
Wenn Sie „VARNISHES .- 1. Teil“ lesen möchten, klicken Sie hier
TEIL 2:
| EIGENSCHAFTEN VON LACKEN
Die in dieser Tabelle angegebenen Daten sind allgemein zu verstehen, da jeder Lack spezifische Eigenschaften aufweist. |
||||||
| Typ | Trocknen | Flexibilität y Mitgliedschaft |
Widerstand zur Schwefelung |
Widerstand Chemie |
Verwendung | Anwendungen |
| Oleorresininsos „R“. | 205ºC/12′. | Gut | Mala | Widerstandsfähig zu Säuren |
Lacke Innenräume |
Saure Früchte Gemüse |
| Oleorresininsos „C | 205ºC/12′. | Gut | Gut | Widersteht nicht zu Säuren |
Lacke Innenräume |
Reichhaltige Lebensmittel in Eiweiß |
| Phenole | 200ºC/15′. | Mala | Sehr gut | Gut | Fertige Lackierung B. innen |
Fleisch und Fisch |
| Epoxid-Phenole | 200ºC/15′. | Gut | Regelmäßig | Gut | B. innen B. Anhängevorrichtung |
Reichhaltige Lebensmittel in Eiweiß |
| Epoxid-Phenole + Al | 200ºC/15′. | Gut | Sehr gut | Gut | B. innen | Reichhaltige Lebensmittel in Eiweiß |
| Epoxid-Phenolharze + OZn | 200ºC/15′. | Gut | Gut | Nicht geeignet für Säuren |
B. innen | Reichhaltige Lebensmittel in Eiweiß |
| Epoxid-Amine | 195ºC/12′. | Gut | Regelmäßig | Gut | B. Anhängevorrichtung B. außen |
Dekoration |
| Epoxy-Ester | 180ºC/12′. | Gut | Mala | Regelmäßig | B. Veredelung B. außen |
Dekoration |
| Epoxid-modifiziert | 190ºC/15 | Gut | Gut | Gut | B. weiß inter B. Anhängevorrichtung B. außen |
Aggressive Produkte Dekoration |
| Vinyl | 180ºC/10′. | Sehr gut | Mala | Regelmäßig | B. innen Weißer Emaille B. Anhängevorrichtung |
Getränke Dekoration |
| Acrylics | 190ºC/15′. | Sehr gut | Sehr gut pigmentiert |
Sehr gut | Weißer Emaille B. Veredelung |
Hülsenfrüchte Gemüse wenig Pigment. Dekoration |
| Polyester | 200ºC12′. | Variabel | Regelmäßig | Gut | B. weiß inter B. innen B. Anhängevorrichtung Weißer Emaille |
Env. embut. und deckt in 2 Durchgängen ab Getränke Dekoration |
| Organosole | 195ºC/15′. | Sehr gut | Gut | Gut | B. weiß inter B. innen |
Tapas leicht gemacht Öffnen Abdeckungen
Env, embut. |
FILMGEWICHT.
Das Trockenfilmgewicht ist die Menge an Trockenextrakt, die auf dem Metall verbleibt, nachdem der Lack nass aufgetragen und eingebrannt wurde. Gemessen in g/m2 (oder mg/pg2 )
Als Richtlinie kann es die folgenden Werte haben:
Interne Systeme:
– Lacke im Allgemeinen Zwischen 5 und 7 g/m2
– Lacke + Al “ 6 bis 9 „.
– Lacke + OZn “ 7 bis 10 „.
– Weiße “ 9 bis 15 „.
– Organosole “ 13 bis 21 „.
Externe Systeme:
– Haken Zwischen 2 und 5 g/m2
– Weiß emailliert “ 14 bis 17 „.
– Überzugslacke “ 5 bis 7 „.
LACKIERTECHNIKEN
Es gibt drei grundlegende Verfahren für Lacke, die in flüssigem Zustand aufgetragen werden:
- Applikation auf einer Seite der Platten mittels Rollen
- Beidseitige Anwendung auf Spulen
- Sprühanwendung.
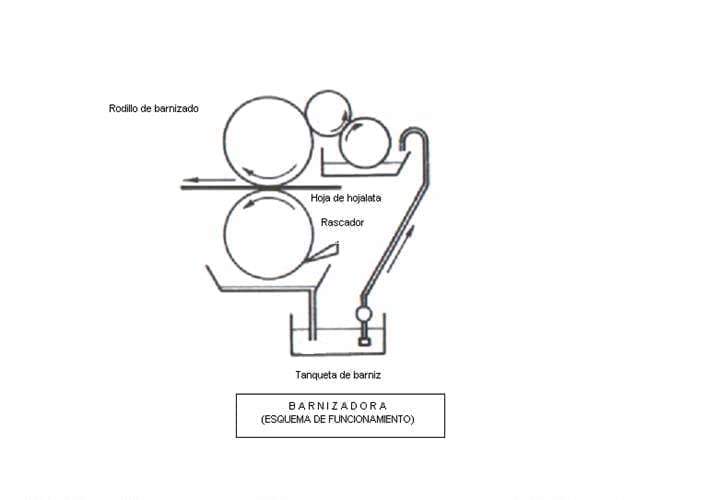
Bleche durch Rollen
Es ist das älteste und am weitesten verbreitete Lackierverfahren. Jedes Blech wird durch ein Paar Walzen geführt, von denen eine – elastisch – mit dem aufzutragenden Lack imprägniert ist. Das Material der Walze ist Gelatine oder synthetischer Kautschuk, der von Lösungsmitteln nicht angegriffen wird. Mit entsprechenden Einstellungen wird die Dicke der aufgetragenen Beschichtung gesteuert.
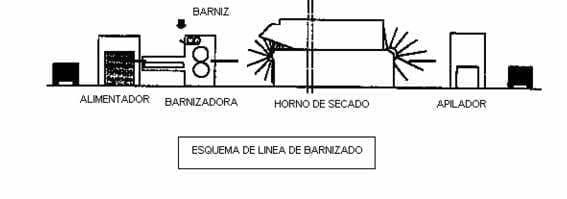
Der Satz von Geräten, die es ermöglichen, jedes einzelne Blatt aus einer Verpackung zuzuführen, zu bewegen und durch das Auftragssystem laufen zu lassen, ist auf dem Markt als Beschichtungsmaschine bekannt. Daneben ist ein Durchlaufofen montiert, der den Lack trocknet, wobei seine Lösungsmittel eliminiert werden und der Film aus festen Rückständen, der an der Platte haften bleibt, den richtigen Polymerisations- und Vernetzungsgrad für seine Schutzfunktion erreicht.
Die Einbrennbedingungen variieren je nach Art des verwendeten Harzes. Im Allgemeinen kann es um 200º C und eine Zeit von 12 Minuten sein. Die Temperatur wird nie höher als 232º C – Zinnschmelze – sein, um die schädlichen Auswirkungen von Zinnschmelze zu vermeiden.
Diese Lackiertechnik ist die gängigste in der Metallindustrie, da sie sehr flexibel ist und sich an alle Lackieranforderungen und an die verschiedenen Teile des Behälters anpasst. Auf diese Weise ist es möglich, durch entsprechende „Reserven“ auf der elastischen Rolle dreiteilige Behälter zu beschichten, bei denen die zu verschweißenden Bereiche lackfrei sein müssen, tiefgezogene Behälter, Deckel usw.
Spulen
Es ist möglich, Coils in einem ähnlichen Prozess wie zuvor zu lackieren, jedoch in einem kontinuierlichen Verfahren. Es ist viel komplexer und hat mehr Einschränkungen, da es nicht möglich ist, Lackreserven zu bilden. Die Verwendung ist auf Abdeckungen und gestopfte Körper in großen Auflagen beschränkt.
Sprühen
Es gibt einige Behälterverwendungen, die aufgrund der Aggressivität oder der Empfindlichkeit des Produkts – zum Beispiel: kohlensäurehaltige Getränke – erfordern, dass ihre innere Oberfläche völlig frei von freiliegendem Metall ist – Poren, Kratzer, Abrieb usw. – und der Lack – in der Regel in mehreren Schichten unterschiedlicher Art – muss aufgetragen werden, wenn der Behälter fertig ist. In diesen Fällen wird es durch Sprühen aufgetragen, wobei eine feste oder mobile Pistole verwendet wird, während der Behälter mit hoher Geschwindigkeit rotiert. Die anschließende Trocknung erfolgt ähnlich wie bei der ersten Technik. Diese Anwendung ist typisch für „zweiteilige“ DWI-Behälter.
Eine ähnliche Art der Spritzlackierung kann auch zur Abdeckung des Seitennahtbereichs von „dreiteiligen“ Behälterkörpern angewendet werden. Dieser Bereich wurde für Lack reserviert, um das Schweißen zu ermöglichen, und muss dann durch Sprühauftrag und anschließendes Trocknen geschützt werden. Dieses Verfahren war lange Zeit in Gebrauch, ist aber heute durch ein anderes System des Pulverlackauftrags verdrängt worden.
Diese Pulverbeschichtungen sind vom thermoplastischen oder wärmehärtenden Typ. Sie werden durch ein elektrostatisches Abscheideverfahren auf die zu schützende Oberfläche aufgebracht und dann einer Hitzeeinwirkung ausgesetzt, um ihr Schmelzen zu bewirken. Sie haben den Vorteil, dass sie die Emission von Lösungsmitteln in die Atmosphäre reduzieren, da sie zu 100 % aus Feststoffen bestehen.
PARAMETER DER LACKE
Die wichtigsten, die kontrolliert werden müssen, sind die folgenden:
Flüssiglack:
- Viskosität
- Spezifisches Gewicht
- Harz-Typ
- Lösungsmittel
- Zuordnungs- oder Migrationstest
DerLack wird trocken aufgetragen:
- Filmbelastung oder Gewicht
- Aushärtungssteuerung
- Adhärenz
- Porosität
- Autoklavenbeständigkeit
- Kratzfestigkeit
- Beständigkeit gegen Sulfurierung.
Die Beschreibung dieser Tests würde diese Arbeit übermäßig lang machen. Da sie allen Beschichtungen für Metallverpackungen gemeinsam sind und gewissermaßen ein eigenes Kapitel darstellen, werden sie in einem eigenen Thema behandelt.
 CROWN NIMMT AN DER INTERNATIONALEN RECYCLING-TOUR 2022 DER ECC TEIL
CROWN NIMMT AN DER INTERNATIONALEN RECYCLING-TOUR 2022 DER ECC TEIL
 ANFACO-CECOPESCA NIMMT WIEDER AM BTSF-PROGRAMM DER EUROPÄISCHEN KOMMISSION TEIL
ANFACO-CECOPESCA NIMMT WIEDER AM BTSF-PROGRAMM DER EUROPÄISCHEN KOMMISSION TEIL
 200 START-UPS SIND BEREITS TEIL DES GOCIRCULAR RADAR, DER KARTE DER KREISLAUFUNTERNEHMEN VON THECIRCULARLAB.
200 START-UPS SIND BEREITS TEIL DES GOCIRCULAR RADAR, DER KARTE DER KREISLAUFUNTERNEHMEN VON THECIRCULARLAB.
 DAS BRITISCHE UNTERNEHMEN MAGDEV WIRD TEIL DER BUNTING GROUP
DAS BRITISCHE UNTERNEHMEN MAGDEV WIRD TEIL DER BUNTING GROUP
 METALLVERPACKUNGEN SIND EIN TEIL DER GRÜNEN VERPACKUNG
METALLVERPACKUNGEN SIND EIN TEIL DER GRÜNEN VERPACKUNG
 Ercros investiert 6,5 Millionen in Almussafes als Teil seines Transformationsplans zu einem nachhaltigen Unternehmen
Ercros investiert 6,5 Millionen in Almussafes als Teil seines Transformationsplans zu einem nachhaltigen Unternehmen
 Verlust der Luftdichtheit und Verformung von metallischen Sanitärcontainern im Prozess. Teil 2
Verlust der Luftdichtheit und Verformung von metallischen Sanitärcontainern im Prozess. Teil 2
 VARNISHES (1. Teil)
VARNISHES (1. Teil)
 NIEDRIG VERZINNTE STÄHLE
NIEDRIG VERZINNTE STÄHLE
 UNTERSCHEIDUNGSMERKMALE VON METALLEN
UNTERSCHEIDUNGSMERKMALE VON METALLEN



0 Comments