1. Introduction
Dans le processus de décoration des boîtes en aluminium en deux pièces, le système d’encre est au cœur de la performance graphique. Bien que le blanchet transfère l’image sur le corps de la boîte et que le cylindre porte-plaque contienne le motif, c’est l’encrier — un ensemble de rouleaux parfaitement ajustés — qui garantit que l’impression est réalisée de manière :
- Uniforme en couleur
- Avec une bonne netteté des détails
- À des vitesses qui dépassent 2 000 boîtes par minute
Une altération minime dans la distribution de l’encre — qu’il s’agisse d’un excès ou d’un manque, d’une variation de température ou de pression — se traduit immédiatement par des défauts tels que :
- Variation de tons
- Déformation des points (gain de point)
- Bandes visibles
- Contours sales ou sans définition
Par conséquent, l’encrier est simultanément un organe mécanique de précision et un mécanisme de contrôle graphique.
La formation met en évidence une philosophie clé :
Pression minimale, définition maximale.

2. Comment l’encre se déplace dans le système
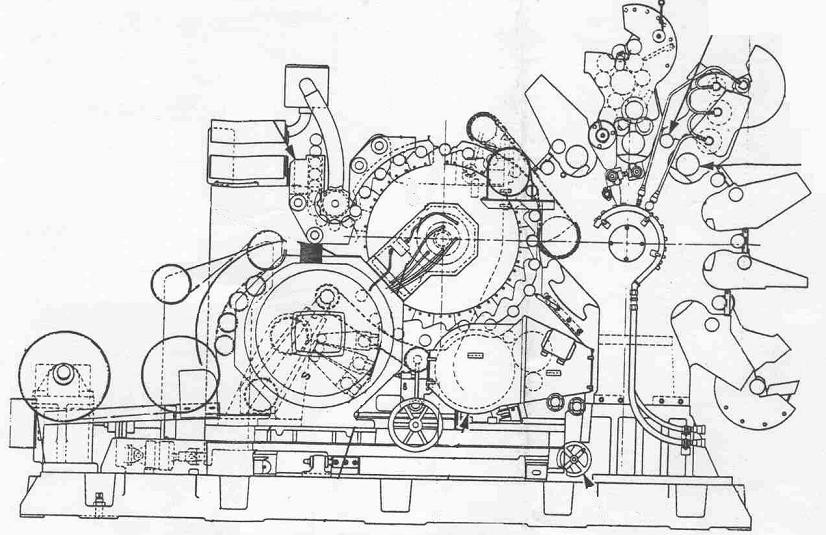
Le parcours de l’encre commence à la source, atteint le rouleau de la source et entre dans une chaîne de rouleaux rigoureusement synchronisés qui la conduisent vers les zones en relief de la plaque photopolymère. Le blanchet recueillera cette image pour l’imprimer sur la boîte.
Séquence technique du parcours de l’encre :
Source → Rouleau de la source → Rouleau de transfert → Rouleau d’acier → Rouleaux distributeurs → Rouleaux oscillants → Rouleaux principaux → Cylindre porte-plaque → Blanchet → Boîte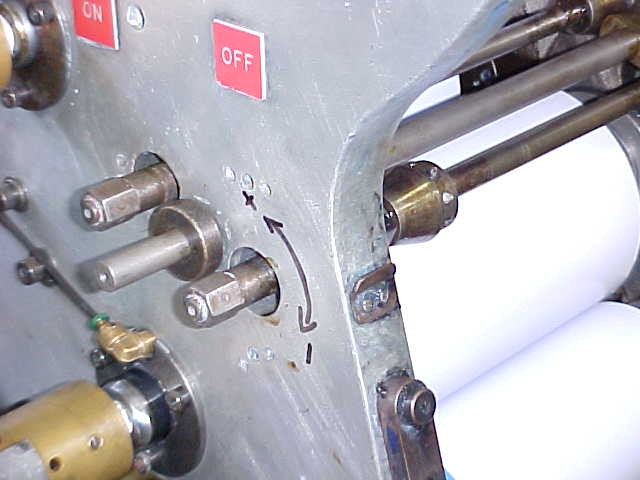
Chaque rouleau a une fonction spécifique dans la qualité du processus.
Si l’un d’eux tombe en panne, l’erreur se multiplie en aval.
3. La source d’encre — Premier élément de qualité
La source contient l’encre et la dose au moyen d’une lame réglable. Elle dispose de neuf points de réglage sur toute sa longueur pour réguler exactement la quantité d’encre transférée au rouleau.
- Tourner la vis dans le sens inverse des aiguilles d’une montre → augmente l’encre
- Tourner dans le sens des aiguilles d’une montre → réduit l’encre

Il est également possible de régler l’inclinaison pour éviter que l’encre ne s’oxyde ou ne sèche lorsque l’on travaille avec de petits volumes.
Si le contrôle de la source échoue, tout le système l’amplifiera :
Trop d’encre → excès de pression → chaleur → gain de point
Peu d’encre → couleurs délavées → faible densité
Rien ne se corrige plus tard :
Si l’encre sort mal de la source, elle arrive mal à la boîte.
4. Les rouleaux : l’ingénierie derrière l’impression
Rouleau de transfert
En plus de transporter l’encre, il reçoit un mouvement excentrique d’une came, garantissant :
- Rotation stable
- Transfert contrôlé de l’encre
- Compensation de l’usure même en cas d’arrêts courts

Si cette oscillation se détériore → des bandes verticales apparaissent.
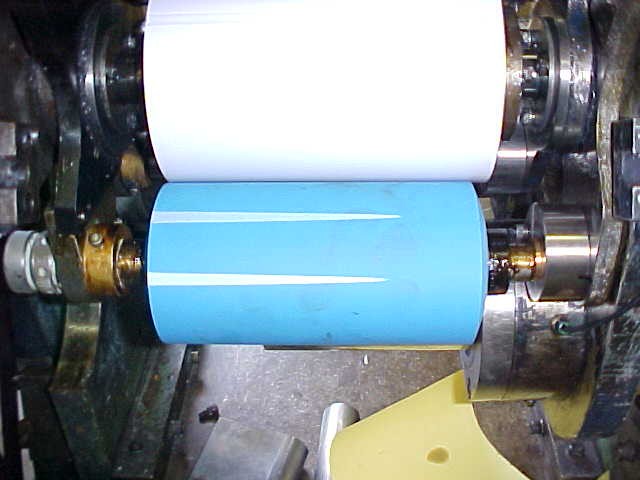
Rouleaux distributeurs et oscillants
L’encre n’est pas seulement un film : elle doit être uniforme sur toute la largeur du rouleau.
Les oscillants se déplacent latéralement pour éviter :
- Zones sèches
- Variation de ton entre les côtés
- Bandes dans les aplats
- Manque de netteté
Rouleaux principaux
Il y en a deux avec des diamètres différents :
| Rouleau | Fonction principale |
| Rouleau principal gauche (F1) | Travail avec les détails et les hautes lumières |
| Rouleau principal droit (F2) | Travail dans les aplats et les zones larges |
Les deux touchent :
- Rouleaux oscillants
- Cylindre porte-plaque
Son réglage détermine la qualité finale de l’image.
5. Pression de contact — Là où la qualité est décidée
Le réglage des pressions est critique.
L’objectif : contact sans déformation.
| Excès de pression | Manque de pression |
| Déformation du point | Manque d’encre |
| Bords sales | Ton faible dans les détails |
| Échauffement | Lavage des hautes lumières |
| Usure excessive | Variation de ton |
La vérification se fait en observant l’encre sur les rouleaux pendant le démarrage.
Les marques de contact révèlent toujours le problème réel.
Le rouleau ne ment jamais.
6. Refroidissement — Stabilité invisible
La performance de l’encre et l’état des rouleaux dépendent totalement de la température. Par conséquent, les rouleaux en acier et le carter d’engrenages sont alimentés en eau réfrigérée à une température comprise entre 22 °C et 25 °C.
Si la température dépasse cette plage :
- L’encre change de viscosité → couleur instable
- Les rouleaux en polyuréthane peuvent gonfler
- Augmentation de la friction et du bruit
- Dégradation de la stabilité du processus
Une nouvelle configuration garantit d’atteindre la même température sur tous les rouleaux.
Ainsi, on évite les « points chauds » qui n’affectent qu’une zone d’impression.
7. Nettoyage sûr et efficace
Lors des changements de couleur, le nettoyage est effectué avec le système de collecte d’encre :
- Le collecteur est installé
- De l’alcool est appliqué dans la source
- L’encre résiduelle s’écoule vers le collecteur
- Il est retiré et éliminé en toute sécurité
Cela évite :
- Contact des mains avec les mécanismes en mouvement
- Contamination par des fibres ou des résidus
- Excès de boîtes de rejet pendant la transition
Moins de saleté = plus de sécurité = plus de disponibilité.
8. Résolution des problèmes par la lecture de l’impression
L’impression est un diagnostic en temps réel.
Chaque défaut visible est la conséquence directe d’un désajustement mécanique ou de pression.
| Défaut visible | Cause racine | Action recommandée |
| Tons délavés | Manque d’encre / basse pression | Augmenter l’apport dans la source / vérifier les contacts |
| Bords sales ou halos | Excès d’encre et de pression | Réduire les pressions progressivement |
| Un côté plus sombre | Manque de parallélisme | Réajuster les rouleaux critiques |
| Perte de détails fins | Gain de point | Réduire la pression sur la plaque |
| Variation de couleur dans le temps | Problèmes de refroidissement | Vérifier le flux d’eau / la température |
Il n’y a pas de défaut qui n’ait pas d’explication mécanique.
9. Précision à haute vitesse
Ce processus est une combinaison d’impression en relief et d’offset sec, ce qui permet d’imprimer sur une surface métallique sans solution de mouillage.
Avantage :
- Il n’y a pas d’interférence eau-encre
Défi :
- Reproduire des détails très fins est plus complexe en raison du gain de point
Et tout se passe à des vitesses extrêmes :
À plus de 2 000 emballages par minute, toute petite erreur se transforme en un grand défaut.
Si la pression dévie → le ton change
Si la température change → la netteté est perdue
Si un rouleau cesse d’osciller → la bande apparaît en quelques secondes
Dans les boîtes, la vitesse ne pardonne pas.
10. Conclusion
Le système d’encre est le moteur de qualité dans une décoratrice de boîtes.
Si la source dose bien → la couleur est stable
Si les rouleaux sont alignés → les tons se reproduisent correctement
Si la température est contrôlée → la définition est maintenue
Si le nettoyage est efficace → le redémarrage ne laisse pas de traces
Tout travaille pour un seul objectif :
Déposer uniquement l’encre nécessaire, uniquement dans les zones en relief de la plaque,
juste au moment où la boîte entre en contact avec le blanchet.
L’encrier ne pardonne pas les erreurs.
Mais il donne toujours des signaux clairs de ce qui ne va pas.
Celui qui apprend à les interpréter, devient un véritable imprimeur.
 Le gouvernement péruvien distribue près de deux millions de boîtes de conserve dans le cadre de son programme A Comer Pescado
Le gouvernement péruvien distribue près de deux millions de boîtes de conserve dans le cadre de son programme A Comer Pescado
 Le décorateur de boîtes de conserve : innovation et technologie dans l’impression d’emballages en aluminium
Le décorateur de boîtes de conserve : innovation et technologie dans l’impression d’emballages en aluminium
 Causes possibles de fuites dans les boîtes à différents endroits de la soudure
Causes possibles de fuites dans les boîtes à différents endroits de la soudure
 Dépannage des problèmes courants dans les processus de fabrication des boîtes de boisson
Dépannage des problèmes courants dans les processus de fabrication des boîtes de boisson
 Anisotropie dans les boîtes de conserve ?
Anisotropie dans les boîtes de conserve ?
 Comment enlever les plis dans la double fermeture éclair ?
Comment enlever les plis dans la double fermeture éclair ?
 Les Pays-Bas incluent les boîtes de conserve dans leur système de retour
Les Pays-Bas incluent les boîtes de conserve dans leur système de retour
 ÉTIQUETTES EN DEMI-TEINTE ET SÉRIGRAPHIE
Stratégie de dépannage d’une ligne de production de boîtes de boisson en aluminium
ÉTIQUETTES EN DEMI-TEINTE ET SÉRIGRAPHIE
Stratégie de dépannage d’une ligne de production de boîtes de boisson en aluminium
 PROCÉDÉS DE FORMAGE DANS UNE LIGNE DE PRODUCTION DE CANETTES DE BOISSON EN ALUMINIUM
PROCÉDÉS DE FORMAGE DANS UNE LIGNE DE PRODUCTION DE CANETTES DE BOISSON EN ALUMINIUM



