
RÉSUMÉ
L’industrie des peintures et vernis consomme de grandes quantités de récipients métalliques. Ces conteneurs ont la particularité d’être hermétiques, mais avec un accès facile pour servir de conteneurs, au moment de l’application de son contenu. Cela conduit à des solutions différentes. Ce document passe en revue celles qui sont basées sur un joint à friction. Il détaille les joints à simple, double et triple friction, leurs critères de base, leurs caractéristiques et leurs particularités.
INTRODUCTION
Les conteneurs métalliques sont utilisés depuis longtemps pour le transport, la manutention et l’utilisation de vernis, peintures, laques et autres produits industriels. Ceux-ci présentent un certain nombre de caractéristiques particulières, qui les différencient de ceux utilisés dans l’alimentation. La raison principale est qu’ils ne sont pas soumis à la stérilisation et au traitement thermique. C’est pourquoi il suffit généralement que les fonds soient plats et les corps lisses. D’autre part, les couvercles ont un design très particulier.
Le but de tout cela est de remplir une série de conditions qui couvrent les exigences suivantes :
– Préserver correctement le contenu, c’est-à-dire maintenir un bon sceau.
– Fonctionner comme un seau au moment de l’utilisation. Il doit donc être possible d’y mouiller la brosse ou le rouleau, de sorte qu’ils doivent avoir une bouche aussi grande que possible.
– Conservez bien le produit restant, c’est-à-dire que vous devez pouvoir fermer hermétiquement cette bouche au moyen d’un bouchon une fois qu’il a été partiellement utilisé.
Tout cela est obtenu en remplaçant le couvercle supérieur du récipient par deux éléments :
– Un anneau, qui est un couvercle avec un grand trou central.
– Un bouchon qui s’enclenche sur la jante.
Cette pression d’ajustement est obtenue en rendant le diamètre du bouchon légèrement plus grand que le diamètre de l’alésage de la bague. Cela génère une force de frottement ou friction entre les parois latérales de la bague et de la fiche, assurant ainsi que l’ensemble reste raisonnablement ferme.
Au fil du temps, différentes manières de faire tenir l’anneau et le bouchon ont été développées, donnant naissance à divers types de fermetures pour les récipients de peinture et autres. Nous décrirons ci-dessous les plus importants d’entre eux, leur mode de fonctionnement, leurs matériaux et leurs rapports de mesure. Il existe d’autres types de fermetures comme celles utilisées dans les seaux, les seaux, etc. mais elles ne seront pas abordées dans le présent document.
SIMPLE FRICTION
C’est la fermeture la plus courante sur ce marché. Sa conception est assez classique et son utilisation a commencé il y a plus d’un siècle. Comme le montre la figure nº 1, le bouchon s’adapte à l’anneau le long d’une seule paroi verticale, produisant la fermeture par la force générée dans la déformation élastique et réciproque des deux éléments.
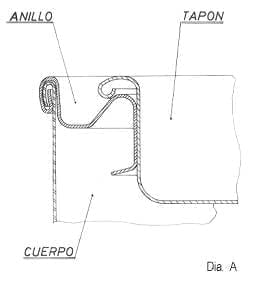
Figure 1 : Joint de friction simple
C’est une fermeture qui combine les avantages de la simplicité et de l’économie du fer blanc, tant en épaisseur qu’en dureté. Au contraire, elle présente un certain nombre d’inconvénients qui la rendent aujourd’hui dépassée. Les principales sont les suivantes :
– Acier vu dans le bord de la jupe de l’anneau, ce qui fait que lorsqu’il est utilisé dans les peintures à l’eau, très fréquentes de nos jours, il se forme un léger film d’oxyde dans la partie supérieure du contenu, qui naît lorsque le fer réagit avec l’eau.
– Couper les poils des pinceaux, lorsqu’ils sont imprégnés de peinture comme le bord de l’anneau est généralement assez pointu. Ces poils se déposent sur la peinture et la contaminent.
– Sa surface d’étanchéité unique ne présente pas une fermeté solide à l’étanchéité et n’est donc pas très fiable.
– Les anneaux ne sont pas empilables et posent donc certaines difficultés lors de leur introduction dans une sertisseuse automatique.
– Les bouchons ne sont pas non plus empilables et compliquent le processus de fermeture automatique dans les locaux du remplisseur.
Malgré ces limites, elle est suffisamment performante pour rester sur le marché, avec une part de marché importante.
Ce type de fermeture présente certaines caractéristiques :
– Fer blanc normalement utilisé :
Cerceaux : 0,26 à 0,27 tempérament T3. E 2.8
Bouchons : 0,25 à 0,26 tempera T3 E2,8
Selon le diamètre du récipient. Ils sont donc tout à fait normaux.
– Le diamètre de la bouche
A
Le diamètre de la bouche, voir figure 1, est environ 10 à 12 mm plus petit que le diamètre du récipient.
– La hauteur nette de la paroi de scellement est de 4 à 6 mm au bord et de 9 à 12 mm au bouchon.
Toutes ces références de mesures, et celles que nous indiquerons pour d’autres types de fermetures, sont toujours indiquées pour des diamètres de récipients allant jusqu’à 110 mm. Chez les supérieurs, sa valeur augmente.
Pour une conception correcte de l’outillage, il faut savoir que les mesures des pièces qui forment la paroi de fermeture ne coïncident pas exactement avec les mesures finales de la bague et du bouchon, ce qui est très important, car cela peut entraîner une fermeture défectueuse par la suite. Il est donc nécessaire de prendre en compte la récupération élastique – la déformation – du fer blanc dans les composants finis, afin de la compenser par les mesures des pièces d’outillage.
Le tableau suivant indique, pour trois groupes de diamètres de récipients différents, les formules qui définissent approximativement les mesures du diamètre de l’embouchure du récipient, dans les matrices de la bague et du bouchon, pour obtenir une valeur de
A
Ces formules ont été déterminées par la pratique et pour des conditions normales d’utilisation, et en utilisant un fer blanc et des bas à anneaux et à bouchons similaires à ceux indiqués ci-dessus.
|
SIMPLE FRICTION |
||||||
|
Valeurs du diamètre de frottement A |
||||||
|
Hoop |
Fiche |
|||||
|
Diamètre du conteneur |
< 73 |
73 a 99 |
> 99 |
< 73 |
73 a 99 |
> 99 |
|
Valeur de A dans la partie |
A |
A |
A |
A + 0,22 |
A + 0,30 |
A + 0,50 |
|
Valeur de A dans l’outillage |
A + 0,07 |
A + 0,10 |
A + 0,15 |
A + 0,17 |
A + 0,25 |
A + 0,40 |
Ainsi, par exemple, pour un récipient de 83 mm de diamètre, si nous voulons que la bague ait une ouverture A , pour que le joint de friction fonctionne correctement, le bouchon doit avoir un diamètre de A + 0,30. À cette fin, la partie de l’outillage de la bague qui détermine le diamètre A doit avoir une valeur de A + 0,10 mm et celle de l’outillage de la fiche A + 0,25.
AMÉLIORATION DE LA FRICTION SIMPLE
En Europe centrale, notamment en France, une version plus élaborée du simple blocage par friction a été mise au point pour surmonter les problèmes présentés par le simple blocage par friction. La figure 2 montre ses caractéristiques.
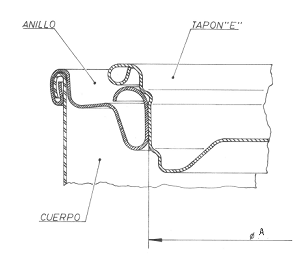
Figure 2 : Joint de friction simple amélioré
Il s’agit toujours d’une simple serrure à friction, car elle ne possède qu’une seule surface de verrouillage, mais elle présente les avantages suivants par rapport à la serrure classique :
– Le bord tranchant de la bouche de l’anneau est placé à l’extérieur de la fermeture et donc loin du contact de la peinture, ce qui évite tout risque d’oxydation.
– Ce tranchant ne coupera pas non plus les poils des broussailles, car il est recourbé vers l’intérieur et donc protégé.
– Les formes de l’anneau et du capuchon permettent de mieux contrôler leur configuration, obtenant ainsi une plus grande précision dans leurs mesures. La conception en « V » de la paroi annulaire lui permet une certaine élasticité, ce qui génère une plus grande pression sur la paroi de la prise. Les renforts sur la paroi de la casquette la rendent plus rigide. Tout cela génère un sceau plus uniforme et plus sûr.
– Grâce à sa conception, il est possible d’abaisser d’au moins 0,01 mm l’épaisseur du fer blanc utilisé dans les deux éléments.
– Les cerceaux sont mieux manipulés dans l’alimentateur de la sertisseuse car ils ne sont pas entièrement empilables, mais ils sont plus empilables que dans le premier cas.
– Dans les bouchons, la marche à la base et le bourrelet latéral au sommet permettent une empilabilité acceptable. Dans la pile de bouchons, le bouchon supérieur pénètre dans le bouchon inférieur dans la zone de son évidement et repose sur le bourrelet du bouchon inférieur.
Tout cela fait que cette solution est nettement meilleure que la première version d’un simple verrou à friction.
En revanche, sa fabrication nécessite plusieurs opérations, trois pour la bague et deux pour le bouchon, ce qui rend l’installation et l’outillage plus coûteux.
Ce type de fermeture présente certaines caractéristiques :
– Fer blanc normalement utilisé :
Bagues et bouchons : 0,24 à 0,25 tempérament T3. E 2.8. Selon le diamètre du récipient. Ils sont donc tout à fait normaux.
– Le diamètre de la bouche
A
Le diamètre de la bouche, voir figure 1, est environ 12 à 14 mm plus petit que le diamètre du récipient.
– La hauteur nette de la paroi de scellement est de 5 à 6 mm au bord et de 9 à 11 mm au bouchon.
Il existe une autre variante de cette fermeture, dans laquelle, en utilisant le même type d’anneaux, les bouchons ont une forme différente, un bouchon de type « U », voir figure nº 3.
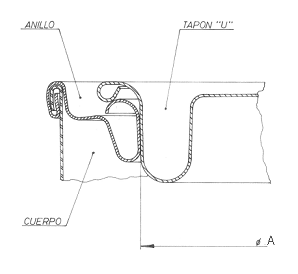
Figure 3 : Joint de friction simple amélioré avec bouchon de type « U
L’avantage de ce type de bouchons est qu’ils sont entièrement empilables, ce qui facilite grandement l’opération de bouchage du récipient chez le remplisseur, car la vitesse de l’opération peut être considérablement augmentée.
Comme pour le joint à friction simple classique, il faut tenir compte de la récupération de la feuille métallique. Par conséquent, les dimensions de l’outillage doivent également être rectifiées par rapport aux éléments finis. En suivant un critère analogue à celui du premier cas, nous indiquons dans le tableau suivant les valeurs de ces ajustements pour différents diamètres.
|
AMÉLIORATION DE LA FRICTION SIMPLE |
||||||
|
Valeurs du diamètre de frottement A |
|
|
|
|
||
|
|
||||||
|
Hoop |
Fiche |
|||||
|
Diamètre du conteneur |
< 73 |
73 a 99 |
> 99 |
< 73 |
73 a 99 |
> 99 |
|
Valeur de A dans la partie |
A |
A |
A |
A + 0,35 |
A + 0,45 |
A + 055 |
|
Valeur de A dans l’outillage |
A + 0,10 |
A + 0,15 |
A + 0,20 |
A + 0,30 |
A + 0,40 |
A + 0,50 |
Dans ce domaine, les formules sont également expérimentales et pour des valeurs matérielles et des parties similaires à celle indiquée. Ces données ne doivent donc être considérées qu’à titre indicatif, une vérification pratique étant toujours nécessaire dans chaque cas spécifique.
DOUBLE FRICTION
Une autre avancée significative dans l’amélioration du joint de friction a été l’introduction du double joint. Cette mesure est en fait intervenue après la triple fermeture, que nous verrons plus loin, et constitue en fait une simplification de cette dernière. Il est apparu comme un moyen de contourner les brevets couvrant le triple verrouillage, et ses résultats pratiques en sont très proches.
Dans ce développement, la principale contribution consiste à doubler les surfaces d’étanchéité, ce qui permet d’obtenir une double barrière d’étanchéité. La figure 5 montre un dessin d’un tel sceau et indique les zones qui se frottent les unes contre les autres.
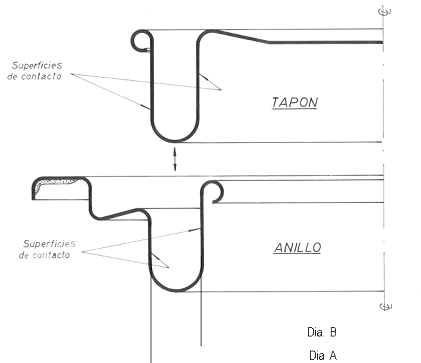
Figure 5 : Double joint de friction
Les améliorations sont les suivantes :
– Comme nous l’avons déjà dit, l’herméticité est plus complète, grâce à l’action du joint de friction à double paroi.
– Bonne empilabilité des arceaux, bien qu’il soit nécessaire de modifier l’alimentation de la sertisseuse pour la rendre efficace, en raison de la grande hauteur des arceaux.
– Excellente empilabilité des bouchons.
Au contraire, elle présente certains inconvénients, tels que :
– Nécessité d’utiliser du fer blanc plus cher
– Bord coupant à l’embouchure de l’anneau à l’intérieur, et donc à risque d’oxydation.
Ce type de fermeture présente certaines caractéristiques :
– Fer blanc normalement utilisé :
Bagues : 0,25 T1 pour les petits diamètres et 0,26 T2 à partir de 99 mm.
Bouchons : 0,25 T2 pour les petits diamètres à 0,26 T2 de trempe pour le reste.
L’étamage est toujours E 2.8.
Ils sont donc légèrement plus chers que les cas précédents.
– Le diamètre de la bouche, voir figure 1, est environ 18 à 26 mm plus petit que le diamètre du récipient. Le diamètre B est inférieur de 7 à 8 mm au diamètre A.
– La hauteur totale de la prise est comprise entre 7 et 9, selon le diamètre.
Le tableau suivant donne les formules empiriques à utiliser pour le calcul des diamètres A et B des pièces et de l’outillage. Les mêmes considérations que ci-dessus s’appliquent, mais désormais étendues à deux diamètres au lieu d’un.
|
DOUBLE FRICTION |
|||||||
|
Valeurs des diamètres de frottement A et B |
|
|
|
|
|||
|
|
|
||||||
|
Hoop |
Fiche |
||||||
|
Diamètre du conteneur |
< 73 |
73 a 99 |
> 99 |
< 73 |
73 a 99 |
> 99 |
|
|
Pièce |
Diamètre A |
A |
A |
A |
A + 0,04 |
A + 0,06 |
A + 0,08 |
|
Diamètre B |
B |
B |
B |
B + 0,13 |
B + 0,15 |
B + 0,23 |
|
|
Outillage |
Diamètre A |
A + 0,02 |
A + 0,03 |
A + 0,04 |
A + 0,10 |
A + 0,13 |
A + 0,16 |
|
Diamètre B |
B+ 0,10 |
B + 0,10 |
B + 0,15 |
B – 0,05 |
B – 0,10 |
B – 0,10 |
|
La bague et la fiche doivent être fabriquées en deux opérations.
TRIPLE FRICTION
Cette amélioration, comme nous l’avons déjà dit, est antérieure à la double friction, elle a été mise sur le marché en Amérique du Nord au milieu du siècle dernier. Un diagramme de ce dernier est présenté dans la figure n° 6.
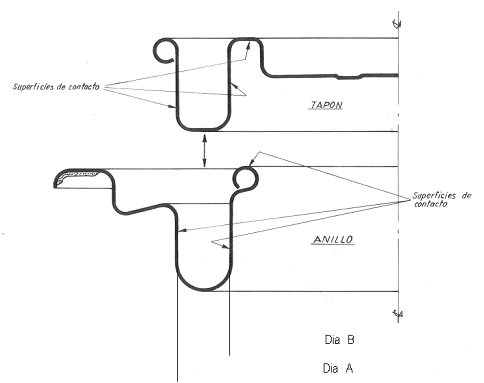
Figure n°6 : Triple joint de friction
Les améliorations suivantes sont disponibles :
– Une troisième zone d’étanchéité entre le haut du sertissage de la bague et le canal intérieur du bouchon.
– Position extérieure de la boucle du cerceau.
– Empilabilité des bagues et des bouchons.
Le fer-blanc peut être le même que celui utilisé pour la double fermeture, ainsi que les critères relatifs à la taille de l’ouverture du récipient et à la hauteur du bouchon.
Les formules sont également très similaires au cas du double verrouillage, et sont présentées dans le tableau suivant :
|
TRIPLE FRICTION |
|||||||
|
Valeurs des diamètres de frottement A et B |
|
|
|
|
|||
|
|
|
||||||
|
Hoop |
Fiche |
||||||
|
Diamètre du conteneur |
< 73 |
73 a 99 |
> 99 |
< 73 |
73 a 99 |
> 99 |
|
|
Pièce |
Diamètre A |
A |
A |
A |
A + 0,04 |
A + 0,06 |
A + 0,08 |
|
Diamètre B |
B |
B |
B |
B + 0,13 |
B + 0,15 |
B + 0,23 |
|
|
Outillage |
Diamètre A |
A + 0,02 |
A + 0,03 |
A + 0,04 |
A + 0,10 |
A + 0,13 |
A + 0,16 |
|
Diamètre B |
B+ 0,10 |
B + 0,10 |
B + 0,15 |
B – 0,05 |
B – 0,05 |
B – 0,05 |
|
La jante nécessite trois opérations pour sa formation et deux pour le bouchon. La conception de chacun d’entre eux fera l’objet d’un autre travail.
Ces quatre solutions présentées permettent à chaque fabricant de choisir l’option la plus conforme à son approche commerciale. Il est évident que l’augmentation de la qualité de la fixation est liée à un investissement plus important dans l’outillage et à une augmentation de son coût direct.
Retour à la page des boîtes du monde des produits
 récipients de peinture avec couvercles à pression
ligne de production de récipients de peinture
Récipients de peinture
récipients de peinture avec couvercles à pression
ligne de production de récipients de peinture
Récipients de peinture
 LE RAPPORT DE HAUTEUR DANS LA FABRICATION DES RÉCIPIENTS AÉROSOLS
LE RAPPORT DE HAUTEUR DANS LA FABRICATION DES RÉCIPIENTS AÉROSOLS
 BOUCHONS POUR RÉCIPIENTS AÉROSOLS
BOUCHONS POUR RÉCIPIENTS AÉROSOLS
 ÉVALUATION DE L’ÉJECTION DES BOUCHONS DANS LES RÉCIPIENTS DE PEINTURE
ÉVALUATION DE L’ÉJECTION DES BOUCHONS DANS LES RÉCIPIENTS DE PEINTURE
 UTILISATION DES PLOMBES Conteneurs de peinture
UTILISATION DES PLOMBES Conteneurs de peinture
 OUTILLAGE POUR CERCEAUX – CONTENEURS DE PEINTURE
OUTILLAGE POUR CERCEAUX – CONTENEURS DE PEINTURE
 LES CAPUCHONS ET BOUCHONS À PRESSION POUR LES CONTENEURS MÉTALLIQUES
LES CAPUCHONS ET BOUCHONS À PRESSION POUR LES CONTENEURS MÉTALLIQUES
 DIMENSIONS DES DÔMES D’AÉROSOLS DENTELÉS
DIMENSIONS DES DÔMES D’AÉROSOLS DENTELÉS



0 Comments