
Si vous voulez lire « VERNISSAGES – 1ère partie » cliquez ici
PARTIE 2 :
| LES CARACTÉRISTIQUES DES VERNIS
Les données présentées dans ce tableau doivent être prises en termes généraux car chaque vernis a des caractéristiques spécifiques. |
||||||
| Tapez | Séchage | Flexibilité y adhésion |
Résistance à la sulfurisation |
Résistance chimie |
Utilisation | Demandes |
| Oleorresininsos « R ». | 205ºC/12″. | Bon | Mala | Résistant aux acides |
Vernis intérieurs |
Fruits acides Légumes |
| Oleorresininsos « C | 205ºC/12″. | Bon | Bon | Ne résiste pas aux acides |
Vernis intérieurs |
Aliments riches en protéines |
| Phénoliques | 200ºC/15′. | Mala | Très bien | Bon | Vernis fini B. à l’intérieur |
Viande et poisson |
| Epoxy-phénoliques | 200ºC/15′. | Bon | Régulier | Bon | B. à l’intérieur B. accroc |
Aliments riches en protéines |
| Epoxy-phénoliques + Al | 200ºC/15′. | Bon | Très bien | Bon | B. à l’intérieur | Aliments riches en protéines |
| Epoxy-phénoliques + OZn | 200ºC/15′. | Bon | Bon | Non adapté pour les acides |
B. à l’intérieur | Aliments riches en protéines |
| Epoxy-amines | 195ºC/12″. | Bon | Régulier | Bon | B. accroc B. extérieur |
Décoration |
| Epoxy-ester | 180ºC/12″. | Bon | Mala | Régulier | B. finition B. extérieur |
Décoration |
| Modifié à l’époxy | 190ºC/15 | Bon | Bon | Bon | B. inter blanc B. accroc B. extérieur |
Produits agressifs Décoration |
| Vinyle | 180ºC/10′. | Très bien | Mala | Régulier | B. à l’intérieur L’émail blanc B. accroc |
Boissons Décoration |
| Acryliques | 190ºC/15′. | Très bien | Très bien pigmentée |
Très bien | L’émail blanc B. finition |
Légumineuses Légumes peu de pigment. Décoration |
| Polyester | 200ºC12″. | Variable | Régulier | Bon | B. inter blanc B. à l’intérieur B. accroc L’émail blanc |
Env. embut. et couvre en 2 passes Boissons Décoration |
| Organosols | 195ºC/15′. | Très bien | Bon | Bon | B. inter blanc B. à l’intérieur |
Des tapas en toute simplicité en ouvrant Couvre
Env, embut. |
POIDS DU FILM.
Le poids du film sec est la quantité d’extrait sec restant sur le métal après que le vernis a été appliqué par voie humide et cuit. Mesurée en g/m2 (ou mg/pg2 )
A titre indicatif, elle peut avoir les valeurs suivantes :
Systèmes intérieurs :
– Vernis en général Entre 5 et 7 g/m2
– Vernis + Al » 6 à 9 « .
– Vernis + OZn » 7 à 10 « .
– Blancs » 9 à 15 « .
– Organosols » 13 à 21 « .
Systèmes externes :
– Crochets Entre 2 et 5 g/m2
– Emaux blancs » 14 à 17 « .
– Vernis de finition » 5 à 7 « .
LES TECHNIQUES D’APPLICATION DU VERNIS
Il existe trois procédures de base pour les vernis appliqués à l’état liquide :
- Application sur une face des feuilles au moyen de rouleaux
- Application sur les bobines des deux côtés
- Application par pulvérisation.
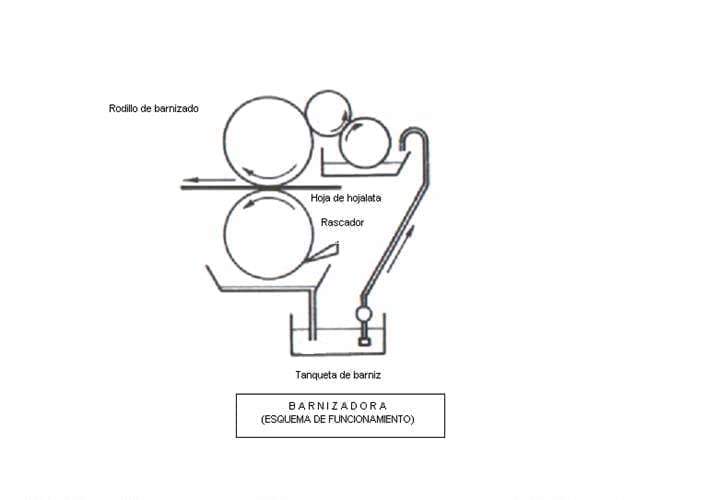
Feuilles par rouleaux
C’est le procédé de vernissage le plus ancien et le plus répandu. Chaque feuille de métal est passée par une paire de rouleaux, dont l’un – élastique – est imprégné du vernis à appliquer. Le matériau du rouleau est de la gélatine ou du caoutchouc synthétique, qui ne peut être attaqué par les solvants. L’épaisseur du revêtement appliqué est contrôlée par des ajustements appropriés.
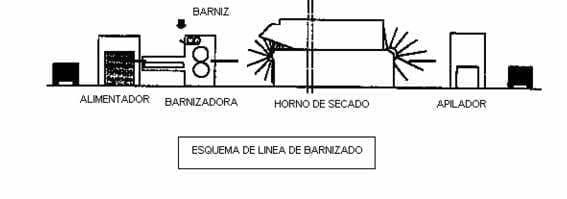
L’ensemble des dispositifs qui permettent d’alimenter à partir d’un paquet chacune de ses feuilles, de les déplacer et de les faire passer par le système d’application, est connu sur le marché sous le nom de machine à enduire. Un four continu est monté à côté, qui sèche le vernis en éliminant ses solvants et en permettant au film de résidus solides qui restent collés à la feuille d’atteindre le bon degré de polymérisation et de réticulation pour sa fonction de protection.
Les conditions de cuisson varient selon le type de résine utilisé. En général, elle peut être d’environ 200º C et durer 12 minutes. La température ne sera jamais supérieure à 232º C – la fusion de l’étain – pour éviter les effets néfastes de la fusion de l’étain.
Cette technique de vernissage est la plus courante dans l’industrie métallurgique, car elle est très flexible et peut être adaptée à tous les besoins en matière de vernis et aux différentes parties du récipient. De cette façon, en faisant des « réserves » appropriées sur le rouleau élastique, il est possible de revêtir des récipients en trois parties, où les zones à souder doivent être exemptes de vernis, de récipients emboutis, de couvercles, etc.
Bobines
Il est possible de vernir les bobines selon un procédé similaire au précédent mais de manière continue. Elle est beaucoup plus complexe et présente plus de limites, car il n’est pas possible de faire des réserves de vernis. Son utilisation est limitée aux couvertures et aux corps rembourrés en grandes séries.
Pulvérisation
Certaines utilisations de conteneurs, en raison de l’agressivité ou de la délicatesse du produit – par exemple : les boissons gazeuses – exigent que leur surface intérieure soit totalement exempte de métal exposé – pores, rayures, abrasions, etc. – et le vernis – généralement en plusieurs couches de différents types – doit être appliqué une fois que le récipient est terminé. Dans ces cas, il est appliqué par pulvérisation, à l’aide d’un pistolet fixe ou mobile, alors que le conteneur tourne à grande vitesse. Par la suite, le processus de séchage est similaire à la première technique. Cette application est typique des conteneurs de CFA « en deux parties ».
Une méthode similaire de peinture au pistolet peut également être appliquée pour couvrir la zone des soudures latérales des corps de conteneurs « en trois parties ». Cette zone a été réservée au vernis pour permettre le soudage et doit ensuite être protégée par application au pistolet et séchage ultérieur. Ce procédé a été utilisé pendant assez longtemps, mais aujourd’hui il a été remplacé par un autre système d’application de vernis en poudre.
Ces revêtements en poudre, de type thermoplastique ou thermodurcissable, sont appliqués par une technique de dépôt électrostatique sur la surface à protéger, puis soumis à la chaleur pour provoquer sa fusion. Ils ont l’avantage de réduire l’émission de solvants dans l’atmosphère puisque 100% d’entre eux sont des solides.
LES PARAMÈTRES DES VERNIS
Les plus importants à contrôler sont les suivants :
Vernis liquide:
- Viscosité
- Poids spécifique
- Type de résine
- Solvant
- Test d’affectation ou de migration
Vernis appliqué à sec:
- Charge ou poids du film
- Contrôle de la guérison
- Adhérence
- Porosité
- Résistance à l’autoclave
- Résistance à l’abrasion
- Résistance à la sulfuration.
La description de ces tests rendrait ce travail excessivement long. Comme ils sont communs à tous les revêtements pour emballages métalliques et qu’ils représentent en quelque sorte un chapitre distinct sur ceux-ci, ils seront traités dans un sujet distinct.
 L’ENTREPRISE ALCOA ENVISAGE DE PASSER AU MA MA MA POUR UNE PARTIE DE SA PRODUCTION D’AL AL AL AL AL POUR UNE PARTIE DE SA PRODUCTION
L’ENTREPRISE ALCOA ENVISAGE DE PASSER AU MA MA MA POUR UNE PARTIE DE SA PRODUCTION D’AL AL AL AL AL POUR UNE PARTIE DE SA PRODUCTION
 Vernis lithographique
Vernis lithographique
 SUN CHEMICAL ANNONCE UNE GAMME DE SOLUTIONS DE VERNIS
SUN CHEMICAL ANNONCE UNE GAMME DE SOLUTIONS DE VERNIS
 SPRAYMAX, LE NOUVEAU VERNIS EN SPRAY POUR PHARES DE VÉHICULES DE ZAPHIRO
récipient en métal avec revêtement en vernis blanc
SPRAYMAX, LE NOUVEAU VERNIS EN SPRAY POUR PHARES DE VÉHICULES DE ZAPHIRO
récipient en métal avec revêtement en vernis blanc
 CHARGE DE VERNIS INTÉRIEURE DANS LA SOUDURE ÉLECTRIQUE
CHARGE DE VERNIS INTÉRIEURE DANS LA SOUDURE ÉLECTRIQUE
 LA DÉTERMINATION DU POIDS DU FILM SEC DE VERNIS
LA DÉTERMINATION DU POIDS DU FILM SEC DE VERNIS
 LA LITHOGRAPHIE ET LA CONCEPTION ET LE DIMENSIONNEMENT DU VERNIS
LA LITHOGRAPHIE ET LA CONCEPTION ET LE DIMENSIONNEMENT DU VERNIS
 QUELQUES CONSIDÉRATIONS SUR LES VERNIS
QUELQUES CONSIDÉRATIONS SUR LES VERNIS
 VERNIS (1ère partie)
VERNIS (1ère partie)




bonjour
J’aimerais, savoir si vous avez ce même article sur le joint PVC NI pour les couvercle métalliques.
Cordialement