis, la lubrification, etc. ne sont pas envisagées. Ces tâches sont plus appropriées pour le service de contrôle de la qualité.
Certaines mesures ou valeurs sont doublement réfléchies, certaines devant être utilisées lors du réglage de la machine, d’autres devant être respectées au cours de la fabrication. Celles qui correspondent à l’ajustement sont spécifiquement marquées sur le dessin. Les mesures considérées comme critiques à chaque étape sont indiquées par un triangle.
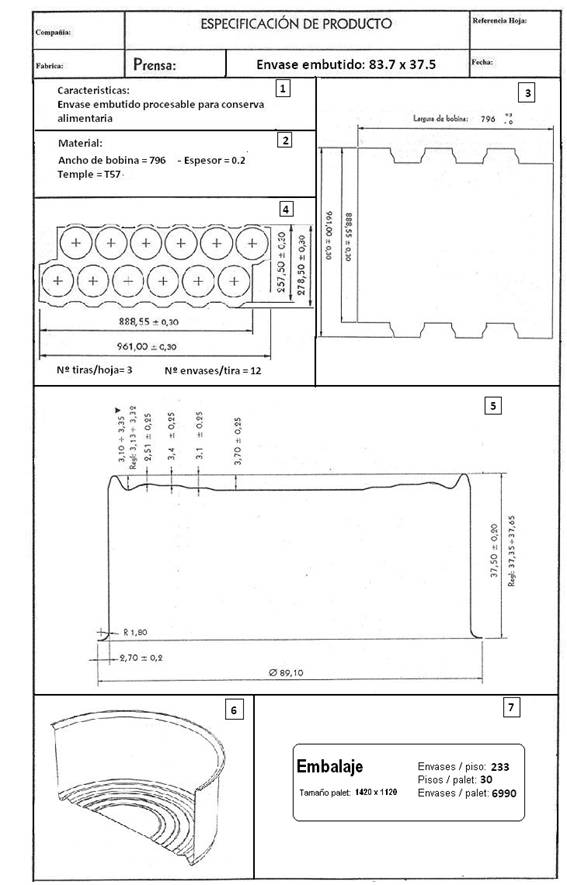
Figure no. : Fiche de produit du conteneur RO 170
Examinons les détails de chacune des opérations.
Les premières cases vous permettent de saisir des données d’identification telles que : Société, usine, numéro de référence de la fiche, date…
La case marquée du 1 définit le produit à fabriquer et le 2 définit les caractéristiques de la matière première, c’est-à-dire la bobine de métal laminé.
DÉCOUPE DE BOBINES DE MÉTAL
La première opération consiste à couper la bobine en feuilles aux bonnes dimensions. Dans l’exemple de carte, la case correspondante est marquée du chiffre 3. Pour ajuster la ligne de coupe aux mesures appropriées, cette section doit être indiquée :
– Dimensions et épaisseur de la feuille
– Des tolérances que l’on peut assumer. La largeur de la tôle coïncide avec la largeur de la bobine fournie par l’aciérie.
Pour suivre la qualité du travail sur une ligne de refendage de bobines, nous vous recommandons de consulter l’article :
Contrôle de qualité sur les lignes de refendage de bobines
COUPE DE LAME
Les paquets de feuilles, une fois vernis et/ou lithographiés, passent à la ligne de production, où la première opération consiste à couper la feuille en bandes « en spirale » – en zigzag -, à condition que la ligne soit équipée d’une cisaille de type « à spirale ». Cette opération peut être effectuée séparément, voire sur une cisaille circulaire en bandes droites.
Dans tous les cas, il est nécessaire de connaître les caractéristiques détaillées de la bande à obtenir. Dans notre exemple, elles sont reflétées dans l’encadré n° 4. La bande centrale est dessinée dessus, celles des extrémités peuvent avoir un bord droit.
Il peut également arriver que la presse travaille avec une feuille pleine, dans ce cas, cette opération n’existe pas.
EMBUTITION
Que la presse soit une presse à plusieurs poinçons ou à un seul outil, il est nécessaire de connaître les mesures sur lesquelles il est possible d’agir sur l’équipement. Dans le cas d’un conteneur embouti, celles-ci sont pratiquement réduites aux hauteurs, tant du conteneur que des différentes moulures du profil du fond du conteneur. Les autres sont déterminées par l’outil, et il n’appartient pas à la section Production d’agir sur celui-ci.
Sur le dessin n° 5 de la carte, les différentes hauteurs sont notées. Il convient de noter que la hauteur et la profondeur totales du profil du fond ont une double valeur et tolérance, correspondant respectivement aux données de réglage et de production.
La dimension de profondeur du profil du fond est marquée d’un triangle, indiquant qu’il s’agit d’une mesure critique. Dans ce cas, parce que le comportement du profil inférieur pendant le processus est lié à son niveau de relief.
L’opération de rognage de l’excédent de matière, qui définit le diamètre extérieur de la bride du conteneur et la valeur de la bride elle-même, peut être une opération ultérieure et indépendante, située dans une autre presse, ou peut être effectuée dans la même opération de montage si l’outil de montage est à double effet. Dans l’exemple que nous avons considéré, le deuxième cas et ses données sont incorporées dans le dessin de l’opération de dessin.
COMPLEMENTS
La fiche produit peut être complétée par un dessin du contenant à obtenir, voir encadré 6, et par des données sur son emballage, voir encadré 7.
D’autres données peuvent également être incluses, telles que : la valeur de coupe de la matrice d’étirage, le lubrifiant à utiliser (type et charge), etc.
 canettes en aluminium embouties
canettes en aluminium embouties
 Huit Espagnols sur dix déclarent recycler les emballages de la poubelle jaune à la maison.
Huit Espagnols sur dix déclarent recycler les emballages de la poubelle jaune à la maison.
 LES EMBALLAGES EN ALUMINIUM RECYCLABLE, UNE VALEUR SÛRE POUR LES MARQUES DE COSMÉTIQUES
LES EMBALLAGES EN ALUMINIUM RECYCLABLE, UNE VALEUR SÛRE POUR LES MARQUES DE COSMÉTIQUES
 AUCUN PRODUIT 100% RECYCLABLE
AUCUN PRODUIT 100% RECYCLABLE
 En Espagne, un système de reprise des emballages permettrait d’éliminer plus de 6 milliards de canettes et de bouteilles qui finissent dans la nature chaque année.
conditionnement d’un produit en poudre dans des boîtes de conserve
En Espagne, un système de reprise des emballages permettrait d’éliminer plus de 6 milliards de canettes et de bouteilles qui finissent dans la nature chaque année.
conditionnement d’un produit en poudre dans des boîtes de conserve
 LA RELATION ENTRE LE RÉCIPIENT ET LE PRODUIT
LA RELATION ENTRE LE RÉCIPIENT ET LE PRODUIT
 FICHE TECHNIQUE DU PRODUIT : EMBALLAGE « TROIS PIÈCES ».
FICHE TECHNIQUE DU PRODUIT : EMBALLAGE « TROIS PIÈCES ».
 COMPARAISON ENTRE LES EMBALLAGES 2 ET 3 PIÈCES
COMPARAISON ENTRE LES EMBALLAGES 2 ET 3 PIÈCES
 FICHE TECHNIQUE DU PRODUIT : COUVERCLES
FICHE TECHNIQUE DU PRODUIT : COUVERCLES



0 Comments