
EINLEITUNG
Als Ergänzung zu den bereits veröffentlichten Werken:
y
entwickeln wir hier die Art und Weise, wie die Konstruktion der Werkzeuge der Curling-Maschinen zu realisieren ist. Wie in den vorangegangenen Artikeln erläutert, drehen diese Maschinen die Kante der Böden, um sie manipulieren zu können, ohne dass sie zusammenpassen, und um ihr Schließen zu erleichtern.
Die verschiedenen Typen von Lockenwicklern für unterschiedliche Anwendungen wurden ebenfalls angegeben. Nach dieser Klassifizierung werden wir nun sehen, wie man ein Werkzeug für jedes von ihnen vorbereitet.
WERKZEUGE FÜR ZENTRALSCHEIBENROLLIERMASCHINEN – RUNDE BÖDEN
In diesem Fall wird das Drehen mit einem Werkzeug durchgeführt, das aus zwei Teilen besteht:
– Rotierende zentrale Scheibe
– Sektor – oder Segment – außerhalb des festen Bereichs.
Der Boden geht zwischen ihnen hindurch und bringt seine Kante in den Kanälen unter, die beide Teile an ihrer Seite haben. Die zentrale Scheibe überträgt durch Reibung eine Drehbewegung auf den Boden, wobei sich dieser mit der gleichen tangentialen Geschwindigkeit wie die zentrale Antriebsscheibe um sich selbst dreht. Da der Boden einen viel kleineren Durchmesser als die Scheibe hat, ist die Anzahl der Umdrehungen des Ersteren viel höher. Der Boden rollt während seines gesamten Verlaufs über den feststehenden Außensektor.
Disc und Segment haben, wie bereits erwähnt, seitliche Kanäle mit einem speziellen Profil, das die Kante des Bodens kopiert, wenn man zwischen ihnen hindurchgeht. Siehe Abbildung Nr. 1
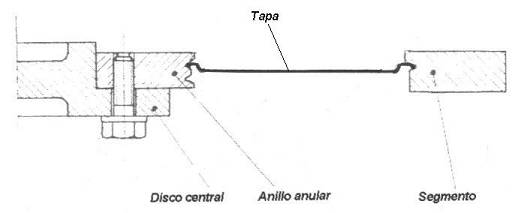
Abbildung 1: Schnitt durch das Werkzeug einer Curling-Maschine.
Der äußere Teil der Scheibe ist ein Stahlring mit einem großen Durchmesser, fast ein halber Meter. Sie muss vollkommen flach sein und der Arbeitskanal muss über den gesamten Umfang genau parallel zu ihrer Basis gehalten werden. Diese Scheibe muss sich in einer einzigen Ebene drehen, d.h. ihre Achse muss perfekt senkrecht zu ihrer Basis stehen. Er ist mit Schrauben am Zentralkern befestigt und lässt keine Regulierung oder Einstellung zu, außer in der Anzahl der Umdrehungen pro Minute, wenn die Maschine mit einem Drehzahlvariator ausgestattet ist.
Um seine Lebensdauer zu verlängern, ist er reversibel ausgeführt, so dass er in der umgekehrten Position ein doppeltes Arbeitsprofil aufweist. Wenn also ein Kanal abgenutzt ist, können Sie den Ring umdrehen und seine Lebensdauer verdoppeln. Wenn beide nicht mehr passen, ist es möglich, ihr Profil durch Nachbearbeitung und Nachschleifen des Rings neu zu erstellen. Die Anzahl, wie oft dieser Vorgang durchgeführt werden kann, ist durch die maximal mögliche Verschiebung des Segments in seinem Gehäuse begrenzt, wie wir später noch sehen werden. Die Zeichnung Nr. 2 zeigt den Schnitt einer Scheibe mit ihren allgemeinen Abmessungen.
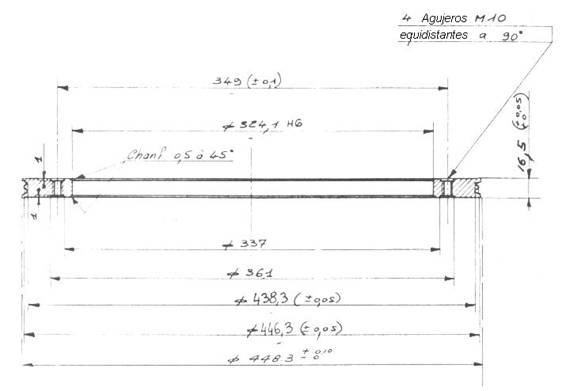
Bild Nr. 2: Ausschnitt eines Ringrings einer Lockenwicklerscheibe
Diese Ringe werden aus behandeltem Werkzeugstahl mit einer ungefähren Härte von 60 HRc hergestellt, wobei die Profile ihrer Nuten mit Hochglanz poliert sind, um die auf den Böden aufgebrachten Außenlacke nicht zu beschädigen.
Die Zeichnung Nr. 3 zeigt die Lage und die wichtigsten Abmessungen der Kanäle in umgekehrter Lage der Scheibe in Abbildung 2. Wenn wir im Folgenden die Eigenschaften der Crimpwerkzeugprofile der verschiedenen Flügelcrimptypen beschreiben, werden wir weitere Messungen dieser Profile ausführen.
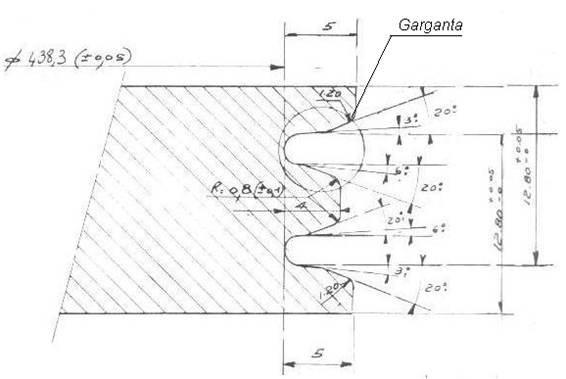
Bild Nr. 3: Detail von Riffelprofilen auf einer Scheibe
Wie oben erwähnt, zirkuliert der Hintergrund zwischen der Platte und dem Sektor. Die Funktion der Scheibe ist das Ziehen und Drehen des Bodens. In Wahrheit ist das Stück, das seine Form umreißt, der feste äußere Sektor, auf dem der Hintergrund abrollt. Der Sektor wird durch eine Reihe von Stücken, normalerweise 6, gebildet, die bis auf das erste und das letzte Stück gleich sind. Insgesamt deckt es einen Raum von ca. 270ª ab, und jedes dieser Teile kann in seinem Abstand zur Mitte des Lockenstabs mit Hilfe von Schrauben leicht eingestellt werden, siehe das Titelfoto dieses Artikels. Auf diese Weise kann dieser Abstand von Anfang bis Ende etwas verringert werden, um den Boden zu zwingen, seine Kante zu drehen. Diese Einstellung muss auch jedes Mal neu vorgenommen werden, wenn die Kanalprofile der Scheibe und des Segments selbst überarbeitet und korrigiert werden.
Der Anfangs- und Endabschnitt der Scheibe hat Fasen, die den Ein- und Austritt des Bodens in seinem Kanal erleichtern. Dieser Kanal kann derselbe sein wie der der Scheibe, obwohl es einige Hersteller gibt, die ihn mit leichten Unterschieden herstellen, denn wie wir haben, schleift die Scheibe nur und daher ist ihr Profil nicht dasjenige, das die Form der Locke definiert, während das des äußeren Sektors es ist.
Ein Beispiel für einen Zwischenabschnitt eines Sektors, und zwar denjenigen, der der Scheibe in Abbildung 2 entspricht, ist unten in Zeichnung 4 dargestellt.
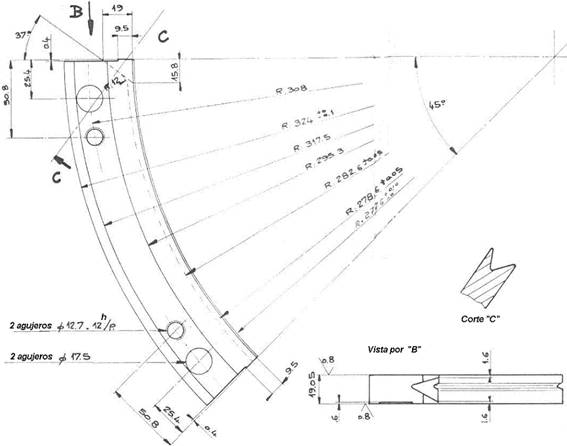
Abbildung 4: Zwischendiagramm eines äußeren Sektors
Die Abschnitte der Sektoren sind nicht umkehrbar. Das Material, die Bearbeitung und die Härte sind ähnlich wie bei der Scheibe, mit der sie ein Arbeitspaar bilden. Ein Detail des Profils des Sektors der Abbildung Nr. 4 ist in der Abbildung Nr. 5 dargestellt, wo man die Form, die Mittelwerte, die Winkel, die Toleranzen und den Grad der Fertigstellung der Oberfläche des Kanals oder der Arbeitsrille erkennen kann.
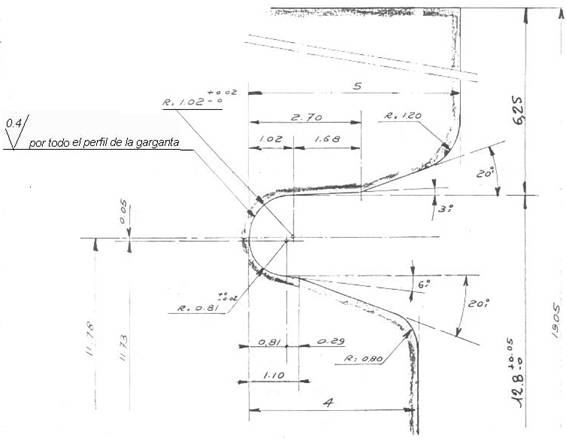
Abbildung 5: Detail der Kehle des Sektors aus Abbildung 4
Schauen wir uns nun die verschiedenen Arten von Nuten an, die je nach Konstruktion des Flügels verwendet werden können. Wir haben bereits die verschiedenen Arten von Frottee und Flügelspitzen angegeben, die üblicherweise bei den Hintergründen verwendet werden. Siehe:
Nach dieser Einteilung können die Formen der Schluchten wie folgt klassifiziert werden:
a.- Kehle für flachen oberen Flügelboden.
Es ist die einfachste Ausführung. Der Kanal besteht aus einem einzigen Radius mit Eingangs- und Ausgangswinkel. Der Einlass, um die Einführung des Deckels zu erleichtern, ist klein, und der Auslass – größer – ist derjenige, der die Neigung der Locke gibt. Der Radius liegt meist im Bereich von ca. 1 mm. Siehe Abbildung Nr. 6.
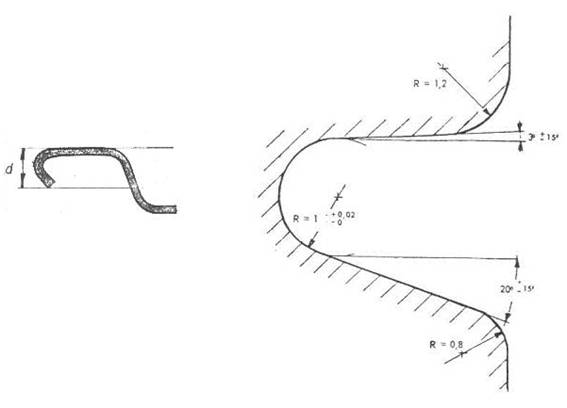
Bild Nr. 6: Gewelltes und gequetschtes Profil des Werkzeugs für den flachen oberen Flansch
Es wird für runde Böden mit geringer Produktion verwendet, die mit geringer Materialstärke und reduzierter Härtung hergestellt werden. D.h. z.B. für „einfach reduzierte“ Weißbleche. Spezifische Anwendungsfälle: Dome und Böden von Aerosolbehältern, Industrieprodukte… Bei dieser Anwendung haben Scheibe und Sektor das gleiche Halsprofil.
b.- Ausschnitt für Doppelradius-Spitzenflügel unten
Bei dieser Option werden am häufigsten unterschiedliche Rillenprofile auf der Platte und im Sektor verwendet. Der im Sektor kann doppelter Radius und sogar doppelter Ein- und Ausgangswinkel sein, siehe Abbildung Nr. 7. Die Scheibe benötigt diese Kontur nicht. Die hier dargestellten Profile sind die gleichen, wie sie im Beispiel der Zeichnungen 2, 3, 4 und 5 verwendet wurden.
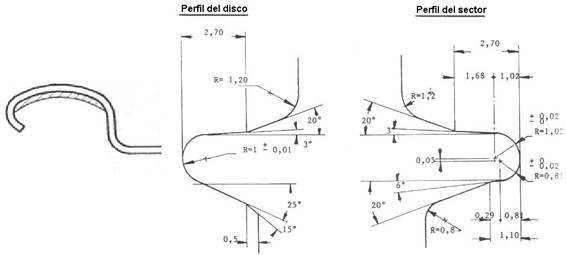
Bild Nr. 7: Krümmung und gewelltes Profil des Doppelradius-Spitzenflügel-Werkzeugs
Sie sind die am häufigsten verwendeten. Sie werden für die gesamte Palette von Böden für den Lebensmittelbereich und bei hohen Arbeitsgeschwindigkeiten und großen Produktionsmengen eingesetzt.
c.- Kehle für Dreifachradius Scheitelflügel unten
Diese Art von Flügeln wurde für Böden aus Materialien mit geringer Dicke und hoher Härte entwickelt. Dies impliziert eine gewisse Reduzierung der Flügellänge. Um die Kräuselung zu erreichen, ohne dass Falten darin entstehen und die Form die Herstellung des Verschlusses erleichtert, wurde ein neues Profil für die Kräuselkehle konfiguriert.
Ein Beispiel für dieses Halsprofil ist in Zeichnung Nr. 8 dargestellt.
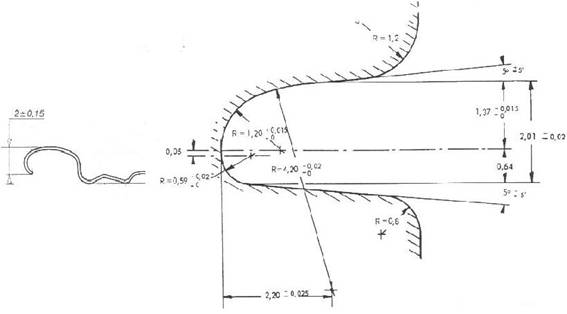
Abbildung 8: Gekrümmtes und gekräuseltes Profil des Dreifach-Radius-Peak-Flügelwerkzeugs
Wir bestehen darauf, dass diese Ausführung bei der Bearbeitung von Materialien mit hoher Härte und reduzierter Dicke verwendet wird.
WERKZEUGE FÜR CURLINGMASCHINEN MIT SCHEIBENPAAREN – RUNDE BÖDEN
Dieser Maschinentyp – der bereits in der Arbeit
– wird nur sehr sparsam und nur für Fonds von anspruchsloser Qualität verwendet. Deshalb hat der Flügel die Form eines flachen Gipfels. Beide Scheiben haben die gleiche Profilkehle und die am häufigsten verwendete ist die in Abbildung Nr. 9 gezeigte.
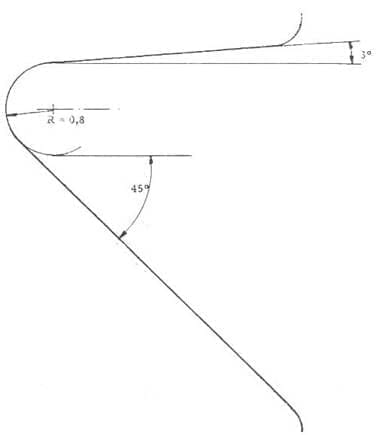
Bild Nr. 9: Curling-Profil für flachen Oberflügel
WERKZEUGE FÜR SCHEIBENROLLIERMASCHINEN – RECHTECKIGE BÖDEN
Bei unrunden Böden – rechteckig oder oval – können die Scheiben von Lockenwicklern mit doppeltem Scheibenpaar aus mehreren sich überlappenden Stücken hergestellt werden. Das macht die Konstruktion wesentlich einfacher. Zum Beispiel kann jede Scheibe in 3 Teilen hergestellt werden, eines mit einem etwas größeren Durchmesser, das den oberen Teil der Scheibe bilden würde, ein dazwischen liegendes mit schrägem Profil und kleinerem Durchmesser, das der Locke die Form geben würde, und ein drittes, das ihre Basis wäre. Zeichnung Nr. 10 zeigt einen Ausschnitt aus einem Detail einer dreiteiligen Scheibe.
Abbildung Nr.: Curling-Profil für flachen Oberflügel
Die Dicke der Zwischenscheibe bestimmt die zu erzeugende Stapelhöhe am Boden und ist eine Funktion der Flanschlänge der Zwischenscheibe. Die Werte dieser Dicke in Abhängigkeit von der Länge des Flansches sind in der Zeichnung Nr. 10 dargestellt.
Für nicht gerundete Böden, deren Locke auf einer Lockenmaschine gedreht wird – es gibt auch andere Möglichkeiten -, wird üblicherweise die obige Ausführung verwendet.
 STERBEN FÜR HINTERGRÜNDE
STERBEN FÜR HINTERGRÜNDE
 CURLERS
CURLERS
 KLINGEN FÜR MATRIZEN
KLINGEN FÜR MATRIZEN
 WERKZEUGE FÜR BÜGEL – FARBBEHÄLTER
WERKZEUGE FÜR BÜGEL – FARBBEHÄLTER
 U-FÖRMIGE LINIE FÜR RECHTECKIGE KULISSEN
U-FÖRMIGE LINIE FÜR RECHTECKIGE KULISSEN
 VERPACKUNG VON DECKELN UND BÖDEN
VERPACKUNG VON DECKELN UND BÖDEN
 BODENKRÄUSELUNG AN DER KLEBEMASCHINE
BODENKRÄUSELUNG AN DER KLEBEMASCHINE
 SPEZIALSTEMPEL FÜR HINTERGRÜNDE MIT EINGEARBEITETER LOCKE
SPEZIALSTEMPEL FÜR HINTERGRÜNDE MIT EINGEARBEITETER LOCKE
 BERECHNUNG EINES SPIRALSCHNITTPROFILS
BERECHNUNG EINES SPIRALSCHNITTPROFILS



0 Comments