
ZUSAMMENFASSUNG
Die Farben- und Lackindustrie verbraucht große Mengen an Metallbehältern. Diese Behälter haben die Besonderheit, dass sie luftdicht sind, aber im Moment der Anwendung ihres Inhalts leicht als Behälter verwendet werden können. Dies führt zu unterschiedlichen Lösungen. In diesem Beitrag werden die auf einer Reibungsdichtung basierenden geprüft. Sie beschreibt die einfachen, doppelten und dreifachen Reibungsdichtungen, ihre grundlegenden Kriterien, Eigenschaften und Besonderheiten.
EINLEITUNG
Metallbehälter werden seit langem für den Transport, die Handhabung und die Verwendung von Lacken, Farben, Lacken und anderen industriellen Produkten verwendet. Diese haben eine Reihe von besonderen Eigenschaften, die sie von den in Lebensmitteln verwendeten unterscheiden. Der Hauptgrund ist, dass sie keiner Sterilisation und Wärmebehandlung unterzogen werden. Aus diesem Grund ist es in der Regel ausreichend, wenn die Böden flach und die Körper glatt sind. Zum anderen haben die Deckel ein ganz besonderes Design.
Das Ziel all dessen ist es, eine Reihe von Bedingungen zu erfüllen, die die folgenden Anforderungen abdecken:
– Bewahren Sie den Inhalt ordnungsgemäß auf, d. h. halten Sie ihn gut verschlossen.
– Funktion als Eimer zum Zeitpunkt des Einsatzes. Deshalb muss es möglich sein, den Pinsel oder die Rolle darin zu benetzen, sie müssen also eine möglichst große Öffnung haben.
– Bewahren Sie das Restprodukt gut auf, das heißt, dass Sie diese Mündung nach teilweiser Verwendung mit einem Stopfen hermetisch verschließen können.
All dies wird erreicht, indem der obere Deckel des Behälters durch zwei Elemente ersetzt wird:
– Ein Ring, der ein Deckel mit einem großen zentralen Loch ist.
– Ein Stecker, der auf der Felge einrastet.
Dieser Montagedruck wird dadurch erreicht, dass der Durchmesser des Kegels etwas größer als der Durchmesser der Ringbohrung ist. Dadurch wird eine Reibungskraft bzw. Reibung zwischen den Seitenwänden des Rings und des Steckers erzeugt, die dafür sorgt, dass die Baugruppe einigermaßen fest bleibt.
Im Laufe der Zeit wurden verschiedene Möglichkeiten entwickelt, diese Passung zwischen dem Ring und der Kappe herzustellen, wodurch verschiedene Arten von Verschlüssen für Farbbehälter und Ähnliches entstanden sind. Im Folgenden beschreiben wir die wichtigsten unter ihnen, ihre Funktionsweise, ihre Materialien und Messverhältnisse. Es gibt noch andere Arten von Verschlüssen, wie sie in Eimern, Eimern usw. verwendet werden, aber sie werden in diesem Beitrag nicht behandelt.
EINFACHE REIBUNG
Dies ist der häufigste Abschluss in diesem Markt. Sein Design ist ganz klassisch und seine Verwendung begann vor mehr als einem Jahrhundert. Wie in Abbildung Nr. 1 zu sehen ist, passt sich der Stopfen entlang einer einzigen vertikalen Wand an den Ring an und erzeugt den Verschluss durch die Kraft, die bei der elastischen und gegenseitigen Verformung beider Elemente entsteht.
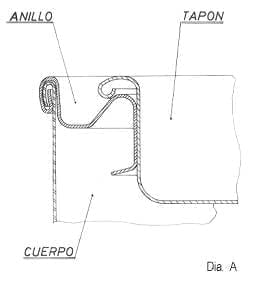
Abbildung 1: Einfache Reibungsdichtung
Es ist ein Verschluss, der die Vorteile von Einfachheit und Wirtschaftlichkeit in Weißblech vereint, sowohl in der Dicke als auch in der Härte. Im Gegenteil, es hat eine Reihe von Nachteilen, die es heute überholt machen. Die wichtigsten sind:
– Stahl im Randbereich des Rings gesehen, was bei der Verwendung von Lacken auf Wasserbasis, die heutzutage sehr häufig vorkommen, dazu führt, dass sich im oberen Teil des Inhalts ein leichter Oxidfilm bildet, der entsteht, wenn das Eisen mit dem Wasser reagiert.
– Schneiden von Haaren auf den Pinseln, wenn sie mit Farbe imprägniert sind, da die Kante des Rings in der Regel recht scharf ist. Diese Haare setzen sich auf dem Lack ab und verschmutzen ihn.
– Seine einzigartige Dichtungsfläche weist keine solide Festigkeit auf und ist daher nicht sehr zuverlässig.
– Die Ringe sind nicht stapelbar und führen daher zu gewissen Schwierigkeiten bei der Zuführung in einen Verschließautomaten.
– Die Verschlüsse sind auch nicht stapelbar und erschweren den automatischen Verschließvorgang beim Abfüller.
Trotz dieser Einschränkungen ist es leistungsfähig genug, um mit einem bedeutenden Marktanteil auf dem Markt zu bleiben.
Einige Merkmale dieser Art von Verschluss sind:
– Normalerweise wird Weißblech verwendet:
Reifen: 0,26 bis 0,27 Temperament T3. E 2.8
Stecker: 0,25 bis 0,26 Tempera T3 E2,8
Abhängig vom Durchmesser des Behälters. Sie sind also ganz normal.
– Der Durchmesser des Mundes
A
Der Durchmesser der Öffnung, siehe Abbildung 1, ist ca. 10 bis 12 mm kleiner als der Durchmesser des Behälters.
– Die Nettohöhe der Dichtwand beträgt 4 bis 6 mm am Rand und 9 bis 12 mm am Stopfen.
Alle diese Maßangaben, und die, die wir für andere Verschlusstypen angeben werden, sind immer für Behälterdurchmesser bis 110 mm angegeben. Bei Vorgesetzten steigt sein Wert.
Für die korrekte Auslegung des Werkzeugs ist es notwendig zu wissen, dass die Maße der Teile, die die Verschlusswand bilden, nicht exakt mit den endgültigen Maßen von Ring und Kappe übereinstimmen, was sehr wichtig ist, da dies später zu einem fehlerhaften Verschluss führen kann. Es ist daher notwendig, die elastische Rückstellung – Verformung – des Weißblechs in den fertigen Bauteilen zu berücksichtigen, um sie mit den Abmessungen der Werkzeugteile zu kompensieren.
Die folgende Tabelle zeigt für drei Gruppen unterschiedlicher Behälterdurchmesser die Formeln, die näherungsweise die Maße des Durchmessers der Behältermündung in den Matrizen von Ring und Kappe definieren, um einen Wert von
A
Diese Formeln wurden in der Praxis und für normale Einsatzbedingungen und unter Verwendung eines Weißblechs und ähnlicher Ring- und Stopfenstrümpfe wie oben angegeben ermittelt.
|
EINFACHE REIBUNG |
||||||
|
Werte für den Reibungsdurchmesser A |
||||||
|
Reifen |
Stecker |
|||||
|
Durchmesser des Behälters |
< 73 |
73 a 99 |
> 99 |
< 73 |
73 a 99 |
> 99 |
|
Wert von A im Teil |
A |
A |
A |
A + 0,22 |
A + 0,30 |
A + 0,50 |
|
Wert von A in der Werkzeugbestückung |
A + 0,07 |
A + 0,10 |
A + 0,15 |
A + 0,17 |
A + 0,25 |
A + 0,40 |
Wenn wir also z. B. bei einem Behälterdurchmesser von 83 mm wollen, dass der Ring eine Mundöffnung A hat, damit die Reibungsdichtung richtig funktioniert, sollte der Stopfen einen Durchmesser von A + 0,30 haben. Zu diesem Zweck sollte der Teil des Ringwerkzeugs, der den Durchmesser A bestimmt, einen Wert von A + 0,10 mm und der des Steckerwerkzeugs A + 0,25haben .
VERBESSERTE EINFACHE REIBUNG
In Mitteleuropa, insbesondere in Frankreich, wurde eine aufwändigere Version des einfachen Reibschlusses entwickelt, um die Probleme des einfachen Reibschlusses zu überwinden. Abbildung 2 zeigt seine Eigenschaften.
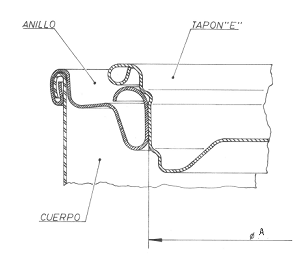
Abbildung 2: Verbesserte Einzelreibungsdichtung
Es ist zwar immer noch ein einfaches Reibschloss, da es nur eine Sperrfläche hat, aber es hat folgende Vorteile gegenüber dem klassischen Schloss:
– Die Schneidekante des Ringmauls liegt außerhalb des Verschlusses und damit außerhalb des Kontakts mit dem Lack, so dass keine Gefahr der Oxidation besteht.
– Diese Schneide schneidet auch keine Haare an den Pinseln, da sie nach innen gebogen und somit geschützt ist.
– Die Formen des Rings und der Kappe ermöglichen eine bessere Kontrolle ihrer Konfiguration, wodurch eine höhere Präzision bei den Messungen erreicht wird. Die „V“-Bauweise der Ringwand erlaubt ihr eine gewisse Elastizität, die einen größeren Druck auf die Wand des Steckers erzeugt. Die Verstärkungen an der Wand der Kappe machen sie steifer. All dies erzeugt eine gleichmäßigere und sicherere Dichtung.
– Aufgrund seiner Konstruktion ist es möglich, die Dicke des in beiden Elementen verwendeten Weißblechs um mindestens 0,01 mm zu verringern.
– Die Reifen werden im Einleger des Verschließers besser gehandhabt, da sie nicht vollständig stapelbar sind, aber sie sind besser stapelbar als im ersten Fall.
– Bei den Stopfen ermöglichen die Stufe an der Basis und der seitliche Wulst an der Oberseite eine akzeptable Stapelbarkeit. Im Kegelstapel durchdringt der obere Kegel den unteren Kegel im Bereich seiner Aussparung und liegt auf dem Wulst des unteren Kegels auf.
All dies macht diese Lösung deutlich besser als die erste Version eines einfachen Reibschlusses.
Andererseits erfordert seine Herstellung mehrere Arbeitsgänge, drei für den Ring und zwei für die Kappe, was die Montage und den Werkzeugbau verteuert.
Einige Merkmale dieser Art von Verschluss sind:
– Normalerweise wird Weißblech verwendet:
Ringe und Stopfen: 0,24 bis 0,25 Temperament T3. E 2.8. Abhängig vom Durchmesser des Behälters. Sie sind also ganz normal.
– Der Durchmesser des Mundes
A
Der Durchmesser der Öffnung, siehe Abbildung 1, ist ca. 12 bis 14 mm kleiner als der Durchmesser des Behälters.
– Die Nettohöhe der Dichtwand beträgt am Rand 5 bis 6 mm und am Stopfen 9 bis 11 mm.
Es gibt eine weitere Variante dieses Verschlusses, bei der die Ringe gleich sind, die Stopfen aber eine andere Form haben, einen „U“-förmigen Stopfen, siehe Abbildung Nr. 3.
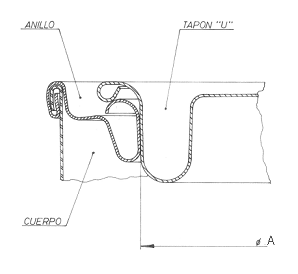
Abbildung 3: Verbesserte Einzelreibungsdichtung mit „U“-Typ-Stopfen
Er hat den Vorteil, dass diese Art von Verschlüssen vollständig stapelbar ist, was den Vorgang des Verschließens des Behälters beim Abfüller erheblich erleichtert, da die Geschwindigkeit des Vorgangs stark erhöht werden kann.
Wie bei der klassischen einfachen Reibdichtung muss die Rückfederung der Metallfolie berücksichtigt werden. Daher müssen auch die Abmessungen des Werkzeugs in Bezug auf die fertigen Elemente korrigiert werden. Nach einem analogen Kriterium wie im ersten Fall zeigen wir in der folgenden Tabelle die Werte dieser Anpassungen für verschiedene Durchmesser.
|
VERBESSERTE EINFACHE REIBUNG |
||||||
|
Werte für den Reibungsdurchmesser A |
|
|
|
|
||
|
|
||||||
|
Reifen |
Stecker |
|||||
|
Durchmesser des Behälters |
< 73 |
73 a 99 |
> 99 |
< 73 |
73 a 99 |
> 99 |
|
Wert von A im Teil |
A |
A |
A |
A + 0,35 |
A + 0,45 |
A + 055 |
|
Wert von A in der Werkzeugbestückung |
A + 0,10 |
A + 0,15 |
A + 0,20 |
A + 0,30 |
A + 0,40 |
A + 0,50 |
Auch hier sind die Formeln experimentell und für ähnliche Materialwerte und Teile wie die angegebenen. Diese Angaben sind daher nur als Anhaltspunkt zu verstehen, eine praktische Überprüfung ist immer im Einzelfall erforderlich.
DOPPELTE REIBUNG
Ein weiterer bedeutender Fortschritt bei der Verbesserung der Reibdichtung war die Einführung der Doppeldichtung. Dies kam eigentlich nach dem dreifachen Verschluss, den wir weiter unten sehen werden, und ist eigentlich eine Vereinfachung des letzteren. Es entstand als eine Möglichkeit, die Patente zu umgehen, die das Dreifachschloss abdecken, und seine praktischen Ergebnisse kommen ihm sehr nahe.
Bei dieser Entwicklung geht es vor allem darum, die Dichtflächen zu verdoppeln und damit eine doppelte Dichtungsbarriere zu erreichen. Abbildung 5 zeigt eine Zeichnung einer solchen Dichtung und kennzeichnet die Bereiche, die aneinander reiben.
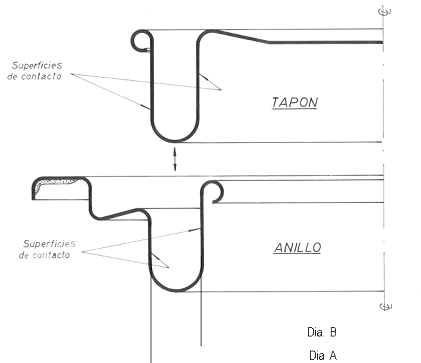
Abbildung 5: Doppelte Reibungsdichtung
Die Verbesserungen sind wie folgt:
– Wie bereits erwähnt, ist die Hermetizität aufgrund der Wirkung der doppelwandigen Reibungsdichtung vollständiger.
– Gute Stapelbarkeit der Reifen, obwohl es aufgrund der großen Höhe der Reifen notwendig ist, die Zuführung der Verschließmaschine zu modifizieren, um sie effektiv zu machen.
– Hervorragende Stapelbarkeit der Kappen.
Im Gegenteil, es hat gewisse Nachteile, wie z. B.:
– Notwendigkeit, teureres Weißblech zu verwenden
– Schneide an der Mündung des Rings auf der Innenseite und daher oxidationsgefährdet.
Einige Merkmale dieser Art von Verschluss sind:
– Normalerweise wird Weißblech verwendet:
Ringe: 0,25 T1 für kleine Durchmesser und 0,26 T2 ab 99 mm aufwärts.
Stopfen: 0,25 T2 für kleine Durchmesser bis 0,26 T2 Temperierung für den Rest.
Verzinnung immer E 2.8.
Daher sind sie etwas teurer als die vorherigen Gehäuse.
– Der Durchmesser der Öffnung, siehe Abbildung 1, ist ca. 18 bis 26 mm kleiner als der Durchmesser des Behälters. Der Durchmesser B ist 7 bis 8 mm kleiner als der Durchmesser A.
– Die Gesamthöhe des Steckers liegt je nach Durchmesser zwischen 7 und 9.
Die folgende Tabelle enthält die empirischen Formeln, die für die Berechnung der A- und B-Durchmesser der Teile und Werkzeuge zu verwenden sind. Es gelten die gleichen Überlegungen wie oben, aber jetzt erweitert auf zwei Durchmesser statt einem.
|
DOPPELTE REIBUNG |
|||||||
|
Werte der Reibungsdurchmesser A und B |
|
|
|
|
|||
|
|
|
||||||
|
Reifen |
Stecker |
||||||
|
Durchmesser des Behälters |
< 73 |
73 a 99 |
> 99 |
< 73 |
73 a 99 |
> 99 |
|
|
Stück |
Durchmesser A |
A |
A |
A |
A + 0,04 |
A + 0,06 |
A + 0,08 |
|
Durchmesser B |
B |
B |
B |
B + 0,13 |
B + 0,15 |
B + 0,23 |
|
|
Werkzeugbau |
Durchmesser A |
A + 0,02 |
A + 0,03 |
A + 0,04 |
A + 0,10 |
A + 0,13 |
A + 0,16 |
|
Durchmesser B |
B+ 0,10 |
B + 0,10 |
B + 0,15 |
B – 0,05 |
B – 0,10 |
B – 0,10 |
|
Sowohl der Ring als auch der Stecker müssen in zwei Arbeitsgängen hergestellt werden.
DREIFACHREIBUNG
Diese Verbesserung ist, wie schon gesagt, der Doppelreibung vorausgegangen, sie wurde in Nordamerika in der Mitte des letzten Jahrhunderts auf den Markt gebracht. Ein entsprechendes Diagramm ist in Abbildung Nr. 6 dargestellt.
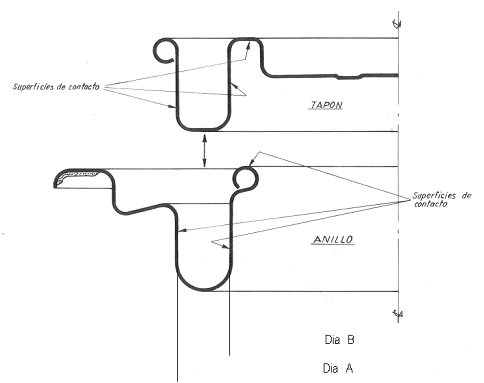
Abbildung Nr. 6: Dreifach-Reibungsdichtung
Die folgenden Verbesserungen sind verfügbar:
– Eine dritte Dichtzone zwischen der Oberseite des Ringcrimps und dem Innenkanal des Steckers.
– Äußere Position des Reifens curl.
– Stapelbarkeit von Ringen und Steckern.
Das Weißblech kann dasselbe sein wie das für den Doppelverschluss verwendete, ebenso wie die Kriterien für die Größe der Behältermündung und die Höhe der Kappe.
Die Formeln sind auch für den Fall der Doppelverriegelung sehr ähnlich und werden in der folgenden Tabelle dargestellt:
|
DREIFACHREIBUNG |
|||||||
|
Werte der Reibungsdurchmesser A und B |
|
|
|
|
|||
|
|
|
||||||
|
Reifen |
Stecker |
||||||
|
Durchmesser des Behälters |
< 73 |
73 a 99 |
> 99 |
< 73 |
73 a 99 |
> 99 |
|
|
Stück |
Durchmesser A |
A |
A |
A |
A + 0,04 |
A + 0,06 |
A + 0,08 |
|
Durchmesser B |
B |
B |
B |
B + 0,13 |
B + 0,15 |
B + 0,23 |
|
|
Werkzeugbau |
Durchmesser A |
A + 0,02 |
A + 0,03 |
A + 0,04 |
A + 0,10 |
A + 0,13 |
A + 0,16 |
|
Durchmesser B |
B+ 0,10 |
B + 0,10 |
B + 0,15 |
B – 0,05 |
B – 0,05 |
B – 0,05 |
|
Die Felge erfordert drei Arbeitsgänge für ihre Bildung und zwei für den Stecker. Die Gestaltung jedes einzelnen von ihnen wird Gegenstand einer anderen Arbeit sein.
Diese vier vorgestellten Lösungen ermöglichen es jedem Hersteller, die Option zu wählen, die am besten zu seinem kommerziellen Ansatz passt. Offensichtlich ist die Steigerung der Qualität des Verbindungselements mit einer höheren Investition in die Werkzeuge und einem Anstieg der direkten Kosten verbunden.
 Theoretische Berechnung des erforderlichen Gummivolumens für den Verschluss eines Metallbehälters.
Theoretische Berechnung des erforderlichen Gummivolumens für den Verschluss eines Metallbehälters.
 Canning Rulinas
Canning Rulinas
 MONTAGE VON KUNSTSTOFFVERSCHRAUBUNGEN
MONTAGE VON KUNSTSTOFFVERSCHRAUBUNGEN
 STOPFBUCHSEN-/STOPFENBOHRUNGEN
STOPFBUCHSEN-/STOPFENBOHRUNGEN
 ÜBERKAPPEN UND STÜLPDECKEL FÜR METALLBEHÄLTER
ÜBERKAPPEN UND STÜLPDECKEL FÜR METALLBEHÄLTER
 BESTIMMUNG DES CUT-OFF EINER BODENKAPPE
BESTIMMUNG DES CUT-OFF EINER BODENKAPPE
 ABMESSUNGEN FÜR GEKERBTE AEROSOLKUPPELN
ABMESSUNGEN FÜR GEKERBTE AEROSOLKUPPELN
 AEROSOL DOMES
AEROSOL DOMES
 KERBEN IN DECKEL-BÖDEN FÜR VAKUUMVERSIEGELUNG
KERBEN IN DECKEL-BÖDEN FÜR VAKUUMVERSIEGELUNG
 WEISSBLECH-SPEZIFIKATION FÜR DECKEL
WEISSBLECH-SPEZIFIKATION FÜR DECKEL



0 Comments