
Lanico BF 280 Verschließmaschinen
.ZUSAMMENFASSUNG
Analyse der Entwicklung der Höhe des Körpers eines Aerosolbehälters während der verschiedenen Stadien seiner Herstellung.
EINLEITUNG
Während des gesamten Herstellungsprozesses wird die anfängliche Höhe des flachen Körpers des Behälters in jeder Phase leicht reduziert, bis sie ihren endgültigen Wert erreicht, wenn der Behälter fertig ist.
Es ist sehr wichtig, die Abnahme dieser Höhe bei jedem Schritt zu kennen, und zwar aus mehreren Gründen:
– Das wichtigste Maß ist das des fertigen Behälters, da es sein Fassungsvermögen angibt. Daher muss man zunächst wissen, um wie viel man sie erhöhen muss, um die Höhe des Schnitts des flachen Körpers zu definieren.
– Damit der Prozess unter Kontrolle ist, muss jeder Schritt des Prozesses richtig eingestellt werden. Daher ist es notwendig, in jedem von ihnen die Daten zu kennen, die von einem zum anderen variieren. Wie wir bereits angedeutet haben, wird die Höhe in jeder Phase reduziert und ihr theoretischer Wert muss bekannt sein und kontrolliert werden.
Die Höhenabnahmen in den einzelnen Stadien werden durch verschiedene Faktoren stark beeinflusst:
– Durch die bei den einzelnen Arbeitsgängen verwendeten Standards und damit durch die Konstruktion der dabei verwendeten Werkzeuge. Zum Beispiel beeinflusst die Form der Ausklinkung an den beiden Enden des Körpers den Höhenverlust desselben.
– Durch die im Prozess verwendete Technik. Es ist z. B. nicht dasselbe, eine Ausklinkung per Tampon an einem stehenden Behälter durchzuführen, als per Rolle an einem rotierenden Behälter.
– Durch die Anzahl der Vorgänge, die der gesamte Prozess umfasst, denn um das gleiche Ergebnis zu erreichen, können unterschiedliche Optionen in der Anzahl der zu befolgenden Schritte verwendet werden. Sie können z. B. zuerst die Ausklinkung und dann die Bördelung des Körpers vornehmen oder beide Arbeitsgänge gleichzeitig durchführen.
– Aufgrund der Eigenschaften der im Fertigungsprozess verwendeten Maschinen. So werden z. B. mit kombinierten Maschinen – Typ Transfer – mit mehreren horizontalen Köpfen nicht die gleichen Ergebnisse erzielt, wie mit unabhängigen vertikalen Maschinen.
WERTEN
Aus den obigen Ausführungen wird deutlich, dass es nicht möglich ist, die Höhenschwankungen, die in den verschiedenen Schritten bei der Herstellung eines Aerosolbehälters auftreten, a priori mit Präzision festzulegen. Am besten ist es, die jeweils entstehenden Höhenverluste zunächst theoretisch und dann praktisch zu ermitteln.
Als Anhaltspunkt und unter Berücksichtigung, dass der Einfluss der oben genannten Faktoren immer gering ist, können wir ein konkretes Beispiel für die Entwicklung dieser Höhen geben.
Wir gehen von einer gekerbten und geflanschten Konstruktion aus, wie in Zeichnung Nr. 1 dargestellt. Sie ist in Aerosoldosen mit einem Korpusdurchmesser von 57 mm, einem Boden von 54 mm und einer Kuppel von 52 mm recht häufig.
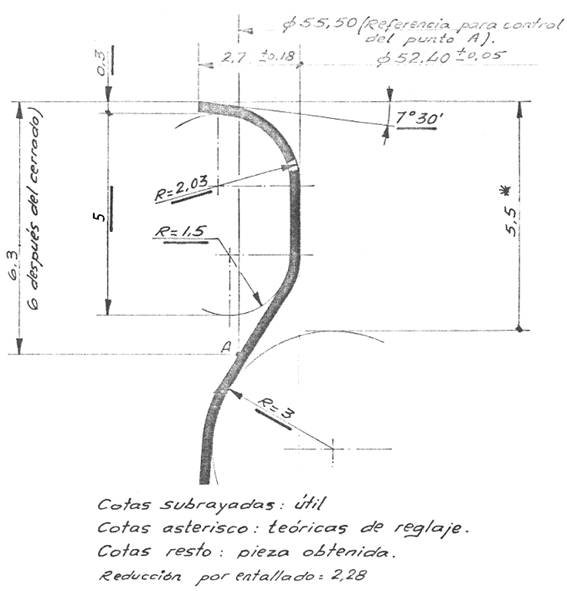
Das andere Ende des Gehäuses hat eine ähnliche Kerbe wie die abgebildete, jedoch mit einer kleineren Durchmesserreduzierung, damit der Boden mit 54 mm Durchmesser passt.
Wir nehmen an, dass wir den Prozess auf einer Transfermaschine mit mehreren Köpfen – Lanico Typ BF 280 Ae oder ähnlich – durchführen, wo der Vorgang des Ausklinkens und Bördelns gleichzeitig erfolgt. Daher sind die Stufen in der Produktion:
– Rohrformung auf Schweißmaschine
– Einpassen und Bördeln der Karosserie auf der Lanico-Maschine.
– Boden des auf die Lanico-Maschine gestellten Behälters
– Aufsetzen der Behälterkuppel auf die lanico-Maschine
Dies alles gemäß der in Zeichnung Nr. 2 dargestellten Reihenfolge.
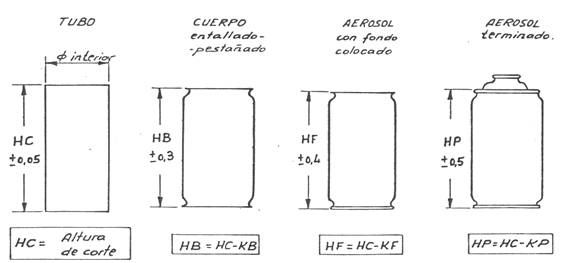
Abbildung 2: Entwicklung der Höhen in einem Aerosolbehälter
Die Formel, die die jeweils resultierende Höhe bestimmt, ist ebenfalls in dieser Zeichnung dargestellt. HB, HF oder HP – je nach Ausgangshöhe des Schnitts HC – und unter Berücksichtigung einer konstanten – KB, KF oder KP – unter Berücksichtigung des entsprechenden Höhenverlustes
Es ist daher ausreichend, die Werte von KB, KF und KP zu kennen, um den Höhenverlust in jeder Stufe zu bestimmen.
Für den speziellen Fall, den wir definiert haben, sind die Werte dieser Konstanten:
KB = 3 mm
KF = 3,3 mm
KP = 3,6 mm
Wie oben angegeben, können sie leicht variieren, wenn sich die oben genannten Faktoren ändern.
 Dosen für die Herstellung von Nougat
Dosen für die Herstellung von Nougat
 Qualitätskontrolle bei der Herstellung von Metallbehältern
Qualitätskontrolle bei der Herstellung von Metallbehältern
 Die Herstellung einer Dose aus recyceltem Aluminium spart mehr als 90 % der Energie, die zur Herstellung einer neuen Dose benötigt wird.
Die Herstellung einer Dose aus recyceltem Aluminium spart mehr als 90 % der Energie, die zur Herstellung einer neuen Dose benötigt wird.
 Bedeutung des Werkstoffs Aluminium für die Herstellung von Getränkedosen
Herstellung von 5-Liter-Kanistern für Schmiermittel.
Bedeutung des Werkstoffs Aluminium für die Herstellung von Getränkedosen
Herstellung von 5-Liter-Kanistern für Schmiermittel.
 HERSTELLUNG VON BEHÄLTERFORMKÖRPERN
HERSTELLUNG VON BEHÄLTERFORMKÖRPERN
 TANING
TANING
 VERPACKUNG MIT SCHLANKER PASSFORM
VERPACKUNG MIT SCHLANKER PASSFORM
 WEISSBLECH-SPEZIFIKATION FÜR „3-TEILIGE“ BEHÄLTERKÖRPER
WEISSBLECH-SPEZIFIKATION FÜR „3-TEILIGE“ BEHÄLTERKÖRPER
 DRD-VERPACKUNG ZWEITEILIG
DRD-VERPACKUNG ZWEITEILIG




0 Kommentare