
INTRODUCCIÓN ENVASES CON CUERPO LITOGRAFIADO
Alternativas y evolución de las reservas litográficas en los cuerpos de los envases.
La presentación externa de un bote es fundamental para su comercialización. Desde su inicio la industria metalgráfica ha recurrido a decorar el cuerpos –posteriormente la tapa – de los envases. Para ello ha acudido a diferentes medios, etiquetado de papel, litografiado sobre metal, enfundado con retráctil…
De todos estos sistemas, el que da una imagen de mejor calidad y belleza, es la impresión sobre metal. El brillo y tonalidades que pueden conseguirse con este procedimiento son difícilmente igualables por otros. Sin embargo siempre ha presentado un punto débil, este es la presencia de unas zonas sin imprimir contiguas a la soldadura del cuerpo en el caso de los envases tipo tres piezas, que son los de uso más generalizado. Esta limitación no la presenta los embutidos en cualquiera de sus técnicas actuales de fabricación: embutición simple, embutido-reembutido, embutido-estirado…, pero presentan otras como son sus restricciones de diseño, empleo de trama, etc.
Por eso, centrándonos en los envases tres piezas, desde antiguo ha sido deseo eliminar o reducir al máximo la presencia de estas zonas reservadas – en adelante las designaremos con reservas de litografía – con el fin de mejorar la presencia de los mismos.
La técnica habitual empleada en realización de la costura lateral de un bote, durante los tiempos pasados, consistía en agrafar y soldar la misma con una aleación 2/98 de estaño y plomo. Esta aleación se aplicaba por medio de un rodillo giratorio de cierto diámetro que impregnaba la costura agrafada. Ello conllevaba dejar unas importantes reservas de litografía en la zona. El efecto resultante era poco decorativo. Sobre la técnica de agrafado puede verse el trabajo:
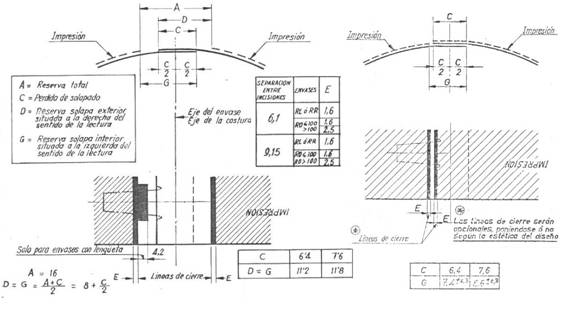
En el dibujo nº1 se presenta a la izquierda un cuerpo plano, ya despuntado, litografiado exteriormente con las reservas necesarias para poder soldar con posterioridad el mismo. A la derecha el ve dicho cuerpo ya agrafado y soldado, mostrando las reservas resultantes.
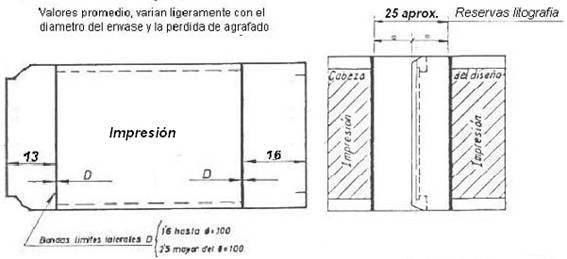
Dibujo nº 1: A la izquierda plantilla plana de un cuerpo con reservas exteriores de litografía. A la derecha este cuerpo con sus reservas una vez agrafado y soldado
Las reservas aquí acotadas representan un valor intermedio y varían en función del diámetro del envase, así para diámetros pequeños son algo menores y mayores para los grandes. La diferencia está originada por la mayor o menor curvatura del envase, que incrementa o reduce la zona expuesta al contacto con el rodillo aplicador de la aleación.
Para mejorar su imagen se recurrió con el tiempo a tres posibles alternativas:
– Cementar la costura lateral en vez de soldarla.
– Utilizar sistemas litográficos resistentes a altas temperaturas.
– Emplear la soldadura eléctrica que reducía considerablemente las reservas.
Veamos estas soluciones;
ENVASES CEMENTADOS
Esta primera solución sustituía la soldadura de aleación estaño-plomo por la aplicación de una resina o cemento termoplástico. Para conocer mas sobre este material puede verse el trabajo:
– Cementos para costuras laterales
Este cemento se aplica fundido en el interior de uno de los ganchos de agrafado. Por lo cual este sistema no interfiere para nada con la litografía exterior del cuerpo, y permite dedicar a la misma la totalidad de su cara externa Una vez hecho el agrafado hay que aplicar calor a la costura para eliminar posibles fracturas en la franja de cemento, refundiendo el mismo, pero este calor es suave y no afecta a la litografía ya que la fusión de esta resina se produce a unos 130/140º C.
En el dibujo nº 2 puede verse un cuerpo plano para envase cementado con toda su superficie impresa (zona rayada). Lógicamente hay que mantener ciertas áreas libres de textos para evitar que desaparezcan al efectuar el agrafado o los cierres de los extremos. Estos limites están marcados por líneas discontinuas en el dibujo nº 2. También se explica el significado de cada cota y la formula que las liga.
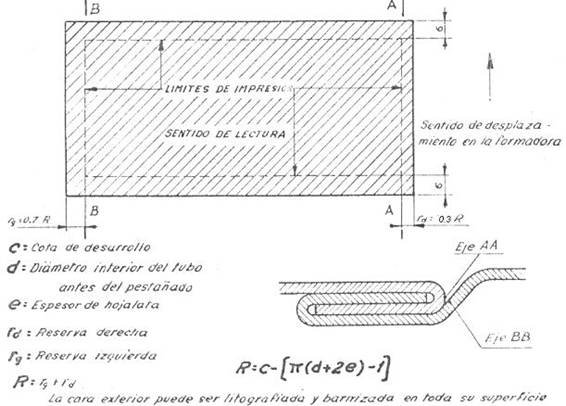
Dibujo nº 2: Plantilla para corte de cuerpos en envases agrafados con cemento, impresión completa, limite de textos según cotas
La medida R indica la medida a descontar a la cota de desarrollo y que tiene que estar libre de textos.
La imagen que presentan los envases cementados es muy agradable y tuvo en su momento una muy amplia utilización. Sin embargo, debido a que no son procesables, pues perderían la estanqueidad en la costura por fusión del cemento, solo pueden contener productos que no requieran ser esterilizados, aun así sus posibilidades son muchas, como contenedores de pinturas, barnices, grasas, productos industriales, aceites vegetales y minerales, etc. En el presente han sido en parte sustituidos por envases de costura soldadora eléctricamente, que aportan un ahorro en metal y una mayor velocidad de producción.
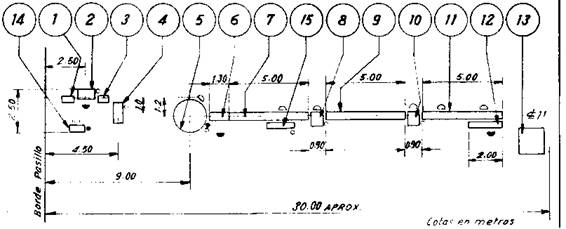
En el dibujo nº 3 se muestra la planta de una línea automática para la fabricación de envases rectangulares agrafados y cementados con el fondo y la tapa colocados y dotados de gollete o vertedor soldado. Esta línea trabaja a 60 en/mi con una dotación de 4 operarios mas 1 mecánico o encargado.
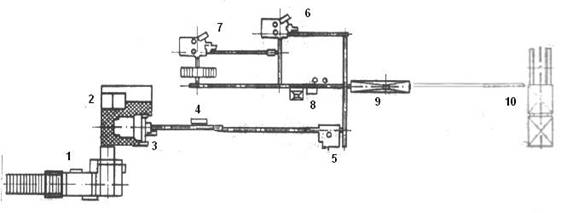
Dibujo nº 3: Línea automática para envases rectangulares agrafados y cementados de baja velocidad con tapa/fondo cerrados y equipada para colocar gollete y asa
Los elementos principales de esta línea son:
1.- Cizalla doble automática
2.- Prensas de despunte de cuerpos
3.- Formadora (agrafadora)
4.- Quemadores para refundido
5.- Pestañadora
6.- Cerradora de fondos
7.- Cerradora de tapas
8.- Montaje de gollete-vertedor
9.- Batería quemadores para soldado gollete
10.- Paletizador
ENVASES SOLDADOS SOLAPADOS
El sector buscó soluciones viables que permitiesen utilizar envases sin reservas de litografía para productos procesados. Se encontró una alternativa en los envases de costura solapada.
La técnica de solapado consiste en la superposición de un borde del desarrollo del cuerpo sobre el otro, soldándolos entre sí, y da lugar a la costura lateral del tipo solapada. Para fijar el solapamiento se emplea diferentes medios de soldadura. En el sistema más antiguo se introduce entre ambos bordes una cinta de aleación de estaño y se aplica calor; la fusión del mismo suelda el conjunto. La magnitud de la superposición es del orden de 6 mm. Con posterioridad se recurrió a la soldadura eléctrica para unir este solapamiento, reduciendo sensiblemente la magnitud del mismo, como más adelante veremos.
Fue el solapado por soldadura de cinta de estaño el que permitió encontrar una solución a la casi eliminación de la reserva de litografía. La aleación de estaño tiene un bajo punto de fusión, en concreto 183º C la de un porcentaje 62/38 de estaño/plomo y 232º C el estaño puro. Ver grafico nº 4
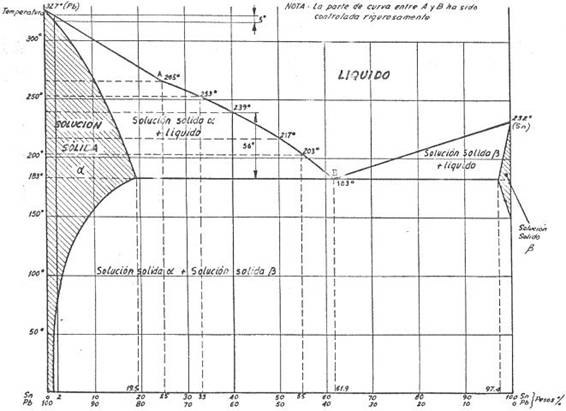
Dibujo nº 4: Diagrama de solidificación de aleación estaño-plomo
Usando sistemas de impresión de alta temperatura es posible llegar a estos valores (183º C) sin que se vea afectada la litografía. Por tanto se consigue no dejar reserva por la parte exterior de la costura lateral solapada aplicando calor para la fusión de la aleación a través de la litografía de la zona. Así al final del proceso, el envase presenta un contorno total impreso, salvo una estrecha franja de 1 mm. En el dibujo nº 5 se puede ver: a la izquierda la planta y sección de una costura solapada normal con sus reservas correspondientes, con una zona sin impresión de 16 mm (cota A) y a la izquierda la versión sin reserva exterior en el borde superior, que es el caso que estamos tratando. En este ultimo la franja no cubierta es G – C= 1 mm.
Dibujo nº5 : Comparación en un envases solapado entre reservas de litografía normales (izquierda) y “sin reservas aparentes” a la derecha
El éxito de este procedimiento estriba en la calidad de tantas y barnices empleados, que insistimos deben ser del tipo “alta temperatura”. El resultado de este sistema de trabajo fue muy positivo, pero las restricciones legales al uso de aleación estaño/plomo redujeron sus posibilidades de uso. No obstante hay que tener en cuenta que el estaño puro es posible utilizarlo ya que en nada afecta a la salud.
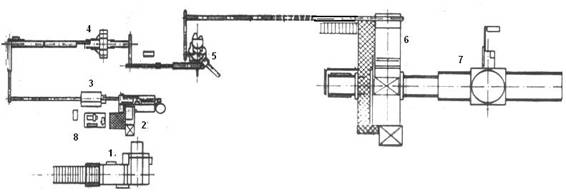
Las soldadoras empleadas para solapar la costura por medio de cinta de estaño tuvieron una profusa utilización hace unos 30 a 50 años, después su empleo decayó por su baja velocidad de producción. Están dotadas de una serie de brazos o estaciones que giran horizontalmente; en cada estación se realiza una acción determinada como: alimentación del cuerpo, alimentación de la cinta de soldadura, aplicación de calor (varias estaciones), enfriamiento y expulsión. Fabricantes como: Lubin, Somme, Amorosa, etc. proporcionaron una variedad de modelos. En el dibujo nº 6 se presenta en planta el plano de ubicación de una línea manual muy simple, dotada de una soldadora de este tipo.
Dibujo nº 6: Línea manual para envases redondos solapados
La línea está formada por los siguientes elementos:
1.- Material cortado
2.- Despuntadora
3.- Mesa intermedia
4.- Enrrolladora
5.-Soldadora circular por solapado
6.- Caída
7.-Transportador de enfriamiento
8.- Pestañadora manual
9.- Transportador
10.- Cerradora manual
11.- Transportador
12.- Empaque
13.- Palet de envases
14.- Banco de recuperación
15.- Turbo soplador para enfriamiento
Esta línea trabaja a 1000 en/hora con una dotación de 10 personas. Por supuesto es posible automatizar la mayoría de las operaciones, aumentando la velocidad y reduciendo la mano de obra a menos de la mitad. Hay líneas de más de 60 en/mi con una mano de obra directa de 3 personas.
ENVASES SOLDADOS ELÉCTRICAMENTE
La solución que ha prevalecido es la de una costura solapada, con una superposición de bordes mínimo, pero soldada eléctricamente. Con ello se consigue envases para todo tipo de aplicaciones, tanto procesales como no, y con unas reservas de litografía muy reducidas.
No entraremos en el detalle de esta técnica por ser abundantemente tratada en otros muchos trabajos de esta web. En lo referente a la aplicación de la impresión sobre el cuerpo nos remitimos al dibujo nº 7. En él, en la parte superior izquierda, se ve un detalle de la sección de una costura de este tipo donde la reserva final de litografía es de solo 4.2 mm. Para conseguir este resultado es necesario dejar unas reservas litográficas en plano, tanto de tinta como de barniz, tales como se indican en la parte inferior del dibujo (2.5 mm para tintas y 3 mm para barniz).
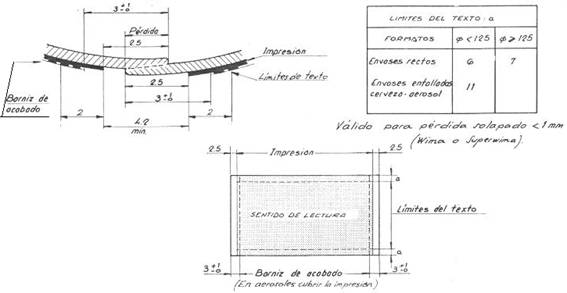
Dibujo nº 7: Límites de impresión, barniz y texto en litografía para envase soldados eléctricamente
En la parte superior derecha del dibujo aparece un cuadro con las cotas de los límites de textos a respetar, en función del tipo de envase y diámetro del mismo, para que dichos textos no se vean afectados por las distintas operaciones de fabricación.
Este procedimiento es aplicable tanto a envases de base redonda como rectangular o de cualquier otra forma geométrica. En el caso de un bote cilíndrico las reservas litográficas se sitúan en una generatriz aleatoria. En los botes de forma no cilíndrica, se hace coincidir con una de las esquinas de los mismos. Los más usuales son los rectangulares. En el dibujo nº 8 se presenta en planta una línea de fabricación de botes rectangulares con un solo fondo cerrado, que trabaja con este tipo de reservas.
Dibujo nº 8: Línea automática para envases rectangulares soldados de media velocidad
Las maquinas básicas de esta línea son:
1.- Cizalla automática doble
2.- Soldadora eléctrica
3.- Expansionadora para rectangular
4.- Pestañadora para rectangular
5.- Cerradora para fondos rectangulares
6.- Paletizador automático
7.- Enfardadora con film estirable
8.- Banco de control de calidad
Trabaja con 4 personas a una cadencia de unos 80 en/mi.
Como resumen de la situación, se puede decir que actualmente, salvo para los envases embutidos, es preciso mantener con carácter general una pequeña reserva litográfica en el cuerpo del bote, con la única excepción de los envases no procesables. En estos últimos se puede optar por una costura cementada sin reservas.
 RELACIÓN DE ALTURAS EN LA FABRICACIÓN DE ENVASES AEROSOLES
RELACIÓN DE ALTURAS EN LA FABRICACIÓN DE ENVASES AEROSOLES
 RESERVAS DE IMPRESIÓN Y BARNIZADO
RESERVAS DE IMPRESIÓN Y BARNIZADO
 CORROSIÓN EXTERNA DE LOS ENVASES DE HOJALATA
CORROSIÓN EXTERNA DE LOS ENVASES DE HOJALATA
 FICHA TÉCNICA DE PRODUCTO: ENVASES «TRES PIEZAS»
FICHA TÉCNICA DE PRODUCTO: ENVASES «TRES PIEZAS»
 ENVASES ENTALLADOS
ENVASES ENTALLADOS
 ESPECIFICACIÓN DE HOJALATA PARA CUERPOS DE ENVASES “3 PIEZAS”
ESPECIFICACIÓN DE HOJALATA PARA CUERPOS DE ENVASES “3 PIEZAS”
 ENVASES DOS PIEZAS DRD
ENVASES DOS PIEZAS DRD
 SOBRETAPAS Y TAPONES A PRESIÓN PARA ENVASES METÁLICOS
SOBRETAPAS Y TAPONES A PRESIÓN PARA ENVASES METÁLICOS



0 Comments