
ANTECEDENTES
Antes de aparecer en el mercado la costura soldada eléctricamente en los cuerpos de los envases, el sistema normal de realizar la misma, era a base de realizar un engatillado o engargolado de ambos extremos laterales del cuerpo, y después aplicar una aleación de estaño-plomo. Este método desapareció del mercado por la toxicidad que el plomo podía aportar a los alimentos.
Sin embargo, la forma de realizar la costura por medio de una unión engatillada no se eliminó totalmente. Aun hoy subsiste en algunas instalaciones para la fabricación de envases especiales, las mismas aprovechan las antiguas formadoras (bodymaker), en las que se consigue la hermeticidad de la costura por la aportación de un cemento especial, que se aplica en el interior de la unión. Ver figura nº 1.
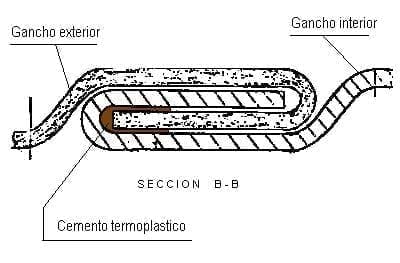
Figura nº 1: Colocación del cemento en una costura engargolada
Este sistema tiene sus ventajas e inconvenientes como más adelante veremos, pero sigue siendo un procedimiento totalmente valido para ciertas aplicaciones.
INTRODUCCIÓN
Aunque estos cementos de las costuras laterales forman parte de la familia de los materiales orgánicos selladores, sus características son un tanto diferentes de las de los compuestos o juntas para cierres de tapas y fondos. Su aplicación y uso son también diferentes, sin embargo, trabajan satisfactoriamente para producir una unión sellada bajo ciertas condiciones.
Estos cementos también se designa con el nombre de colas termoplásticas.
DEFINICIÓN
Un cemento o cola para costura lateral es un material orgánico adhesivo, usado para sellar las costuras laterales de los envases. Básicamente son estructuralmente poliamidas u organosoles obtenidos a partir de resinas termoplásticas. Por lo general sustituyen la soldadura eléctrica usada en estas costuras cuando los envases van destinados a contener un producto no procesado en calor.
FUNCIÓN DE LOS CEMENTOS PARA COSTURAS LATERALES
Este uso como elemento sellante y adherente puede aplicarse para cuerpos de envases no solo hechos con hojalata, sino que funciona muy bien también cuando el material es TFS o aluminio. Ello es una ventaja significativa, pues la técnica de soldadura eléctrica solo es aplicable sobre hojalata. Con este producto es incluso posible emplear chapa negra, en el supuesto de que no hubiese riesgo de oxidación.
CARACTERÍSTICAS
El termino “cemento termoplástico para costura lateral” se refiere a un material sólido, que se ablanda al calentarse – de ahí su designación de termoplástico -. Inicialmente se empezó a fabricar con materiales del tipo glicerina-cola, pero los resultados no fueron muy satisfactorios, por lo que fueron sustituidos por una nueva generación a base de resinas y plastisoles con muy buen éxito. En la actualidad se formulan a partir de resinas termoplásticas. Sus características principales son:
– Presentan una buena cohesión y una gran resistencia física y no se alteran a la temperatura ambiente.
– Estado a la temperatura ambiente: Sólido
– Color: Ámbar.
– Densidad: Aprox 1
– Extracto seco: 100%
– Punto de fusión: Entre 110 a 130, en función de su formulación.
– Resistencia al despegue: de 5 a 7 kg.
– Resistencia al choque: Ente 1.20 a 1.70 kg/cm en función de su formulación
– Adherencia: Muy buena
– Temperatura de aplicación: Entre 140 a 170º C
– Temperatura del baño en el tanque de fusión: 30º C por debajo de la de aplicación
– Temperatura de descomposición: Entre 180 a 200º C
– Necesidad de refusión después de aplicada.
– Carga a aplicar : De 4 a 5 mgr por centímetro de costura
El cemento en estado sólido, en forma de barras, se calienta en un depósito dotado de resistencias eléctricas para fundirlo en un paso previo a su aplicación. Después es bombeado a traves de conducciones, equipadas también con resistencias eléctricas, que aumentan unos 30º C la temperatura del cemento liquido al pasar por las mismas, estas están calorifugadas para mantener la temperatura, hasta ser aplicado en la parte interna del gancho interior de cuerpo, justo en el momento antes de realizar el engatillado de la costura. La aplicación se realiza por medio de una boquilla que proyecta un fino chorro de este compuesto fundido en la zona adecuada. Una vez formado y engatillado el cuerpo, el mismo es expulsado del tambor formador, pasando – transportado por medio de una cadena o cinta – por delante de un quemador que calienta momentáneamente la costura lateral para permitir que el cemento que ya se ha enfriado, y tal vez solidificado, se ablande de nuevo refundiéndose, y así fluya y se ajuste a la configuración de la costura lateral.
Cuando el cemento se enfría se hace mas duro y quebradizo. Para reducir su fragilidad se puede añadir plastificantes en su formulación.
Las plantillas planas de los cuerpos destinadas a este tipo de envases, previamente a la aplicación del cemento y formación de la costura, se les despuntan las cuatro esquinas, con diferente ángulo de inclinación, para eliminar la presencia de cuatro grosores de material en la zona de los extremos. Así se facilita la formación del gancho de cuerpo en el cierre de la tapa y fondo. Ver figura nº 2
Figura nº 2: Despunte de las cuatro esquinas de plantilla de cuerpo
COMENTARIOS
El uso de cementos termoplásticos presenta una serie de ventajas y también algunos inconvenientes que hay que tener en cuenta.
Como ventajas se puede enumerar:
– La posibilidad de ser usados en envases hechos con diferentes materiales como el TFS o el aluminio además de la hojalata, como ya hemos adelantado.
– Se puede emplear un diseño litográfico del cuerpo sin reservas, es decir se puede imprimir en su totalidad por el exterior y barnizar completamente por su interior, ya que para la aplicación del cemento no se precisa reservar el área de aplicación del mismo.
– El consumo de energía con esta técnica es muy inferior al precisado en una costura soldada.
– El costo de materia prima – cemento – es barata.
– Economía en el precio de la instalación.
Como desventajas señalaremos:
– Un consumo mayor de hojalata, necesario para hacer el engatillado. Este aumento es el un área de un rectángulo de unos 6 mm de base por la altura del cuerpo del envase.
– Limitación de uso. Solo es aplicable para envases que no vayan a recibir un proceso térmico de esterilización. Un envase con costura cementada no debe exponerse a una temperatura superior a 80º C.
APLICACIONES DEL CEMENTO TERMOPLÁSTICO
El cemento termoplástico puede ser empleado en envases que estén destinados a contener:
– Aceites vegetales comestibles (de oliva, soja, girasol…)
– Aceites y grasas industriales
– Pinturas
– Anticongelantes
– Productos químicos
– Almíbares
– Pastas y galletas
No debe emplearse para contener solventes y diluyentes puros.






Para obtener la boquilla y la nomba donde lo puedo comprar